In a power plant, the primary use of vacuum systems is to remove air and other noncondensable gases from the shell side of the condenser in order to maintain design heat transfer and thus design vacuum. If holding condenser vacuum is a persistent problem, one often-overlooked cause is an inadequately sized vacuum system.
The primary application of vacuum systems in the power generation industry is for the evacuation of air and other noncondensable gases from the shell side and the waterbox side of a steam surface condenser. On the shell side, the vacuum equipment is used for two purposes: rapid evacuation of air to reduce condenser pressure before steam turbine start, the “hogging mode,” or for continuous removal of air and associated water vapor from the main condenser when the steam turbine is in operation, the “holding mode.”
The removal of air and other noncondensable gases from the condenser shell side is required for proper heat transfer from steam to cooling water in the condenser and, thus, to maintain high vacuum in the condenser. This, in turn, enhances the amount of energy extracted from the steam exhausted from the steam turbine and increases the plant’s energy production. Without a vacuum system, air and other noncondensable gases would severely reduce the heat transfer in the condenser, and the plant would require a condenser with significantly more surface area for the same thermal load.
This article provides plant designers with an understanding of published design standards for air-venting equipment used in condenser shell side applications and the vacuum system sizing methodology used by equipment suppliers.
Vacuum System Standards
The Heat Exchange Institute’s (HEI’s) Standards for Steam Surface Condensers provides clear directions on capacity requirements for venting equipment when operating in either holding or hogging modes. The capacity in the holding mode is more critical, as it has a direct effect on megawatt generation.
The HEI recommends that the capacity of venting equipment in the holding mode “be no less than the values shown in [HEI’s] Table 9 at the design suction pressure to ensure adequate removal capacity under commercial operating conditions.” The HEI defines the design suction pressure for electric generation service as “1.0 inch HgA or the condenser design pressure, whichever is lower.” In addition, the HEI states that the saturation temperature of the gas vapor mixture must be considered as the steam temperature corresponding to the design pressure of the venting equipment less the greater of 7.5F or 0.25 (Tsat –Tcw,inlet). Tsat is the saturation temperature of the liquid in the condenser at the given vacuum, and Tcw,inlet is the temperature of the incoming cooling water.
The values found in HEI’s Table 9 correspond to dry air as well as the air-vapor mixture at design parameters of 1 inch HgA and 71.5F, which corresponds to the 7.5F differential (subcooling) described above. If the subcooling is less than 7.5F, then the vacuum pump duty increases accordingly. Note that the design conditions selected by the HEI are used to physically size the venting equipment; actual operating conditions are not necessarily the same. However, such sizing conditions are stipulated in equipment purchase agreements to ensure that the venting equipment capacity is adequate under “commercial operating conditions” where air in-leakage can be expected and subcooling may not be as low as 7.5F.
The methodology for selecting vent equipment capacity from the HEI’s Table 9 is explained in the HEI standards and should be carefully followed. In general, the standard is based on the number of openings exhausting steam to the condenser and the effective steam flow through each opening. Note that the German VGB code is significantly different regarding the requirement for air-venting equipment (Figure 1). In fact, the VGB code is approximately 50% less stringent than the HEI standard requirements. Your purchase specification should clearly indicate whether the equipment should meet the HEI standards or the VGB code.
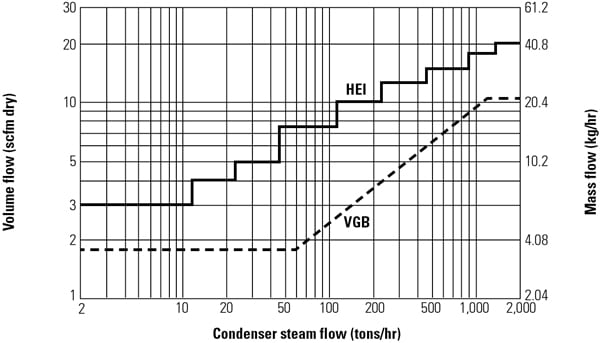 |
| 1. Pick your standard. The Heat Exchange Institute (HEI) standards and the German VGB code have significantly different dry-air vent requirements for vacuum equipment. Source: Gardner Denver Nash |
Air-Venting Devices
The three most common vacuum-producing devices are steam-jet air ejectors (SJAE, also called air jet ejectors), liquid ring vacuum pumps (LRVP), and a hybrid of ejector and pump. The application of SJAEs requires motive steam, so in many plants the electric motor-driven vacuum pump is generally favored. LRVPs are simple, reliable, low-speed devices with only one rotating part, and they can handle condensable vapors or even slugs of entrained liquid without damage to the pump. The hybrid helps in reducing the size of the vacuum pump.
The LRVP is a rotary displacement pump using liquid as the principal element in gas compression performed in a single stage or two stages (Figure 2). Compression is performed by the liquid ring using the relative eccentricity between the casing and a rotating multi-bladed impeller. A portion of the liquid in the casing is continuously discharged with the gas, collected in a separator vessel, and cooled in a heat exchanger. The cooled liquid is introduced back to the pump casing to remove the heat of compression. In power plant applications, the vacuum pump seal water is usually demineralized water from the condensate transfer system.
 |
| 2. Pulling a vacuum. A typical liquid ring vacuum pump with separator vessel and seal water cooler. Courtesy: Bechtel Power Corp. |
Proof that the pump is adequately sized is based on an acceptance test conducted by the pump vendor in the vendor’s shop. The acceptance test is performed on dry air at various suction pressures and under ambient conditions present at the test location. Atmospheric air at normal room temperature is considered dry air because the small weight of water vapor present in ambient air is insignificant.
The pump performance curve generated during the acceptance test is displayed on a performance graph, typically displaying inlet pressure (mbar) versus the pump capacity (m3/min) at specified seal water temperatures. This pump capacity must be adequate to meet the requirements of the HEI’s Table 9. However, a problem arises because the acceptance test is based on dry air only, whereas the HEI gives values for air-water mixture, which represents the realistic conditions expected during plant operation, given the much higher moisture content inside the condenser than in atmospheric air used during factory tests. Consequently, the pump test results must be adjusted for the air-water mixture case, or the HEI values have to be adjusted for a proper comparison.
Effect of Saturated Air-Water Mixture. The saturated air-water mixture tends to increase the capacity of the pump, whereas dry air constrains the pump capacity. This effect is caused when the pump is handling an air-water mixture: Some of the incoming vapors are condensed due to the cooler seal water, thus allowing more room in the impeller bucket to handle more of the incoming mixture. To a lesser degree, dry air becomes instantly saturated by evaporating the sealing water in the pump’s impeller bucket space, effectively restricting pump capacity.
Some pump vendors have published charts indicating the capacity increase with air-water mixtures. The amount of increased capacity is generally related to the pump inlet pressure, the temperature of the incoming mixture, and the temperature of seal water.
Effect of Seal Water Temperature. Pump capacity is decreased if the seal water temperature experienced during actual operation is higher than design or that used for pump testing. In this case, the test capacity has to be adjusted by the vendor-published factor for seal water temperature variation. Another option is to adjust the HEI correction factors.
High seal water temperatures affect the capability of the pump, as it is no longer able to attain low suction pressures. This is due to the increase in vapor pressure of the hot seal water, which begins to flash and cavitate the pump as suction pressure decreases. Cavitation in the pump casing can cause high vibration and could lead to damage to pump internals.
Factory Tests Versus HEI Requirements
As an example of the differences, consider the following test data taken during a vacuum pump factory test:
- During factory tests, the vacuum pump capacity on dry air was 29 m3/min at 33.9 mbar, with seal water at 25C (the same as that expected in actual operation).
- The HEI vacuum pump capacity requirement (Table 9) is 15 standard cubic feet per minute (scfm) dry air at 1 inch HgA and 71.5F, which is equivalent to 67.5 lb/hr (30.6 kg/h) of dry air and 148.5 lb/hr (67.4 kg/hr) of water vapor at 1 inch HgA and 71.5F.
A quick review of the above data confirms that it is not a straightforward exercise to compare the pump test results with HEI requirements. A proper comparison requires that either the HEI requirement for air-water mixture be decreased (to account for condensation of part of the water vapor inside the pump casing) and then compared with the pump test result, or that the pump test result be increased for handling an air-water mixture and then compared against the HEI requirements.
In either case, specific correction factors from the pump vendors are required, and these factors must be correctly used as intended by the vendor. The next section will continue this example by demonstrating how the pump test results should be compared with the HEI requirements.
Comparing Calculations
The methodology for comparing vacuum pump test results with the HEI requirements is reasonably straightforward. HEI requirements for vacuum pump capacity for 15 scfm (see above) can be found using the following calculations:
- Amount of dry air = 30.6 kg/hr, equivalent to 30.6/29 = 1.055 kg-moles/hr, where 29 is the molecular weight of dry air.
- Amount of water vapor = 67.4 kg/hr, equivalent to 67.4/18 = 3.744 kg-moles/hr, where 18 is the molecular weight of water vapor.
- Total number of kg-moles/hr = 1.055 + 3.744 = 4.799 kg-moles/hr.
- Units conversion: 4.799 kg-moles/hr x 22.4 = 107.49 standard cubic meters/hr.
- Units conversion: Convert standard cubic meters to pump test suction conditions of 33.9 mbar pressure and 20C: 107.49 x (1,013/33.9) x (293/273) x (1/60) = 57.455 m3/min. Note: 33.9 mbar = 1 inch of mercury and 1 atm = 1,013 mbar.
Pump test results provide the following data:
- The capacity of the vacuum pump was 29 m3/min at 33.9 mbar and 20C.
- The seal water temperature was 25C, the same as expected during plant operation.
It appears that the HEI requirement for air removal is not being met, as the HEI standard requires a pump capacity of 57.455 m3/min. The test results found the pump capacity was only 29 m3/min. The pump capacity, which is unknown by most designers, must now be adjusted by a pump-specific “condensation bonus factor,” which provides added pump capacity due to moisture condensation inside the pump casing.
For example, if a condensation bonus factor of 0.5 is used, then 57.455 x 0.5 = 28.7 m3/min, and because this value is equal to or exceeded by the pump test capacity of 29 m3/min, the HEI requirement is considered to be met.
In other words, the pump capacity is governed by the value of the condensation bonus correction factor that is determined by the pump vendor. This factor is generally proprietary to each vendor and difficult for the purchaser to verify, especially if these factors are not published. Note that the condensation bonus factor for LRVPs is applied to the volumetric flow and not the mass flow.
Hybrid Arrangements
In the hybrid arrangement, an air jet ejector is used as the first stage of the unit (Figure 3). The ejector uses part of the pump discharge air as the motive air, and the ejector discharge is directed to the inlet of the vacuum pump. Consequently, the first-stage ejector boosts the pump suction pressure, thus requiring a smaller pump with lower operating/capital costs.
 |
| 3. Best of both worlds. This schematic shows a hybrid arrangement using an air ejector and a vacuum pump. Source: Bechtel Power Corp. |
The first-stage ejector also helps to minimize pump cavitation, as the pump is no longer operating at low suction pressures, which could cause vaporization of the seal fluid within the pump casing. Cavitation occurs at low suction pressures and high seal water temperatures.
In the hybrid arrangement, the air removal capacity is governed by the mass flow capability through the ejector, and the “condensation bonus” discussed above is not directly applicable to this equipment arrangement. However, a different type of condensation bonus is used, taking advantage of a few degrees of adiabatic cooling within the ejector, which reduces the water vapor load. This, in turn, reduces the loading on the downstream vacuum pump. Note that the amount of adiabatic cooling within the ejector is empirical and can vary from vendor to vendor. The water vapor loading is directly related to the temperature and can be determined as (18/29) x (Pw/Pt – Pw), where Pt is the total pressure associated with dry air plus water vapor and Pw is the saturation pressure of water vapor at a reduced temperature inside the ejector.
The HEI standard requires removal of water vapor plus dry air while the ejector-pump system test is carried out with dry air at 33.9 mbar and room temperature. However, the effective water vapor loading inside the ejector is reduced due to cooling while the dry air loading remains the same. Therefore, for consistent comparison of test results against the standards, the reduced vapor loading in the ejector is first converted to equivalent mass of dry air (by multiplying by a ratio of air-water molecular weights: 29/18), and the original amount of dry air specified in the standard is added to it. This total mass amount (kg/hr) is then converted to standard volumetric flow (m3/hr) and adjusted to pump test pressure/temperature conditions for direct comparison to the dry-air test results.
Closing Thoughts
The HEI standards stipulate the capacity requirement for air-venting equipment for the condenser. However, equipment provided by the vendor is generally sized at a somewhat lower capacity, taking into consideration the condensation bonus. It is difficult for the end user to verify the condensation bonus, as it is generally proprietary and specific to the vendor’s equipment. However, vendors should be asked to justify, with data, their selection of the condensation bonus for your project. If the condensation bonus selected by the equipment vendor is too optimistic, proper venting of the condenser will not occur, and design heat transfer rates may not be achieved.
— S. Zaheer Akhtar, PE (szakhtar@ bechtel.com) is technical advisor to the manager of engineering on assignment from Bechtel Power Corp. to Power Generation Engineering and Services Co. (PGESCo). Magdy Mahmoud is manager of engineering for PGESCo, Cairo, Egypt.