
Maintaining reliable and efficient plant operations requires good control of corrosion and corrosion product transport in power plant water systems. The Electric Power Research Institute recommends oxidation-reduction potential for passivator control in feedwater systems, as do many industry experts. Here’s how to turn that recommendation into a robust feedwater monitoring program.
The Electric Power Research Institute (EPRI) has for some time advocated the use of online room-temperature (RT) oxidation-reduction potential (ORP) measurements to monitor boiler feedwater corrosion chemistry and thereby minimize corrosion and reduce the frequency of boiler tube and other steam cycle failures. Unfortunately, current corrosion control and monitoring methods located upstream of a boiler can be unreliable, unpredictable, and impractical. The right instrument, improperly installed and operated, will return poor or misleading results.
Most plants attempt to monitor dissolved oxygen (DO), ORP, and reductant residuals (if reductant is used). Their monitoring programs, however, are often deployed in few locations with poor or little corrosion product transport monitoring, which can leave large portions of a plant unprotected. Even when corrosion product monitoring is performed, there are often questions related to the validity and interpretation of the numbers produced.
Fortunately, new, more accurate and responsive ORP measurement instruments are available that enable plant operators to significantly reduce steam cycle corrosion.
Dynamic Corrosion Effects
Power plant operators and chemists tend to perceive ORP as analogous to conductivity — a relatively static measurement that, taken in one location, provides a good indication of conductivity throughout the steam cycle. In fact, ORP is much more analogous to temperature, which is dynamic and varies widely throughout the steam cycle. ORP is really an ever-changing kinetic indicator of system health at both the point of measurement and throughout the steam cycle.
Corrosion stress, both general and localized, occurs often in a power plant, but traditional monitoring programs often fail to detect or react to such events. Local damage may cause failure, and corrosion product transport provides a secondary failure mechanism where corrosion deposits accumulate. Detecting these events may require major upgrades to the monitoring tools available at most plants. DO, reductant feed and consumption, and corrosion product transport would have to be monitored at multiple locations and with great accuracy. In most plants, this isn’t practical (because of instrumentation cost and the lack of installed sample points) or possible (given limitations in real-time corrosion product transport measurements, data validity, and interpretation, as well as the plant’s use for direct control).
Many plants focus control of corrosion stress at a single location (EPRI recommended the economizer inlet in earlier work and the deaerator inlet in its later recommendations), with the assumption that control at a single point provides protection throughout a circuit. This approach is relatively straightforward and can be effective in stable systems or when the location of the corrosion (reduction/oxidation) stress site is known or is close to the point of measurement.
Most systems, however, are not stable, and potential corrosion stress is widespread and often dynamic. The corrosion "space" changes, and single-point monitoring with slow response can miss short-lived changes in chemical demand or the corrosion environment. Traditional corrosion monitoring and control programs miss the dynamic stresses by assuming that slow response is "good" and a "good" measurement in one location indicates adequate protection in all locations.
The ever-changing ORP space requires a rapidly responding, real-time monitoring and diagnostic measurement that reacts immediately to the changing corrosivity of the system. Such a tool gives operators and controllers time to respond to the cause of the variation, thus minimizing any of its negative impacts.
Establish an ORP Reference
ORP is the electrical potential of a liquid at a specific temperature. As such, ORP represents the net sum of redox potentials/reactions in a sample stream as measured on noble metals (usually platinum or gold). Measurements are usually made against some standard reference electrode such as silver/silver chloride or copper/copper sulfate. ORP is the difference in voltage between these two electrodes.
It’s important to quote the temperature and other conditions at which the reading was taken when an ORP number is quoted and the reference electrode is used to measure the potential difference. For example, consider an ORP sample taken at 400F when an ORP number is simply quoted as "–0.6 V." This value is essentially meaningless. There’s no way of knowing if the voltage measured is –0.6 V against the standard hydrogen electrode (SHE) at 400F, –0.6 V against the SHE at 77F, –0.6 V against some other reference electrode at 400F, or –0.6 V against some other reference electrode at 77F. The plant chemist should be aware of the importance of temperature when investigating and comparing competing ORP claims.
For the purposes of this article, we use the ORP value versus the reference electrode with temperature. For example, an ORP measurement of –0.6 V obtained with the SHE at 400F is reported as –0.6 V vs. SHE (400F).
At-Temperature ORP
The at-temperature (AT) ORP program continuously monitors the corrosion stress in a hot water system such as boiler feedwater. It provides a window into the process that’s not available from the traditional room-temperature measurements such as DO, ORP, or reductant residuals tests. The measurement also allows real-time analysis of the corrosion kinetic continuum rather than providing a postulated measurement that assumes thermodynamic stability and equilibrium, allowing operators to take rapid action to control and/or identify corrosion stress to minimize corrosion and subsequent corrosion product transport. In essence, AT ORP is a paradigm shift in corrosion stress management and control for the power industry.
AT ORP enables in-situ measurement of ORP in feedwater at the elevated temperatures where sensing electrodes are actually in contact with high-temperature water. Traditional ORP measurements utilize a nonrepresentative sample (cooled feedwater) that moves through long sample lines (increasing lag time) to a non-optimum device (RT ORP). AT ORP takes a representative sample (hot feedwater) to a much more sensitive device (Figure 1).
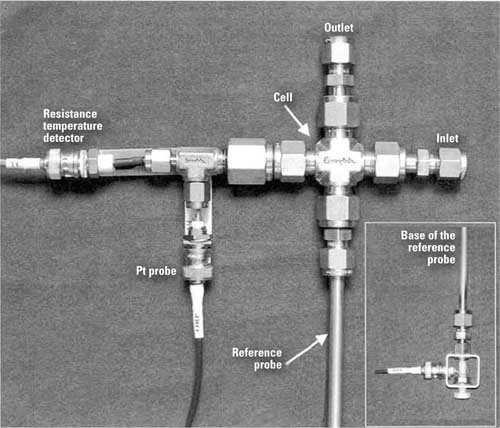
1. At-temperature oxidation-reduction potential (AT ORP) measurement. These are the components of Nalco’s AT ORP cell. Courtesy: Nalco
The Nalco Co.’s AT ORP assembly consists of a sample inlet and outlet, connections for an integral resistance temperature detector (RTD), platinum electrode, and a separate external pressure-balanced reference electrode (EPBRE). This apparatus has been used in high-temperature water environments up to 500F and 3,000 psi (20.68 MPa).
The potentials measured by the AT ORP platinum probe are measured against the external, pressure-balanced, silver/silver chloride reference electrode. The temperature of the water flowing through the probe is recorded. All of the data collected by the probe can be archived and recovered on the plant data-logging system with suitable electrical signal conditioning. The signals can be used to control any species affecting the ORP space (typically reductant feed) and for advanced diagnostics.
Particle Analysis
Traditional monitoring of metal transport and generation in the steam cycle relies primarily on periodic wet tests such as "patch" tests or photometric analysis. This approach, though valuable, leaves significant holes in the data history. Every thermal, chemical, or hydraulic event liberates or generates metal oxides in the steam cycle called a "crud burst," and these events occur frequently yet randomly.
Time-based testing (iron sampling at a specific frequency, for example) is important, but it cannot detect the majority of these events. Thus, plants are flying blind during normal operation. The only reliable method for determining metal transport is periodic inspections and tube deposit weight density measurements. These methods are important and must continue, but they can only detect a metal transport problem after it has occurred. What’s missing is an intermediate step where plant operations can be tuned to minimize metal transport before damage is done.
Particle analysis provides a near-real-time measurement of metal liberation and transport. Two different technologies can be used: particle size analysis and particle counts.
The particle monitor, such as that sold by Chemtrac Systems Inc., detects particulate contamination in a flowing, liquid sample by dynamic light obscuration (DLO). As particles pass through the illuminated sensing area, they obstruct a portion of the transmitted light. A sensitive photodetector converts these light fluctuations into a root mean square signal representative of particulate size and concentration. The online flow-through sensor eliminates sampling/testing variances encountered in the more-familiar manual Millipore analyses used to count particles. Multiplexed sensors provide complete, real-time monitoring of individual condensate streams or any other component of the boiler system.
Use the AT Tools
An ideal monitoring program would correlate the interplay of the oxidizing environment with all of the possible corrosion stressors across the ORP space and relate that data to corrosion product transport. Combining particle counts with AT ORP technology closes the loop on steam cycle metal transport. This combination offers two windows into the process: an extremely accurate measurement of the oxidizing environment (AT ORP technology) with control capabilities and a measurement of the impact of that operating environment (particle counts and metal transport). AT ORP technology and particle analysis also can provide visibility into previously undetectable events. The two technologies can be used to correlate particle counts with metal (iron and copper) transport test results and operating environment (AT ORP technology).
It is possible to generate a set of plant-specific corrosion product transport curves using particle analysis and traditional monitoring techniques. Once that relationship has been established, then the particle counter output can be scaled to match the text results. Thus, particle analysis could generate an output proportional to the actual concentration of particulate metal oxides in ppb levels.
The next step is to use the particle counter and AT ORP technology to evaluate the impact of metal liberation and transport. Event analysis can be used to identify those plant evolutions that result in the greatest metal transport and the greatest change in the oxidizing environment. With this list, plants can then tune operation to minimize metal transport during these events. The monitoring program can then be used for real-time metal transport and oxidizing environment monitoring once the initial metal transport mitigation system has been implemented. Plants can use these monitoring tools to detect any significant increase in metal transport, identify the cause, and take corrective action.
Where to Sample?
Most coal-fired plants monitor and control the oxidizing environment at two or three locations, typically at the condensate pump discharge, deaerator inlet and outlet, and economizer inlet (Figure 2). Combined-cycle plants usually monitor and control the oxidizing environment at just two locations: the condensate pump discharge (usually after chemical feed) and the deaerator or low-pressure (LP) drum outlet. The sample locations themselves might be appropriate, but the AT ORP sampling should be made as close as possible to the actual sample take-off point.
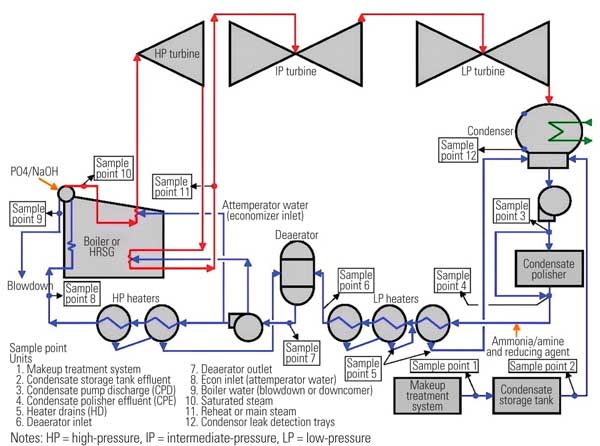
2. Popular sample points. These are typical steam cycle water and steam sample point locations. Source: Nalco
It’s important to remember that steam cycle corrosion occurs at temperature and pressure. Any measurement taken to estimate corrosion should be made as close as possible to the conditions at which the critical corrosion processes are occurring. The following are additional suggestions for improving the quality of your samples.
Don’t Quench the Sample. The active species in your sample will be quenched in your sample cooler. That means you forfeit the opportunity to observe any correlations that exist at actual operating temperatures and pressures. In some cases, the wrong conclusions are reached by measuring ORP at temperatures that are unrepresentative of actual operating temperatures.
Minimize Sample Lag Time. Sample water often travels hundreds of feet from the sample connection to the steam sample panel. Sample water often passes through large-volume coolers and filters at the sample panel before contacting the panel’s low-temperature probes. This circuitous path adds to sampling lag time and dilutes real system effects. Also, further corrosion reactions can occur as the sample passes through the long sample lines and large coolers before it contacts the room-temperature probes.
Accurately Measure Reductant Activity. Like corrosion stressors and corrosivity, reductants (oxygen scavengers/passivators) are more active at temperature. This is particularly true of many of the passivating scavengers such as hydrazine, carbohydrazide, diethylhydroxylamine, and the like. The reductant impact on corrosion stressors is enhanced at temperature, so control based on reductant residual is more sensitive and realistic at temperature. A cooled sample might not show how much "power" (in reductant) is present in the system, but an at-temperature sample (AT ORP) will show this.
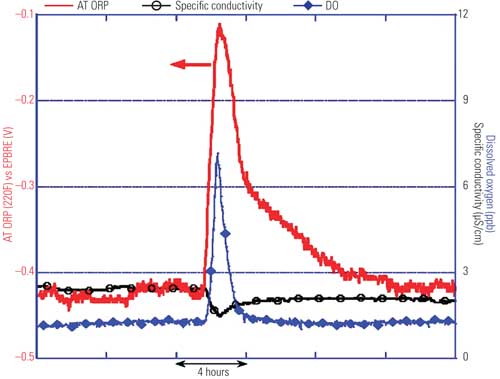
Figure 3 illustrates the impact of reductant feed on both RT ORP and AT ORP. Reductant was added to a solution initially containing 140 ppb DO. More reductant was added over time, and DO declined. The range of ORP movement increases significantly with the AT ORP measurement. The AT ORP probe is more responsive to changes in DO and/or reductant. This increased sensitivity has important implications for system control based on an ORP setpoint. Greater sensitivity provides better response to changes in the corrosion environment. RT ORP probes are completely insensitive to some of the macro corrosion changes occurring at temperature.
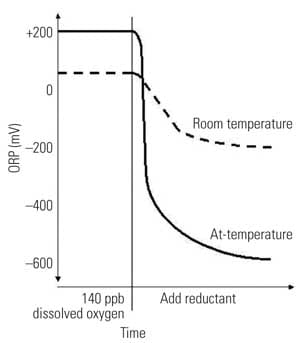
3. Some like it hot. The at-temperature oxidation-reduction potential (ORP) probe, with water samples at operating temperatures and pressures, produces superior results. Source: Nalco
Carefully Measure Dissolved Oxygen. RT ORP can correlate with DO, but it tends to be a poorer indicator of reductant excess in boiler feedwater systems. However, even as a DO "indicator," the AT ORP probe response and magnitude of movement to DO upsets is far superior to that of RT ORP.
Figure 4 presents laboratory data showing ORP response as measured after making short-term changes in DO concentration in a system. The immediate, relative, and greater magnitude of the AT ORP response is evident. It’s especially important to note the resolution of the AT ORP response at extremely low (<10 ppb) DO concentrations. RT ORP response is especially poor at low dissolved oxygen concentrations, yet this is the very zone where power plants typically operate.
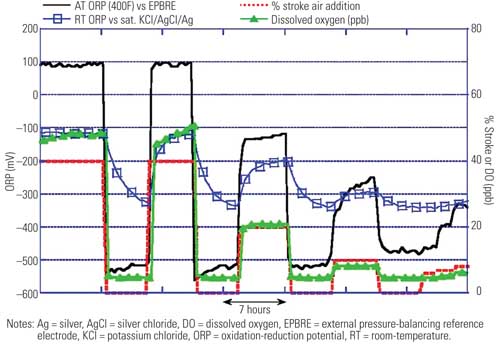
4. At-temperature measurements are more responsive. Note the difference between at-temperature (AT) ORP and room temperature (RT) ORP response to adding various amounts of air-saturated water at 400F. Source: Nalco
The greater response of AT ORP technology to changes in the oxidizing environment makes it an excellent tool for plants that do not feed reductant but that remain justifiably concerned about corrosion stress. The extremely sensitive response of the AT ORP probe to low-level DO concentrations indicates that this technology can be used in both reducing (AVT-R) and oxidizing (AVT-O) regimes.
Correctly Measure Corrosion. AT ORP technology will also respond to any species present in the water that will affect the corrosion space and is not limited to DO and oxygen scavenger feed. Figure 5 illustrates the AT ORP probe response as compared to the RT ORP probe as a result of corrosion processes occurring within a feedwater heater. The additional soluble corrosion products, such as iron and/or copper, are sensed by the AT ORP probe but go unnoticed by the RT ORP probe.
5. AT ORP sees more. AT ORP is much more responsive than RT ORP to corrosion occurring in the outlet of a feedwater heater. Source: Nalco
Case Study #1: A Small Problem with Reductant Feed?
The following example concerns a common occurrence at many power plants: a relatively small increase in DO concentration. Most plants might consider this a minor "blip" that can be ignored, but the corrosion environment at temperature tells a different story.
In this system (Figure 6), scavenger chemical feed rate was slaved to steam flow off a primary boiler. A secondary boiler was brought online, which placed a higher load on the single deaerator. Oxygen scavenger was added to the deaerator for the primary boiler, but the feed of scavenger was not adjusted during this event because its control was from the primary boiler steam flow only.
6. Peak performance. A corrosion stress event illustrates that a relatively small increase in DO can lead to large corrosion stresses. Source: Nalco
Note the conductivity decrease during the event, signifying the lower scavenger concentrations in the DO as more makeup water was added but scavenger feed was not adjusted upward. Also, notice that AT ORP data show the lack of feedwater corrosion stress and corrosivity control.
The AT ORP sensor response clearly shows that returning the system to a lower ORP space (lower corrosivity) can take a considerable amount of time and that some resulting damage might not be reparable. Note that AT ORP level does not decline with DO but remains elevated longer as ongoing system oxidation (corrosion) keeps the ORP elevated. This is an indication that the effects of active corrosion are still being sensed even though DO has decreased.
This example demonstrates the need to minimize the magnitude and duration of feedwater corrosion stress excursions because even relatively small events can have a large impact on corrosivity. An inline AT ORP sensor identifies such problems more rapidly and helps manage the impact of such problems automatically.
Case Study #2: A Tale of Two Events
This example illustrates another problem common in power plants: air inleakage through condensate pump seals. In this example, the AT ORP technology initially monitors the event (the "monitoring phase" of the study). Later, the AT ORP system attempts to control corrosion stress in the face of this same corrosion stress event.
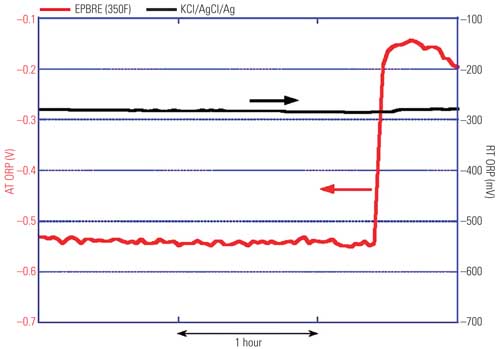
The unit has two condenser hotwell pumps (pump A and pump B). During the AT ORP monitoring phase, it was clear that the pumps had different implications for corrosion stress creation in the feedwater system. Figure 7 shows the low-pressure heater #3 (LP#3) and the gland steam condenser (GSC) AT ORP and DO values with the use of two condensate pumps. Figure 8 includes data taken from the two RT ORP probes during the same time period.
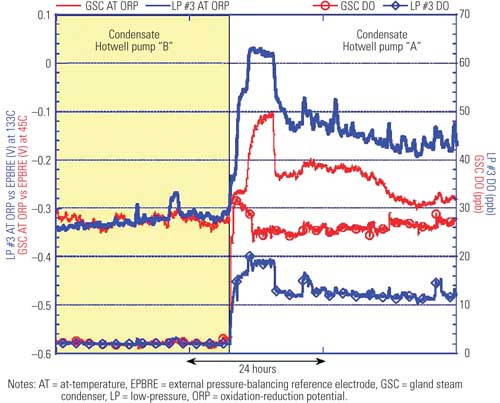
7. Leaking air. AT ORP and dissolved oxygen (DO) values on switching condensate pumps indicate that Pump A has a seal that allows air in-leakage. Source: Nalco
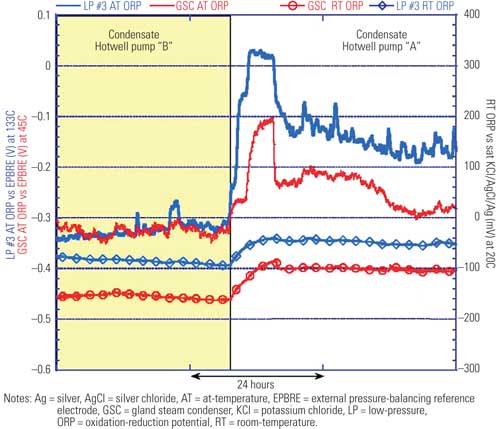
8. Pump preference. AT ORP and RT ORP values on switching condensate pumps indicate that Pump A air in-leakage significantly increases the corrosion potential in the condensate system. Source: Nalco
The AT ORP probes reacted immediately to the change in feedwater corrosion conditions as soon as the switch to pump A was made. Some of the corrosion stress was caused by the increase in feedwater DO due to air in-leakage from condensate hotwell pump A.
The passivator consumed some of the DO inventory, but some of the DO was involved in corroding the metallurgy of the feedwater heaters. As mentioned before, the AT ORP probe also picks up the production of soluble corrosion species.
The AT ORP readings indicated that operating with pump A was more damaging to the LP heaters than pump B. The AT ORP probe was more sensitive and responsive to this pump change and was able to detect and react to the real feedwater corrosion stress events better than an RT ORP probe. The RT ORP probes were found to be significantly less sensitive or unresponsive in detecting real-time feedwater corrosion stress events.
Also note that the LP#3 feedwater heater exit AT ORP level was higher than the AT ORP level at the GSC with pump A, even though DO was lower at the LP#3 sample point. The reason for this is that extra scavenger had been consumed (raising AT ORP levels) across the feedwater heaters, and soluble, oxidized corrosion products had been released, thereby raising the AT ORP level as well.
Figure 9 illustrates control of the AT ORP levels at the LP#3 sample point to –350 mV versus the EPBRE (271F) when the different condensate pumps were in operation. Note the increase in feedwater corrosion stress when condensate pump A was operated with its air in-leakage problem. With current scavenger feed limitations at this plant, even controlled feed of carbohydrazide at 100% pump speed could not reach and maintain the AT ORP setpoint of –350 mV versus the EPBRE when the plant was operating with condensate pump A. When the plant operated under constant load (195 MW) using condensate pump A, the lowest AT ORP reading that could be achieved and maintained under current plant operating conditions was –325 mV versus the EPBRE.
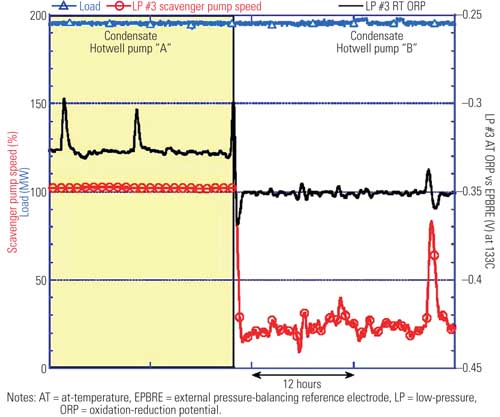
9. Pick your pump. Controlling an AT ORP setpoint of –350 mV levels in pump A that was experiencing air in-leakage wasn’t possible even when adding carohydrazide at 100% scavenger pump speed. Source: Nalco
The LP#3 AT ORP probe sensed a change in feedwater corrosion stress and adjusted the carbohydrazide pump speed when the plant switched from condensate hotwell pump A to pump B. AT ORP controlled feed of carbohydrazide was then able to maintain the –350 mV setpoint when condensate pump B was operating. AT ORP readings indicated that operating with condensate hotwell pump A was more damaging to the LP heaters than using Pump B.
Case Study #3: Obtain and Maintain Low Corrosion
This example illustrates how the AT ORP level varied during the monitoring phase and how it was controlled during the control phase. Prior to installation of the AT ORP system, operators at this plant were unaware of the dramatic variations in the corrosion space of their feedwater heater system, even though they had RT ORP monitors.
The goal of this particular program was to obtain and maintain reduced conditions to limit feedwater corrosion in the boiler. AT ORP monitoring at the low-pressure feedwater heater outlet showed how the AT ORP level varied greatly, and there were many excursions to the elevated, more oxidizing regimes.
In Figure 10, the percentile plots show that during the monitoring phase, 90% of the AT ORP data fell within the blue rectangular box. However, when the system switched to controlling the AT ORP space, the average AT ORP level was reduced and then maintained in a much tighter control range, thereby significantly reducing feedwater corrosion and lowering corrosion product transport. The plant now has far greater confidence that its boiler assets are much better protected than they were prior to the AT ORP program introduction.
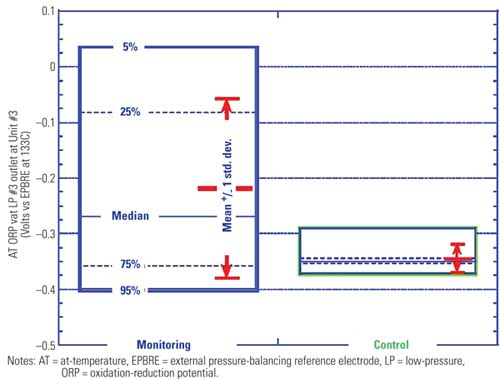
10. Tight process control. Percentile plots showing how the AT ORP space was controlled after switching from monitoring mode to control mode with AT ORP technology. Source: Nalco
—Daniel C. Sampson (dcsampson@nalco.com) is a power industry technical consultant and Peter D. Hicks (phicks@nalco.com) is a research scientist for Nalco Co.
















