Wood-burning facilities have seen a spike in refractory problems due to operating units at higher temperatures and at increased capacities than in the past. Refractory professionals offer three recommendations to reduce slagging, spalling, and corrosion in today’s wood-combustion systems.
The combustion of wood, wood waste, and wood by-products is not new technology. Refractory materials and engineering designs have successfully been used in wood-burning industries for more than 100 years. Yet, if wood has been used in boilers and other combustion applications for more than a century, then why are so many power generation systems experiencing so many refractory challenges? It could be that wood waste is no longer considered a disposable waste, but rather, is being used as a primary or secondary source of fuel for power generation systems.
Incinerators and boilers used in power generation experience more refractory challenges as combustion temperatures and/or fuel volumes increase. Some of the newer system designs call for high operating temperatures, and many times companies are retrofitting and redesigning their older systems to increase capacity and/or efficiency.
There are also different slagging problems associated with different types of wood and wood waste from various locations around the country. On occasion, a system that worked well with one type of wood waste encounters problems when a different type of waste is burned. The long-servicing, super-duty refractory used to protect incinerators and boilers that had worked well for the past 20 years, now may suddenly fail in three to six months. Therefore, the new, retrofitted, and redesigned power generation systems of today require a higher-quality refractory.
Wood Product Combustion
The main refractory challenge associated with wood-product combustion is slagging and the subsequent spalling, corrosion, buildup, and/or dissolution of the refractory. This is due to a temperature dependent reaction between the combustion ash and refractory. Moisture in the wood fuel has a direct effect on furnace temperature, and subsequently, on the refractory challenges.
 |
|
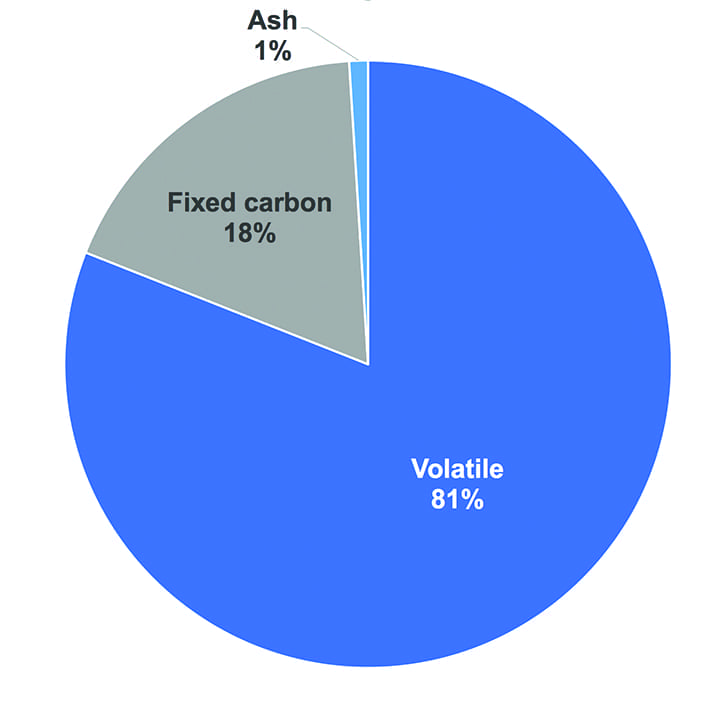
1. Typical wood analysis. Source: Plibrico |
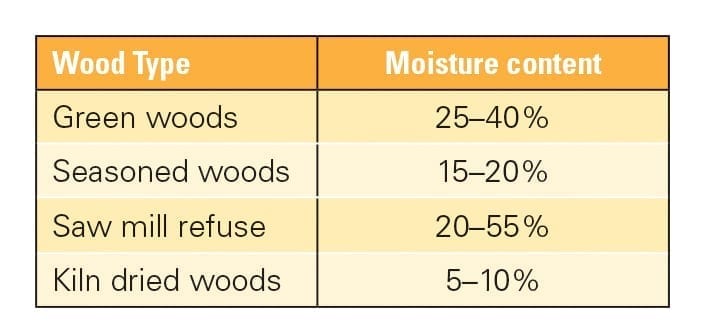
Wood-scrap combustion encompasses wood, sawdust, sawmill scrap, finishing scrap (trim), bark, or any combination of these items. A typical wood analysis is shown in Figure 1. While 1% of wood products are typically ash content, ash can range from 0.3% to 4%, depending on the type of wood product used. The moisture content of the wood fuel is also important because it can play a direct role in determining the furnace operating temperature. Table 1 lists the moisture content of various types of wood products.
 |
|
Table 1. Moisture content of wood. Source: Plibrico |
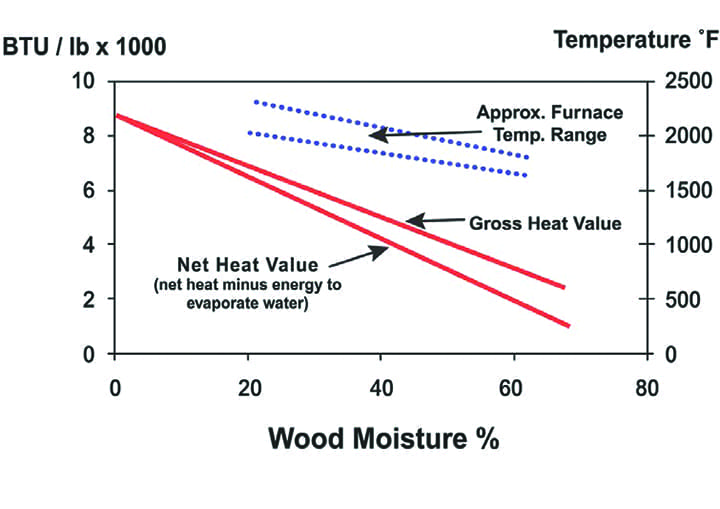
The moisture content of wood fuel has a direct effect on its heat output and furnace operating temperature as shown in Figure 2. Perfectly dry wood of almost any type has an approximate Btu output of 9,000 Btu/lb, with the exceptions of resinous pine, plywood, and composition board scrap where resins are used as a binder. These exception materials may produce a heat output of up to 12,000 Btu/lb. Scrap moisture content decreases Btu output as shown by the net heat values in Figure 2.
 |
|
2. This chart shows the heat release of wood per cubic foot (ft3) of combustion volume as related to the fuel’s moisture content. Source: Plibrico |
Furnace temperature will increase as drier wood is burned. Therefore, a change in wood fuel moisture and/or volume burned can have a drastic effect on furnace temperatures and refractory degradation.
Effect of Moisture on Wood Product Combustion
There are dramatic effects that a change in moisture content can have in the heat release in a furnace (Figure 3). Typically, furnaces are designed to operate at a heat release rate of 25,000 to 60,000 Btu/ft 3 of combustion volume per hour. For example, burning wood scrap with a 60% moisture content will result in a heat release of approximately 25,000 Btu/ft 3 of combustion volume per hour. If the moisture level of the scrap decreases, a dramatic increase in heat output occurs.
 |
|
3. This chart shows how a change in moisture content of wood affects net heat value and furnace temperature. Source: Plibrico |
If the volume of the charge is kept constant, burning scrap with a 20% moisture level will result in a total heat output of about 60,000 Btu/ft 3. If the weight of the charge is kept constant, the Btu output of this lower moisture scrap is approximately 90,000 Btu/ft 3. These higher heat outputs can increase furnace temperature from 2,000F to more than 2,500F causing severe refractory challenges such as ash fusion and slagging.
Slagging Effects from Wood Ash
If the residual ash from wood combustion is present in sufficient volume and at a high enough temperature, slag attack on the refractory in the incinerator and boiler can occur. Ash is generally composed of the oxides of the incombustible compounds in the fuel, but may also contain the compounds of sulfur and chlorine. The fusion point, or melting point of the ash, is dependent on the temperature and atmosphere in the furnace—oxidizing or reducing.
When ash begins to melt and form a viscous slag, the slag will react and adhere to the refractory forming clinkers. A clinker formation will result in spalling of the refractory hot face as the clinkers fall or are removed from the refractory surface. If furnace temperatures increase, the slag will become more fluid and wet the refractory more completely. This wetting by a liquid, fluid slag, will result in slag penetration into, and reaction with, the refractory, leading to dissolution spalling and/or cracking.
The nature of the attack can change with increasing operating temperature or temperature fluctuations going from clinker adherence, to dissolution, and back again. The type and degree of slag attack will depend on the chemistry and fusion point of the ash, which is dependent on the type of wood scrap being burned.
 |
|
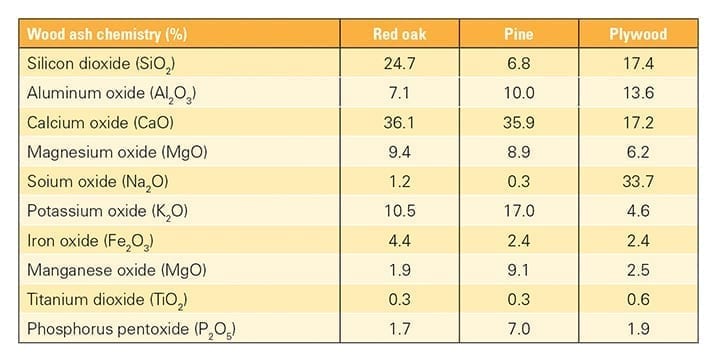
Table 2. Example of wood ash chemistry results. These are not necessarily typical, but offer a snapshot from one case study. Source: Plibrico |
The difference in the oxide chemistry of three different wood scrap ashes tested in Plibrico’s technical lab is illustrated in Table 2. There is quite a big difference in the chemistry of the ashes tested. It is important to recognize that Table 2 does not represent wood ash chemistry standards. Considerable variations can occur between woods of different subspecies or from different locations around the country. For example, woods from the coasts may have sodium increases in their ash due to transportation and storage of logs in salt or brackish water.
Refractory Solutions
To help address the refractory challenges that come along with combustion temperatures and/or fuel volume increases, along with the subsequent slagging and chemical attack, the Plibrico Technical Department has observed the following:
- ■ Phosphate-bonded plastic performs better against slags than clay/air-bond plastics.
- ■ Increasing alumina content will increase corrosion resistance.
- ■ In alkali testing of synthetic mullite aggregates with various binders, reducing cement content improved alkali reaction and corrosion.
While plastic refractories are used in many wood-burning applications, castables, including reduced cement and no cement types, can be applicable, especially in shotcrete types of applications. However, in a slagging environment, castables with a lower cement content will generally offer better corrosion resistance. A knowledgeable refractory expert can provide guidance on the proper refractory choices after an assessment of the current combustion conditions.
Due to operational system transformations and wood chemistry difference, companies must incorporate changes in their refractory linings to help preserve the integrity of the lining. Operating power generation systems at the higher temperatures required by today’s systems can lead to the formation of alkali-rich silica slag. These slags, and their resulting clinkers, are corrosive and erosive to standard refractories. To avoid full refractory system failure, alternate high-quality refractory materials are required. Refractory material selection is key to addressing the challenging and evolving environment. Work with an experienced refractory expert to help determine the best combination of refractory products to meet your specific requirements.
—This article is a Plibrico Technical Department collaborative work under the direction of Dan Szynal, vice president of Engineering at the Plibrico Company.