Cleaning air heaters in power plants or recovery boilers has traditionally involved using high-pressure water, chemicals, or steam. These techniques, though effective on moderate airside fouling of heat exchange surfaces, are usually ineffective on the more tenacious deposits that can develop in coal-fired plants. If these deposits are not removed by periodic cleaning, heat transfer in the heaters is reduced, which in turn reduces boiler efficiency and increases a unit’s heat rate. Severe fouling on air preheaters (APHs) can even reduce a unit’s power output.
Air Heater Function and Performance
The role of a power plant’s APH is to improve boiler efficiency by heating the combustion air before it enters the furnace. For each 50F increase in boiler inlet air temperature, boiler efficiency will be increased 1%. Air heaters can increase plant efficiency by up to 10%.
APH configurations can vary widely. Some units utilize a Ljungström-type rotary regenerative air heater or a fixed recuperative tubular air heater. Depending on the configuration, many units may also contain a finned tube steam coil APH immediately after the forced draft fan. APHs play a critical role in increasing boiler efficiency—but only when they are properly maintained and kept clean of airside fouling (see “Air Preheater Seal Upgrades Renew Plant Efficiency,” p. 54).
LN2 Cleaning Technology
NitroLance, developed by Conco Systems of Verona, Penn., uses pressurized liquid nitrogen to clean various types of heat exchangers and industrial surfaces. NitroLance can be used to clean tube internals with small rotating jets or with larger specialized manifolds for external heat exchanger surfaces, including delicate finned heat exchanger tubes.
The NitroLance cleaning system delivers pressurized liquid nitrogen to the cleaning surface and rapidly removes deposits through three mechanisms: mechanical pressure, thermal expansion, and supercooling. The typical NitroLance process flow is illustrated in Figure 1. Commercial, high-purity liquid nitrogen (LN2) at –321F is pressurized to between 5,000 psi and 55,000 psi. Then, using a temperature controller, the LN2 is directed onto the surface to be cleaned, while expanding about 700 times as it vaporizes. The controlled flow and temperature is regulated between –160F and –250F. The complete system is mounted on a mobile platform that is moved to close proximity of the heat exchangers being cleaned (Figure 2). The NitroLance hose and nozzle extend up to 300 feet from the mobile platform.
 |
| 1. The NitroLance process. Source: Conco |
 |
| 2. Mobile cleaning system. The NitroLance mobile platform arrives with LN2 tanks, pumps, and temperature controller ready for work. Courtesy: Conco |
Another key advantage of liquid nitrogen: No wastewater is produced when cleaning heat transfer surfaces. The fouling deposits removed by the NitroLance cleaning process can be easily vacuumed up. This lack of wastewater production represents a significant cost savings to power plants over traditional water-based methods. Equally important, eliminating wastewater treatment can reduce the overall outage time, making it an attractive option for critical path maintenance activities.
LN2 Cooling of Base Metal
An evaluation of the effects of LN2 on base metal examined possible changes to the metal’s grain boundaries and structure, as well as the potential for shrinkage or modifications of mechanical properties that might result from the cold temperatures. Micro-structural observation and micro-hardness measurements were taken before and after LN2 cleaning. Laboratory tests confirm that LN2 cleaning of basic carbon steel induced no micro-structural modifications or changes in the surface micro-hardness of the base metal.
Shrinkage of or modifications to the mechanical properties of the base metal are avoided because the cleaning process is performed at a relatively high speed (greater than 10 feet/minute). When high-speed, brief contact with the LN2 was made, the base metal temperature dropped only between 9F and 18F on average. This small temperature drop induced no notable metal shrinkage and had no notable influence on mechanical properties of the base metal.
Case History at PPL Generation
LN2 cleanings were conducted at PPL Generation’s Montour Power Plant in Washingtonville, Penn., and then at Brunner Island Power Plant in York Haven, Penn. Both of these plants use rotary regenerative Ljungström APHs. Upstream of the APH are finned tube steam coil air preheaters (Figure 3).
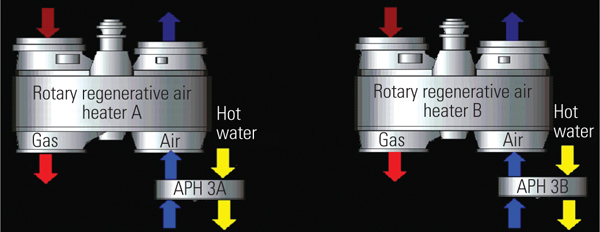 |
| 3. Heating air. In many coal-fired plants, rotary regeneration air preheaters (APHs) are supplemented with a steam coil air heater. At PPL’s Brunner Island Power Plant, Unit 3 is configured with an “A” and a “B” steam coil air heater. Source: Conco |
The finned tube air preheaters often fouled after a few years of plant operation. Additionally, cleaning of the rotary APH located above caused debris to fall onto the steam coil surface that must then be cleaned. At PPL’s Brunner Island Unit 3, a 760-MW coal-fired unit, the fouling was due to fly ash deposits, dust/debris, and lube oil that had formed a thick shell over the fin coil surfaces. Because this unit is typically base-loaded, PPL prefers to conduct APH maintenance only during scheduled outages.
Previous APH cleaning with water, chemicals, and detergents was ineffective in removing tenacious deposits of fly ash and oil (Figure 4). During operation, the fouling restricted combustion airflow to the boiler through both the “A” and “B” sides. This reduced airflow through the air heater often limited power output during certain weather and other operating conditions. As an outage approached for the unit in spring 2010, the Conco NitroLance system was evaluated by PPL engineers and was then scheduled for cleaning the fouled “B” side air preheater coils.
 |
| 4. Fouled tubes. The “B” steam coil air heater tubes in “as-found” condition prior to cleaning. Courtesy: Conco |
A site evaluation conducted by Conco engineers and plant personnel concluded that installing a new access door in the ducting adjacent to the air heater would be beneficial. Scaffolding was placed directly under the horizontal air preheater, allowing clear access to the area to be cleaned. Conco supplied two mobile LN2 units. Only one mobile unit is normally required, but due to minimal time allocated during the outage for cleaning, two mobile units were used to clean the air heater during a single 12-hour shift.
At the start of the unit’s outage, Conco technicians, equipped with full safety gear—including jump suits, full-face respirators (with external air), rubber boots, and cryogenic insulated gloves—went into the air preheater coil ducts and quickly cleaned a portion of the fouled tubes (Figure 5). The system’s delivery pressure was carefully adjusted to make sure that the heat exchanger’s delicate tube fins (0.012 in. thick) were not damaged.
 |
| 5. Proper attire required. A Conco technician, suited up with full-face respirators (with external air), rubber boots, and cryogenic insulated gloves, is cleaning the Brunner Island Unit 3B steam coil air heater. Courtesy: Conco |
The fly ash and oil deposits were removed in seconds, and a majority of the “B” air preheater was cleaned in only 12 hours (Figure 6). No damage was done to the fins by the LN2 cleaning.
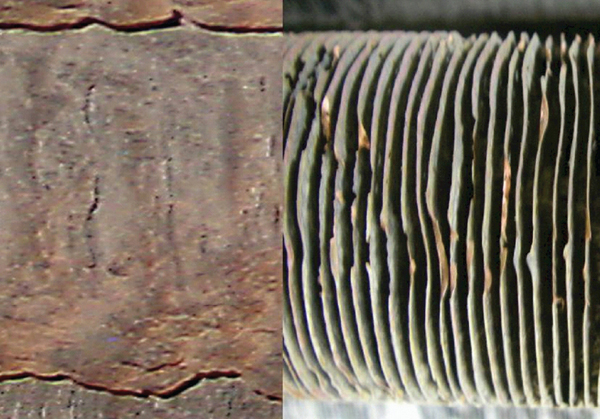 |
| 6. Thorough cleaning. The Unit 3B air preheater coils are shown before and after cleaning with LN2. For perspective, the tubes are 2.5 inches in diameter with ½-inch fins attached at 14 fins/inch. Courtesy: Conco |
Performance Results
After the unit was brought back in service at the conclusion of the outage, improved plant performance was immediately apparent. Airflow blockage on “B” side was significantly reduced, and the airflow pressure drop across the air heater was reduced by half (8 inches H20 to 4 inches H20). Although it was still higher than the original design airflow pressure drop (1.7 inches H20), the improvement was significant considering that only a portion of the air heater was cleaned due to limited time. Further improvement in the gas side pressure drop is expected after cleaning 100% of the preheater coils (Figure 7).
 |
| 7. Performance pickup. After the 3B air preheater coils were cleaned, the reduced combustion air pressure drop translated into improved performance. The blue data points represent the Unit 3B air heater performance before and after the unit outage, during which the coils were cleaned. The red dots show the pressure drop through the 3A heater. Source: Conco |
Other Applications of LN2 Cleaning
Conco Systems is now working with PPL to test-clean sample regenerative air heater baskets. Results from cleaning baskets taken from the Montour plant’s Ljungström unit showed that the baskets were restored to a very high level of cleanliness (Figure 8). Cleaning the rotary air heaters’ lower-end baskets in-place during an outage is possible if suitable space between the steam coil air heater and most primary air heaters is available.
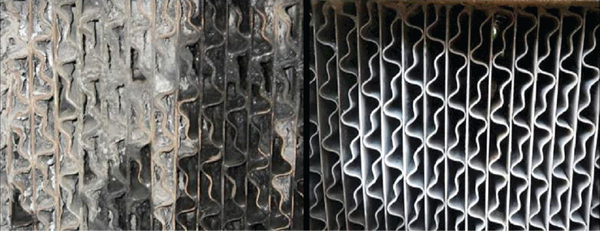 |
| 8. Basket cleaning. NitroLance cleaning on Ljungström baskets has also proved effective. Shown is a sample basket before and after cleaning. Courtesy: Conco |
—Contributed by Al Hovland, PE, Conco Systems Inc.; Frank G. Lyter, PE, PPL Generation LLC; and Charles Truchot, Air Liquide.