As the baseball great Yogi Berra once said, “It’s déjà vu all over again.”
On February 8, the U.S. Court of Appeals for the D.C. Circuit dismissed the Clean Air Mercury Rule (CAMR). The U.S. Environmental Protection Agency (EPA) wrote the CAMR assuming that mercury should be regulated under Clean Air Act (CAA) Section 111, which sets national emission standards for new stationary sources. But the court reinstated a more stringent regime under CAA Section 112, which governs hazardous air pollutants (HAPs). Section 112 regulation of mercury requires meeting maximum achievable control technology (MACT) standards—and eliminating the mercury cap-and-trade program.
In the wake of this decision, coal-fired power projects currently in their planning or permitting phases may need to reevaluate whether their mercury control technology approach complies with their state’s standard. New federal regulations under Section 112 aren’t expected for several years.
The EPA lost a fight with 15 states, which convinced the U.S. Court of Appeals for the Washington, D.C., circuit that both the CAMR and an EPA rule removing power plants from the list of sources of HAPs (placing them beyond the jurisdiction of Section 112) violate the CAA. On February 8, the court issued a decision that vacated both rules effective March 14, 2008. This leaves in place the original December 2000 judgment by the EPA that electric utilities should be regulated under Section 112. A case-by-case MACT for HAPs may be required for new solid-fuel facility permits.
The EPA is currently reviewing the decisions and evaluating their possible impacts. Many anticipate the new regulatory regime will require major new sources of HAPs, including power plants, to conduct case-by-case preconstruction reviews of their mercury control strategies until a new MACT standard is developed and promulgated.
States take center stage
At least 21 states have proposed, finalized, or implemented mercury limits or allocation procedures that are more stringent than the CAMR. In addition to the CAMR and state-specific rules, consent decrees between certain sources and regulatory agencies also have affected the mercury control technology landscape.
Some coal-fired power plants recently have been issued air permits that limit their emissions of mercury. In most cases, the limits were established prior to the February ruling. For some permits, the limits were based on recently updated New Source Performance Standards (NSPS) for electric utility steam generating units that in turn are based on the unit’s generating technology and fuel. In other cases, the limits were established as part of a MACT evaluation for mercury.
Several new coal-fired power plant projects currently in their permitting phase are now assessing the implications of the recent court ruling. Some of the recently issued air quality permits call for the use of a specific mercury control technology. Many specify the injection of a sorbent such as activated carbon or halogenated activated carbon for mercury control.
Mercury projects continue
Mercury control technologies currently available for use by utilities have evolved from numerous laboratory, pilot, and demonstration-scale test programs completed in the mid-to-late 1990s and tested at various levels in the field since 2001.
Much of the full-scale mercury control technology testing has been sponsored by the DOE’s National Energy Technology Laboratory (NETL). NETL’s program is currently focused on slip-stream and full-scale field testing of mercury control technologies at operating coal-fired power plants. The lab’s longer-term goal is to develop advanced mercury control technologies capable of 90% or greater capture for commercial demonstration by 2010. Many of the field tests sponsored by NETL were conducted at full scale for short periods of time.
For example, during Phase I of the NETL program, testing conducted in 2001 and 2002 evaluated the mercury capture efficiency of activated carbon injection (ACI) at four coal-fired power plants. The 14 projects selected for Phase II of the NETL program fall into two general categories of mercury control: sorbent injection and oxidation enhancements. Mercury oxidation enhancements are intended to improve mercury capture of conventional ACI or downstream air quality control systems (AQCS) by converting mercury to a more oxidized state. The 14 Phase II projects sponsored by NETL include 37 field tests performed at 30 different generating units.
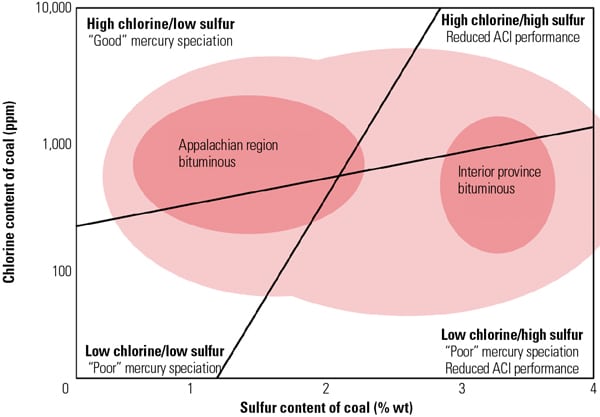
This program evaluated a wide range of coals, including coals from the Powder River Basin (PRB); low-, medium-, and high-sulfur bituminous coals; North Dakota lignites; and blends of PRB coal and bituminous coal and Texas lignite. Although the field tests covered numerous types of AQCS, most were performed on cold-side electrostatic precipitators (ESPs), the most common AQCS used by existing coal plants.
In addition to the NETL Phase I and II field tests, the DOE, under its Clean Coal Demonstration Program, is sponsoring a commercial demonstration of the Toxecon process. (See POWER’s special October 2004 issue for a detailed description of it and other technology options for mercury control.) Toxecon is an EPRI-patented process. It relies on the injection of sorbents (including powdered activated carbon for mercury control, and other sorbents for NOx and SOx control) into the flue gas downstream of an existing particulate control device and the collection of the resulting compounds by a new particulate control device, typically a pulse-jet fabric filter or baghouse (BH).
Trends in compliance technology
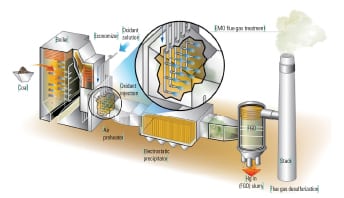
As mentioned, many new coal-fired power plants have specific mercury control technology identified in their air permit (Table 1). Many of the new plants will use spray dryer/absorbers (SDAs) and BHs to control SO2 and particulate matter, and selective catalytic reduction (SCR) systems for NOx control. Variations abound. For example, the AQCS configuration at one station is a BH followed by a wet flue gas desulfurization (FGD) system and a wet ESP. At another plant, the configuration is a dry ESP followed by a wet FGD system and a wet ESP.
Table 1. Examples of new coal-fired facilities whose air permit specifies a mercury control technology. Source: Shaw Group
There are many other new plants not listed in Table 1 whose air permit specifies a mercury emission limit but not a particular control technology. In these cases, the project developers will need to consider whether the co-benefit mercury removal provided by the AQCS chosen for SO2, NOx, and particulate matter control (using the design fuels) will be adequate to meet the permitted mercury limit. In some instances, project developers may elect to install an ACI system—even though it is not required by the air permit—to ensure meeting the permitted mercury emission limits. Although the incremental capital cost of an ACI system is relatively small compared to that of the entire plant, the cost of the activated carbon needed to operate the system can be significant.
The Institute of Clean Air Companies (ICAC) maintains listings of commercial mercury control systems ordered by electric utilities for both new plants and retrofit applications. Table 2, which was updated this February, summarizes the control technology bookings for new plants. According to the ICAC, the regulatory driver of all 17 bookings listed is the project’s construction permit. Significantly, there was a big increase in bookings since the last update of the database in September 2006. Table 3 summarizes the ICAC’s data on retrofit mercury control projects.
Many options available
Table 4 lists 10 of the many significant retrofit full-scale mercury control projects in the U.S. currently in the design, construction, and/or initial operation phase. As the right column shows, not all make use of ACI; some projects achieve mercury reduction as a co-benefit of the operation of their AQCS devices, in any of several configurations.

Table 4. Some retrofit mercury control projects in which Shaw Group has been involved. Source: Shaw Group
Co-benefit mercury removal (Table 5) is defined as the reduction of mercury concentration in flue gas by an AQCS device primarily designed to control emissions of another parameter such as SO2, SO3, NOx, particulate matter (PM), or CO2. Although the level of co-benefit mercury removal may be incidental, there are ways to design and/or operate an AQCS to improve its Hg removal efficiency. The degree of co-benefit Hg reduction depends on both the type of AQCS device being used as well as its process parameters. These variables include:
- The use of an ESP or baghouse to reduce flyash loss-on-ignition.
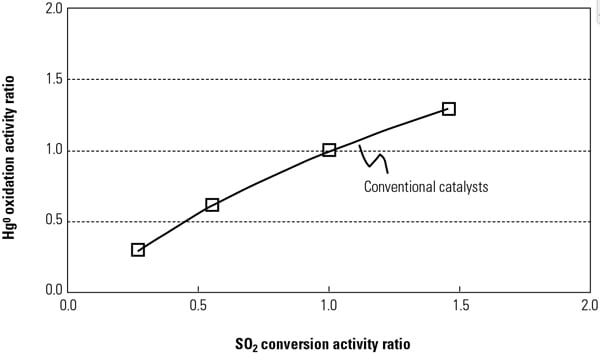
- The oxidation of neutral Hg to ionic Hg by an SCR system.
- The presence of a dry FGD system (an SDA, a BH, and a circulating dry scrubber with sorbent injection).
- The existence of a wet FGD system (with or without additives, to minimize conversion of ionic Hg to neutral Hg).
- The use of a multipollutant control process based on ionizer reactors, absorbers, and wet ESP(s).
- The use of ACI with an ESP, BH, or SDA (influences SO3 reduction levels).
- The use of brominated ACI with an ESP, BH, or SDA.
- The use of a demonstration- or R&D-phase mercury oxidation catalyst.
- Use of a fuel additive or boiler chemical injection to convert neutral Hg to ionic Hg.
Table 5. Co-benefit mercury removal is possible from several air-quality control devices that were primarily designed to limit emissions of another pollutant. Source: Shaw Group
Table 6 presents examples of typical co-benefit mercury removal efficiency levels for various AQCS devices. Co-benefit mercury control using wet and dry FGD systems is a function of the following parameters:
- The coal’s type and its concentrations of Hg, chlorine, bromine, fluorine, and sulfur.
- The level of mercury speciation (ionic, elemental, particulate). The extent to which the SCR’s catalyst oxidizes mercury.
- Required levels of mercury reduction and stack emissions.
- The extent to which both wet and dry FGD systems reduce the concentration of mercury in flue gas.
- The level of mercury capture by the FGD system.
Table 6. Comparing the mercury removal efficiencies of various AQCS processes. Source: Shaw Group
An FGD system can remove several compounds from a flue gas stream. They include SO2 and SO3, nitrogen dioxide (NO2), PM, mercury (in its ionic form), other trace elements (selenium, lead, arsenic, etc.), ammonia (NH3), hydrogen chloride (HCl), and hydrogen fluoride (HF). On some FGD projects, guaranteed trace species co-removal has been requested. Fortunately, both wet and dry FGD are compatible with ACI.
Finally, every utility coal-fired boiler has unique design issues that must be addressed as part of any mercury control program. For plants with existing FGD systems, upgrading the FGD system for increased mercury co-removal is an option that could pay huge dividends. The benefits may go well beyond reducing the bare cost of mercury removal to include:
- Increased SO2 removal (producing valuable credits).
- Increasing the amount of flue gas scrubbed.
- Increasing mercury removal efficiency.
- Allowing the plant to use a higher-sulfur coal or pet coke or fuel oil.
- The use of a limestone forced-oxidation FGD system to yield wallboard- and/or cement-grade gypsum.
- The ability to test larger atomizer drives in an existing SDA/FGD.
- Increased reliability of an existing FGD system.
- The ability to repair severe corrosion of FGD system materials.
—Christopher Wedig (christopher.wedig@shawgrp.com) is a senior technology specialist with the Power Group of The Shaw Group. Dr. William Frazier, PE (william.frazier@shawgrp.com) is an executive environmental consultant for Stone & Webster Management Consultants, Inc., a Shaw Group company. Ethan Begg, PE (ethan.begg@shawgrp.com) is a client program manager with the Environmental & Infrastructure Group of Shaw Group.