Fuel blending and switching has become the norm in response to regulatory and market forces, but many older boilers were designed for a particular fuel. Understanding the effects of different fuels on combustion system metals is crucial for ensuring smooth operations.
Is there a clear distinction between good and bad fuel to burn in a particular boiler? Apparently not! Some fuels may contain higher heating values, but they may also possess characteristics that cause emissions problems, as well as operational and reliability challenges. Other fuels may be more environmentally friendly, but may contain higher moisture content and lower heating values. Ideally, the “right fuel” is that for which a boiler is designed or retrofitted to specifically burn.
Congress extensively amended the Clean Air Act in 1990. Following those changes, the Environmental Protection Agency began imposing more stringent emissions regulations in the mid-1990s, which led to fuel blending and switching becoming the norm. Of course, there are other factors—such as cost, availability of mines, and meeting full-load requirements in a dynamic environment—that have also influenced fuel blending or switching decisions.
Pros and Cons of PRB Coal
The use of Powder River Basin (PRB) coal, whether as a blend or a switch, has tremendously increased in response to economic and regulatory changes. PRB coal gained a tremendous amount of interest for its abundant availability, as well as its lower sulfur content, which results in lower SOx emissions.
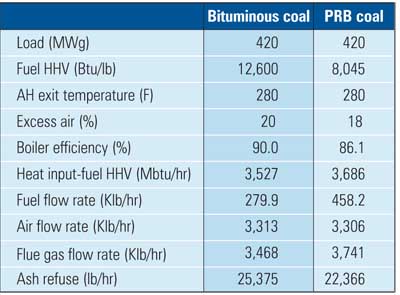
PRB coal has higher moisture content than other coals due to its porous structure. For that reason, PRB coal offers a lower heating value (around 8,000 Btu/lb) compared to high-sulfur bituminous coals (about 13,000 Btu/lb). Even so, PRB coal often has economic advantages over the latter.
There can also be significant fuel flexibility advantages when blending coal. The low-sulfur characteristics of PRB coal and its relatively low cost make it attractive for the power industry.
Some other major differences between PRB and bituminous coals are found in concentrations of ash, calcium oxide, and magnesium oxide. The concentrations of these oxides in PRB coal are much higher than in bituminous coals, which affects the ash melting temperature and radiant heat absorption capacity in the furnace area. Reduced radiant heat absorption capacity in the furnace area is a product of higher reflectivity or lower emissivity of the deposit. This reduced heat transfer capacity in the furnace impairs the thermal efficiency by raising the furnace exit gas temperature (FEGT).
Slagging and Fouling Problems
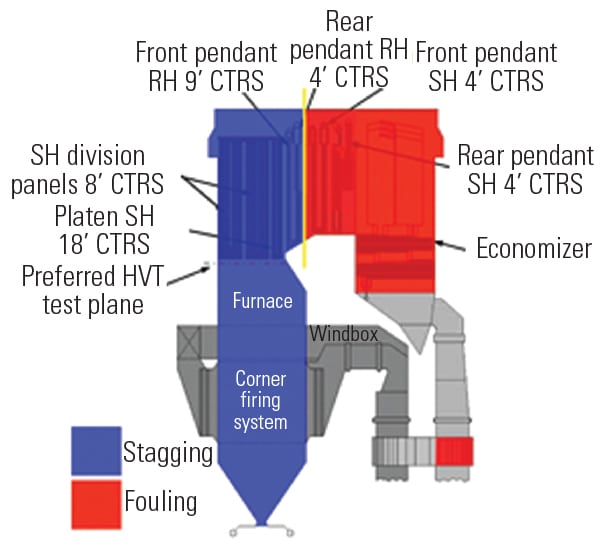
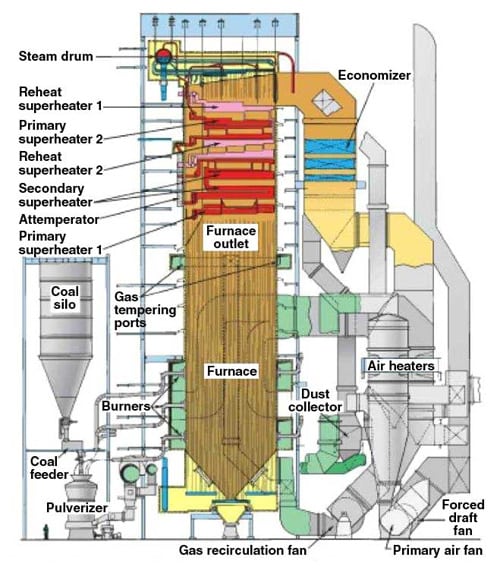
Slagging and fouling may be elevated in high-temperature superheater or reheater circuits due to a combination of staged combustion and higher FEGT (Figure 1). Low-NOx burners and overfire air can further exacerbate this situation.
 |
|
1. Bridging the gap. Secondary combustion contributes to high furnace exit gas temperatures, resulting in slagging and fouling in high-temperature circuits. Courtesy: David N. French Metallurgists |
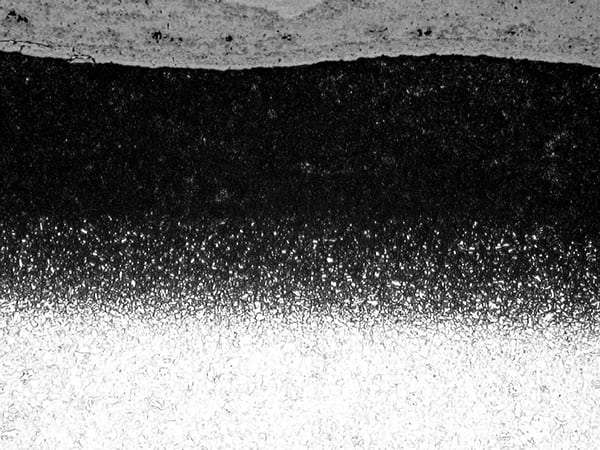
The reducing conditions formed during staged combustion promote the formation of hydrogen sulfides and porous metallic sulfides on the pressure parts of the boiler or furnace. These sulfide scales are more porous and less protective than oxides. Reducing conditions also promote carburization of T91 (Figure 2) and stainless steel, resulting in a loss of corrosion and oxidation resistance.
 |
|
2. A closer look. This image is a microscopic picture showing carburization of T91 steel tube, which reduces corrosion and oxidation resistance of the material. Courtesy: David N. French Metallurgists |
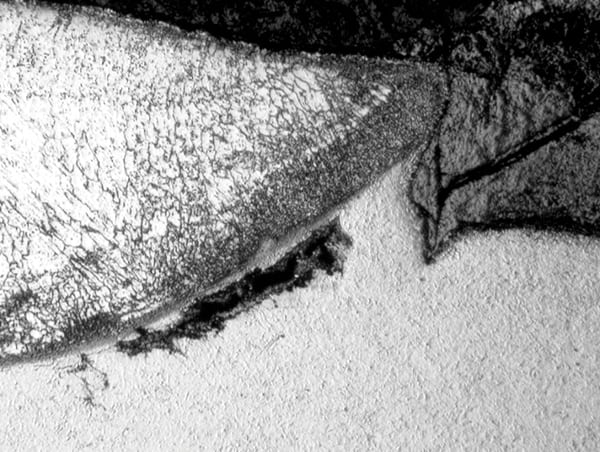
Although PRB coal contains lower ash content, it requires higher throughput to meet full-load conditions. Therefore, erosion problems may be exacerbated because of these lower heating values when switching from high-ranked coals. Higher FEGTs due to a combination of reduced emissivity and delayed combustion significantly affect the finite life of dissimilar-metal welds (DMWs, Figure 3).
 |
|
3. Jeepers creepers. This image shows creep damage in the heat-affected zone of the T22 side of a dissimilar-metal weld. Courtesy: David N. French Metallurgists |
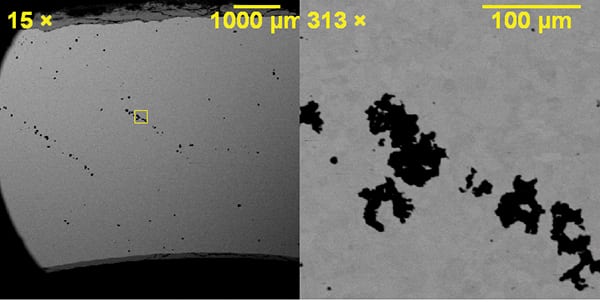
These material transitions are in place for a particular reason: specifically, to support limited allowable stresses in high-temperature circuits. Any additional thermal loading due to higher FEGTs reduces the remaining useful life of DMWs and materials used in primary superheat and reheat circuits. These often contain carbon and carbon-molybdenum steels, which are susceptible to metallurgical degradations, specifically graphitization (Figure 4) and spheroidization, at elevated temperatures.
 |
|
4. Degrading conditions. This scanning electron microscope image shows chain graphitization in carbon-molybdenum steel. Courtesy: David N. French Metallurgists |
Sulfur and Chlorine Challenges
With scrubbers in place, Illinois basin coal saw tremendous demand for its higher heating value when compared to PRB coal, but it comes with its own troubles. It contains significant sulfur (about 4%) and chlorine (the typical range is 0.2%–0.3%, but some results have been up to 0.5%).
Sulfur and chlorine are detrimental to the environment because they produce SOx and hydrochloric acid (HCl) emissions. Interestingly, chlorine helps mercury (Hg) catalyze into oxidized Hg, which is very soluble in wet flue gas desulfurization systems, thus reducing Hg emissions. However, the presence of chlorine still produces harmful HCl emissions (see “Operational Considerations When Burning Higher-Chlorine Coal” in the February 2015 issue).
Chlorine is like sulfur in that it promotes significant corrosion issues in the waterwall and high-temperature circuits. A reducing environment exacerbates chlorine corrosion. The question of how much chlorine is too much is interesting and rather subjective. Some plants have managed to burn fuel containing 0.3% chlorine with limited corrosion effects, while other units have experienced severe corrosion even when less than 0.2% chlorine is present in the coal.
In general, a majority of industry experts seem to accept about 0.2% chlorine as the threshold to mitigate corrosion problems. Nevertheless, there are other factors that influence chlorine corrosion, such as temperature, slag accumulation, the reducing environment, and fuel blends, so individual results vary.
It is commonly believed that a blend of low-sulfur coal and high-chlorine coal tends to reduce corrosion issues. However, this belief is based on largely anecdotal evidence. Using blends of high-chlorine and low-sulfur coals also increases liquid ash corrosion, and high levels of chlorine can react with mineral-rich coals, resulting in the formation of a corrosive environment.
Coal Condition Is Important
A great deal of research must be completed prior to blending or switching to different coals. Decision makers must gather information on the characteristics of fuels to be blended or switched. The fact that individual fuel characteristics can be much different than the blended characteristics makes this a difficult task.
Implementing improved operational, maintenance, and repair strategies can help minimize adverse effects of fuel blending or switching. Blending is rather more complicated than just mixing two or more fuels together. Improper mixing of fuel blends may cause load swings due to variable heat content in the coal pockets. A more homogenized blend will reduce various adverse effects on boiler metallurgy. Better mixing of coal and increasing coal fineness reduces carbon carryover, which minimizes secondary combustion issues.
Improper blending promotes slagging issues in the high-temperature circuits and the formation of localized reducing conditions. Metallurgical and corrosion properties of metals and alloys used in high-temperature circuits will not be compromised under oxidizing conditions and designed FEGT. It is evident that secondary combustion causes several issues in the waterwalls as well as in the superheater and reheater circuits.
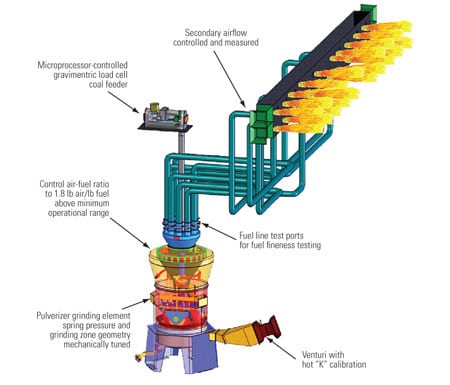
According to the modern standards in coal-fired units, the following coal fineness is recommended: at least 75% of weight should pass through a 200-mesh sieve (0.0029-inch opening) and 0%–0.2% weight may remain in a 50-mesh sieve (0.0117 inch). Coarse coal tends to increase carbon carryover and loss on ignition. Reducing the coal particle size increases the surface area to mass ratio, effectively making the coal more reactive. Consequently, improved coal fineness will improve a plant’s efficiency and reduce emissions (see “Coal Pulverizer Maintenance Improves Boiler Combustion” in the December 2015 issue). Inputs to burners should be accurate and dynamic in response during load swings.
Solutions to Common Problems
Improper blending may cause higher FEGT, localized reducing conditions, and secondary combustion. Decreasing secondary combustion reduces hot-ash corrosion, resulting from reduced superheat and reheat temperatures. Maintaining oxidizing conditions inside the furnace potentially eliminates the formation of porous iron sulfide scales. Incorrect burner angles may result in localized reducing conditions. Therefore, burners should be adjusted per design to have the correct stoichiometric mixture.
Installation of low-NOx burners in coal-fired boilers has resulted in accelerated waterwall wastage. Low-NOx burners result in more H2S being produced in the combustion gas rather than SO2 or SO3; this promotes increased corrosion rates. Weld overlays of more corrosion-resistant alloys like Inconel 622 and 625 have proven to be a suitable long-term solution for reduced tube wastage.
To prevent failures related to higher FEGTs, DMW joints can be relocated to a position where they are exposed to lower temperatures. Also, the use of DMWs made with nickel-based filler metal (EPRI P87 or Inconel) is recommended, specifically in creep-strength-enhanced ferritic steels. Nickel-based filler metal lessens the effects of the thermal expansion differences between stainless steel and ferritic steel. Material transitions in the superheat and reheat circuits should be evaluated and adjusted to ensure a satisfactory life. Superior-grade steels may need to be extended during component replacements to accommodate for increased FEGT.
Many plants implement time-based cleaning of the pressure parts rather than information-based cleaning. Time-based cleaning causes several adverse effects on plant performance and reliability. For one thing, additional heat input is required to remove moisture introduced during the cleaning process, reducing the plant’s efficiency. Furthermore, excessive sootblowing of relatively clean areas causes erosion and fatigue problems, which results in increased maintenance and reduced reliability.
It is recommended that an intelligent cleaning system be deployed for boilers to more efficiently clean the pressure parts when and where required. The effective cleaning of furnace tubes solves many secondary problems such as slagging or fouling, high FEGT, and excessive usage of attemperator sprays. Thermal efficiency and reliability are improved when smart cleaning systems are used.
Fuel blending or switching can be a sound economic decision. However, it demands proper studies and implementation of operational and maintenance changes. Otherwise, it can easily become a nightmare. ■
—Rama S. Koripelli, PhD (rkoripelli@davidnfrench.com) is technical director for David N. French Metallurgists.