Power plants often produce wastewaters that contain salts, such as those from wet gas scrubbing, coal pile run-off, and leachate from gypsum stacks. Evaporation of those liquid wastes in a modern zero liquid discharge system produces clean water that is recycled into the plant plus a solid product suitable for landfill disposal. Here are the options to consider.
In most power plants, the largest wastewater producer is the cooling water system. Historically, natural evaporation of the cooling tower blowdown from holding ponds has been very successful, particularly in the western U.S. This approach to waste liquid disposal is a simple but effective example of a zero liquid discharge (ZLD) system. The downside is that the water is permanently lost from the system through natural evaporation, and the remaining residue must be periodically cleaned from the pond.
Because cooling tower blowdown is relatively dilute, generally less than 10,000 mg/L total dissolved solids (TDS), reverse osmosis (RO) membranes are often used to pre-concentrate the cooling tower blowdown prior to concentrating the liquid in an evaporator; the remainder is reduced to solids in a crystallizer. The salts present in cooling tower blowdown, for example, are usually composed of sodium sulfate and sodium chloride with small quantities of calcium, magnesium, sulfate, and bicarbonate. All of these salts can be readily crystallized by evaporation.
However, wastewater from wet flue gas desulfurization (wet FGD) systems and integrated gasification combined cycle (IGCC) plants contains highly soluble salts, such as calcium and ammonium chlorides, and certain heavy metal salts, which are not so easy to crystallize by evaporation. Conventional ZLD evaporation-crystallization processes for wet FGD and IGCC waste streams require clarification and extensive pretreatment. Usually, the wastewater must be treated with lime, soda ash, and other chemicals to replace the calcium, magnesium, ammonium, and heavy metal ions with sodium ions so that a crystalline solid can be produced. The pretreatment equipment and chemicals increase the ZLD system footprint as well as the capital cost and system maintenance requirements.
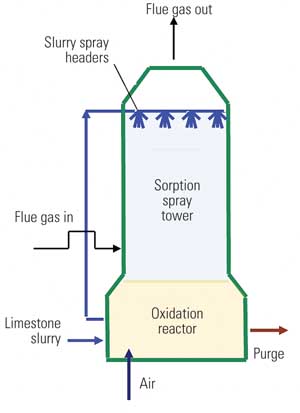
Burning or gasifying coal or petcoke produces a gas that can contain sulfur dioxide, hydrochloric acid, hydrofluoric acid, NOx, fly ash, and many other chemical species. In coal-fired power stations, wet FGD systems are used to remove those pollutants from the flue gas. Similarly, a gas-scrubbing step is used in most coal and petcoke gasification processes. Most use wet scrubbing, in which an alkaline agent dissolved in water reacts with and removes those noxious constituents from the flue gas. Wet FGD typically requires a continuous blowdown to limit the accumulation of corrosive salts and suspended solids absorbed from the gas stream.
The composition of wet FGD wastewaters varies widely, although they are primarily chloride solutions. There may also be a large concentration of nitrate or formate, depending on the conditions of combustion. The dominant anion in the wastewater depends on the sorbent used as the reagent in the wet FGD; typically, it is calcium carbonate (limestone), sodium hydroxide (caustic soda), ammonium hydroxide, calcium hydroxide (slaked lime), or magnesium hydroxide.
Therefore, wet FGD and IGCC wastewaters are typically solutions of highly soluble salts such as calcium chloride or sodium formate, usually in the range of 5,000 to 40,000 mg/L TDS. Discharge of these wastewaters is usually regulated due to the presence of relatively small amounts of toxic contaminants, such as heavy metals, selenium, boron, and organics. Often, some type of treatment is required to reduce or eliminate these toxins from the wastewater before discharge to the environment.
Pretreatment Is Often Required
In the power generation industry, treatment for the removal of small concentrations of regulated inorganic contaminants in wastewater often includes precipitation and settling processes.
Typically, wastewater is fed to a series of reactor tanks, where heavy metal ions can be precipitated as insoluble hydroxide and sulfide salts by adding caustic soda or lime, and sodium sulfide or proprietary organosulfide. Ferric chloride or alum and specialized polymers are typically added to coagulate the precipitates and form large flocs, which will quickly settle in a clarifier.
Often, two precipitation/flocculation stages are included, due to the wide variation in the optimum pH values for the precipitation of the metals present. The settled metal precipitates are collected from the bottom of the clarifier and filtered. This treatment process works well to reduce the suspended solids, metals, and acidity in the wastewater, but it leaves in solution the highly soluble salts, including calcium, magnesium, sodium, and ammonium combined with chloride and nitrate, as well as any organic compounds.
Biological treatment prior to discharge can reduce the nitrates, ammonia, organics, and oxygen demand, as certain bacteria can use these molecules as food, converting them to water, CO2, and N2. Some bacteria are capable of reducing oxidized anions of certain toxic metals (such as selenates and arsenates) to the insoluble metal. Common bacteria used in commercial biological treatment systems, however, do not affect the concentration of most chloride salts; in fact, wastewaters containing highly soluble calcium and/or magnesium chloride often must be diluted to avoid killing the bacteria. Chemical and biological treatment methods also produce costly sludges.
As the rules for discharging wastewater become more stringent, physical, chemical, and biological treatment methods may not reduce concentrations to the part per trillion levels required for discharge of some chemical species, such as mercury and selenium. Membrane-based technologies are often used to recover water in recycle/re-use and ZLD schemes.
However, membranes are generally limited to the treatment of dilute wastewater streams. In the case of treating wastewater from wet FGDs, for example, the option of using RO membranes must be eliminated because the osmotic pressures rise beyond accepted limits due to the high concentration of dissolved salts (30,000 to 60,000 mg/L). Once the dissolved salt concentration in wastewater reaches a few percent by weight, evaporation must be used to achieve further recovery of water and concentration of salts.
Understand the Process
When the conventional treatment methods discussed above are unable to treat purge streams high in chlorides, evaporation of the purge stream is favored. The attractiveness of evaporation as a way to treat wet FGD blowdown is that, in theory, all of the dissolved species, whether benign, hazardous, or toxic, can be separated completely from the water. Also, the process produces a stable solid that can be landfilled, and a high-quality distilled water is returned for reuse in the plant.
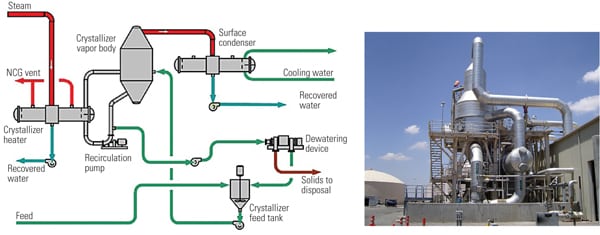
The first steps in the evaporation process are chemical addition (feed tank), preheating (feed preheater), deaeration, and primary evaporation (brine concentrator), as shown in Figure 1.
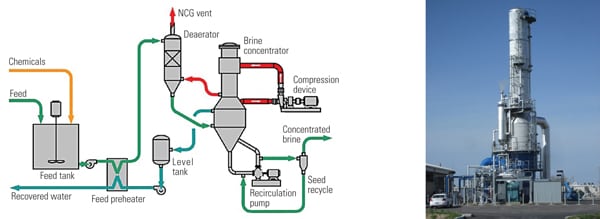 |
| 1. Evaporation process. Most of the water evaporation occurs in a falling film evaporator (inside the brine concentrator vessel) that is seeded with calcium sulfate to minimize scale formation. The process also requires a lot of electricity to operate the vapor compressor, about 18 to 35 kWh per metric ton of water evaporated. To minimize the size and cost of the vapor separator and compressor, evaporation occurs at atmospheric pressure. The process flow diagram and a photo of the system are shown. Source: HPD LLC |
The wastewater flows to the evaporator feed tank, where acid is added to neutralize bicarbonate alkalinity so that the solution can be preheated in plate heat exchangers. Proprietary antiscalant formulations are usually added to avoid scaling in the preheaters with calcium carbonate. The preheated purge stream is then deaerated using steam from the evaporator (the red line in Figure 1) to drive off dissolved carbon dioxide from the alkalinity reduction, dissolved oxygen, and any other non-condensable gases (the red vertical vent). Venting these gases reduces the potential for corrosion of the evaporator vessel.
Most of the water evaporation occurs in a falling film evaporator (inside the brine concentrator vessel) that is seeded with calcium sulfate to minimize scale formation. Wet FGD wastewater is typically saturated with calcium sulfate, which will tend to precipitate and form scale on the evaporator tubes. When calcium sulfate seed crystals are present, the dissolved calcium sulfate precipitates preferentially on the seed crystals rather than the evaporator tubes.
The process also requires electricity to drive a mechanical vapor compression (MVC) cycle. Because MVC recycles the latent heat of vaporization, the energy input is quite low—in the range of 18 to 35 kWh per metric ton of water evaporated. To minimize the size and cost of the vapor separator and compressor, evaporation occurs at atmospheric pressure.
The Cost of Crystallizing
The falling film evaporator will concentrate wastewater, but it will not crystallize large quantities of dissolved salts. Crystallization occurs in the forced-circulation evaporator-crystallizer, an evaporator design especially suited to the propagation and growth of crystals within the bulk solution (Figure 2). The evaporator/crystallizer is integrated with a solids-dewatering device (such as a centrifuge or pressure filter), which separates the salt crystals from the product slurry. The mother liquor is returned to the crystallizer for further concentration.
 |
| 2. Crystallizer process. The falling film evaporator will concentrate wastewater but will not crystallize large quantities of dissolved salts, so additional processing is required. A crystallization of the solids occurs in the forced-circulation evaporator-crystallizer. The remaining solids-heavy waste stream is then sent to a solids dewatering system to remove any remaining water. The process flow diagram and a photo of the system are shown. Source: HPD LLC |
The forced-circulation evaporator is usually driven by an external source of steam. The steam heating is required because of the high boiling point rise (BPR) of the solution at the high concentration when crystallization of the dissolved salts takes place. The crystallizer requires slightly more than a metric ton of steam to evaporate a metric ton of water.
For most wastewaters containing 1% to 5% dissolved solids by weight, it is relatively easy to remove 75% to 95% of the water in a falling film evaporator. When highly soluble salts are present in the wastewater, the last 5% to 25% of water may be difficult to evaporate and require further processing, as discussed in the following section. As water is evaporated from a solution, the concentration and ionic strength of the salts increase, as does the boiling temperature of the solution. The increase in boiling temperature of a solution above that of water at a given pressure is called the BPR. The BPR increases as the concentration of dissolved salts increases when evaporating water from a solution.
Calcium chloride is the main dissolved salt in wet limestone FGD blowdown. As the concentration of calcium chloride increases in the solution, so does the boiling point temperature (Figure 3). The two curves intersect at the solubility limit of calcium chloride in a boiling solution. Figure 3 also shows that calcium chloride is very soluble in water; as a solution is concentrated by evaporation at 1 atmosphere (atm), its boiling point continues to rise, until the solubility limit of about 75% by weight is reached and calcium chloride dihydrate (CaCl2 • 2H2O) crystallizes out from solution. Figure 3 further shows that a saturated solution of calcium chloride at a pressure of 1 atm has a boiling temperature of almost 350F, a BPR of 138F.
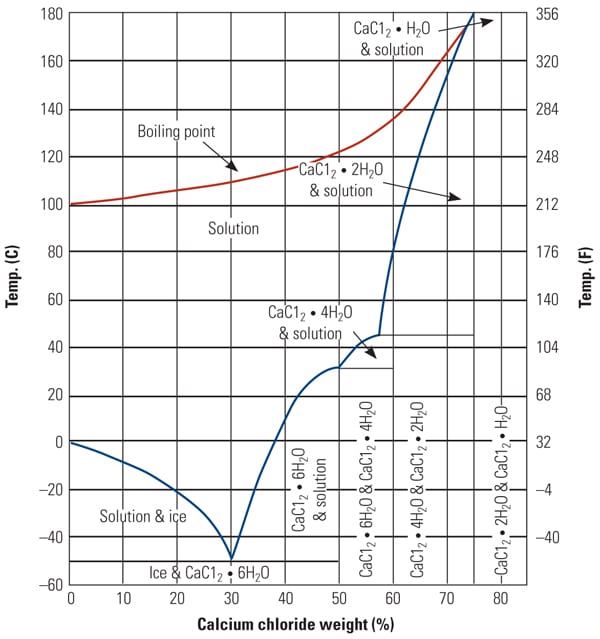 |
| 3. Depressed boiling point. This figure illustrates the relationship of the boiling temperature for pure calcium chloride solution against its solubility curve at atmospheric pressure. As the weight percentage of the calcium chloride increases in solution, the boiling point of the solution rises. This fundamental property of salt solutions is an important design parameter. Source: HPD LLC |
At this high temperature, calcium chloride, like magnesium chloride and ammonium chloride, undergoes hydrolysis in water; that is, it releases hydrochloric acid that will aggressively attack steel. The rate of hydrolysis increases with the temperature, so materials of construction for the evaporator vessels and heat transfer surface must be carefully selected to resist the extremely corrosive nature of these salts at high concentrations and temperatures. Experience shows that suitable corrosion-resistant materials at these temperatures and concentrations are very expensive noble alloys, such as palladium-alloyed titanium and high nickel-chrome-molybdenum alloys. The requirement for such expensive materials makes the use of a final crystallizer economically challenging in most wastewater ZLD applications.
A Lower-Cost Approach
On projects where the use of a crystallizer is not economically feasible, a falling film evaporator will recover 75% to 95% of the water and concentrate the wastewater that can then be sent to an evaporation pond. If your project requires a full ZLD system, there are several options to consider when exploring ways to handle the remaining 5% to 25% of the original volume of wastewater (produced by the system shown in Figure 1). For example, it may be possible and economically attractive to construct a surface impoundment to store the concentrate and let nature handle the evaporation.
Another alternative is spray drying to remove the remaining moisture from the concentrate that produces a dry product suitable for landfill disposal. A spray dryer does burn fuel oil or natural gas and will probably require an air emissions permit.
Other methods of drying the evaporator concentrate include flakers, prilling towers, and other methods common to industrial salt production. The common drawback to drying technologies is that they are quite energy-intensive (as high as 1,500 kWh per metric ton of water removed) for the small amount of water evaporated.
For wet FGD wastewater where calcium and magnesium chloride salts predominate, a pretreatment process may be preferable. Chemical softening using lime (calcium hydroxide) and soda ash (sodium carbonate) can be used to remove most of the magnesium and calcium ions in the wastewater as precipitates of magnesium hydroxide and calcium carbonate (Figure 4). These precipitates settle in a clarifier, and the resulting sludge is dewatered and then disposed of in a landfill. The net result of the softening process is that sodium ions are substituted for most of the calcium and magnesium ions, so the softened stream becomes mainly an aqueous solution of sodium chloride.
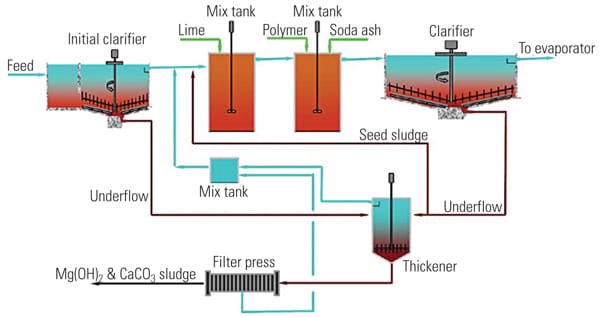 |
| 4. Lime-soda ash-softening process. In wet FGD wastewater, for example, where calcium and magnesium chloride salts predominate, chemical softening using lime (calcium hydroxide) and soda ash (sodium carbonate) can be used to remove most of the magnesium and calcium ions before the wastewater enters the evaporation process shown in Figure 1. Source: HPD LLC |
The softened stream is next evaporated in a falling film evaporator and water is recovered, as discussed earlier. The final concentration step is using a forced-circulation evaporator-crystallizer, in which the sodium chloride crystallizes at a relatively low temperature and concentration (its solubility is 28.3% by weight at its boiling point of 227.6F at 1 atm). The solid sodium chloride produced is mixed with the softener sludge and is disposed of in a landfill.
The drawbacks to this scheme for ZLD are the cost of the additional equipment required to soften the wastewater, the cost of chemicals and sludge disposal, and the additional complexity of the overall process. On the other side of the ledger, this process allows the use of less-expensive alloys in major process equipment.
A New, Low-Temperature Approach
HPD has developed a new ZLD process employing the approach used in industrial crystallization of very soluble chloride salts: Operate the evaporator at low pressure. Lowering the operating pressure allows water from the waste stream to evaporate at lower temperatures. The chemistry of wet FGD and IGCC wastewater favors the formation of many hydrates and double salts that precipitate at lower concentrations as the temperature of the solution is lowered. The BPR of solutions is usually less at lower temperatures.
When the waste stream, consisting of highly soluble salt solutions, is concentrated at low temperature, dissolved solids will precipitate and crystallize at relatively low concentration. Using the phase diagram of pure calcium chloride solution (Figure 3), we see that several hydrated salts can form from calcium chloride solution, depending on the temperature. The concentration at which these hydrated salts form decreases with the temperature. For example, calcium chloride dihydrate forms at 350F from a solution having a concentration of 75% by weight calcium chloride, but at 115F, it will solidify from a solution having a concentration of only 56%.
Low operating temperatures have many advantages. First, they reduce acid hydrolysis at high chloride concentration, allowing less-noble alloys to be substituted for the high–Ni-Cr-Mo alloy materials of construction usually required for a crystallizer train processing highly soluble chloride brines. The low process temperature also eliminates the need to pretreat the feed brine to the ZLD process. Eliminating pretreatment avoids solids settling and filtration equipment, sludge dewatering equipment, and chemical feed/storage facilities, substantially reducing the footprint of the overall water treatment facility. It also avoids producing a sludge waste product that is expensive to dewater and dispose in a landfill.
By operating under vacuum, the boiling temperature of the solution is reduced from that at atmospheric pressure, and a solid can be obtained at a relatively low concentration. For example, the BPR is also lower when operating under vacuum at low temperature: At 75% calcium chloride the BPR is 135F, but at 56%, the BPR is only 56F. Therefore, a saturated solution of calcium chloride (58% by weight) will boil at 140F if the vapor pressure is maintained around 0.5 psia, which is well within the capability of typical industrial vacuum systems. The BPR of saturated calcium chloride solution at these operating conditions is 60F. This means that the water vapor that evaporates from the solution will be 60F less than the boiling temperature of the solution, or 80F.
A Simple Treatment System
HPD has used these low-temperature properties of very soluble salts found in plant wastewater to design a unique low-temperature crystallization process known as the CoLD Process (Crystallization of high-solubility salts at Low temperature and Deep vacuum). This crystallization process is derived from methods used in the industrial production of very soluble chloride salts.
The CoLD process is very simple, yet it is the only method that results in direct crystallization of highly soluble salts, including chlorides, nitrates, and salts of organic acids. The CoLD process combines a conventional vacuum-forced circulation crystallizer with conventional heat pump technology to take advantage of the reduced solubility and BPR of high-solubility salts at low temperature. Direct crystallization of calcium chloride, magnesium chloride, ammonium chloride, or other high-solubility salts using the CoLD process eliminates the need for extensive pretreatment of the wastewater with lime, soda ash, and other chemicals to replace the calcium, magnesium, and ammonium ions in the wastewater with sodium ions so that a crystalline solid can be produced.
Figure 5 is a schematic of a CoLD crystallizer designed to operate at low temperature and pressure. In this system, the heat required to boil the solution (it no longer requires a separate source of steam) and the cooling necessary to condense the water vapor are supplied by a closed-cycle heat pump. The refrigerating fluid is heated by compressing it in the refrigerant compressor. Electrical energy, which drives the compressor motor, provides the work that is the source of heat for the crystallizer. Part of the heat imparted to the refrigerant by the compressor is transferred to the process solution in the crystallizer heat exchanger by the condensation of the refrigerant.
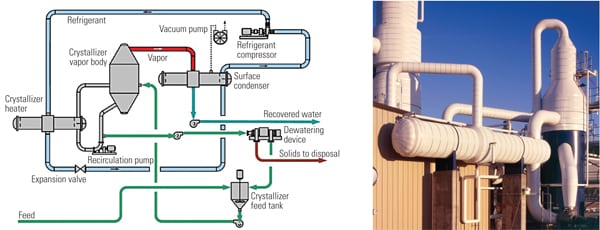 |
| 5. CoLD crystallizer. HPD’s new crystallizer is designed to operate at low temperature and pressure. The heat required to boil the solution and the cooling necessary to condense the water vapor are supplied by a closed-cycle heat pump. The process flow diagram and a photo of the system are shown Source: HPD LLC |
The liquid refrigerant flows through an expansion valve into the condenser, where it evaporates by heat transferred from condensing water vapor from the crystallizer. The cycle is closed as the refrigerant flows back to the compressor. The energy input is roughly 70 kWh per metric ton of water evaporated.
Besides a lower BPR, the lower operating temperature results in a much lower acid hydrolysis rate for acid salts such as calcium chloride. The low-temperature operation makes selection of the materials of construction easier when dealing with mixtures of chloride salts, which are subject to hydrolysis. Low operating temperature translates into a much less aggressive solution, so high-nickel or high–molybdenum alloy construction materials are not required.
Laboratory testing has proven the effectiveness of this process on typical wastewaters containing highly soluble salts. The solution depicted in Figure 6 is that of a typical wastewater from a coal-fired power plant wet FGD system. After evaporation at low temperature (131F), the wastewater was separated into high-quality distilled water and a stable solid suitable for landfill.
 |
| 6. Final results. The low-temperature (131F) crystallization of typical wet FGD purge water (left) produces high-quality distilled water and a stable solid suitable for landfill disposal (right). Courtesy: HPD LLC |
Eliminating the need for water pretreatment avoids the need to install expensive solids-settling and filtration equipment, sludge dewatering equipment, and chemical feed/storage facilities—essentially, all the equipment shown in Figure 4. It also avoids high chemical consumption and extensive sludge production and the resulting cost of chemicals, dewatering, and landfill disposal. The CoLD process produces a solid product consisting only of the solids originally contained in the wastewater plus a small amount of acid required to eliminate the bicarbonate alkalinity in the equalized wastewater.
The low operating temperature in the crystallizer reduces the need for high-alloy materials of construction that are usually required for a crystallizer train processing high-chloride brine. Direct crystallization of high-solubility salts using the CoLD process also eliminates the need for inefficient and expensive drying equipment to produce a solid product for disposal.
— William A. Shaw, PE (bill.shaw@ veoliawater.com) is a senior process engineer for HPD LLC, a Veolia Water Solutions & Technologies company.