Continuous condition-based monitoring of electrical conductors and insulation is an effective way to reduce required plant maintenance activities, cut operating costs, and prevent unplanned shutdowns. Collecting data during normal operation can alert operators to problems in real time.
Continuous condition-based monitoring of electrical conductors and insulation is an effective way to reduce required plant maintenance activities, cut operating costs, and prevent unplanned shutdowns. Collecting data during normal operation can alert operators to problems in real time.
Electric utilities strive to improve reliability in the face of challenges such as fewer operators, aging assets, and increased cycling. Critical asset failures resulting in unplanned shutdowns of power generation must be avoided as they can cause lost production, environmental issues, litigation arising from injuries or fatalities, and repair and/or replacement of the damaged assets. Taken together, these issues can amount to millions of dollars of associated costs.
To address these issues, asset maintenance is transitioning from traditional reactive and periodic strategies to proactive strategies, including continuous condition-based monitoring of electrical assets. Modern sensing technology makes it possible to continuously monitor the health of these assets and inform plant personnel when—or even before—problems arise. This article describes the problem, the causes of asset failures, and the various types of sensing systems used to detect and predict problems in electrical assets such as switchgear, bus duct, and circuit breakers.
Common Electrical Asset Issues
It’s no secret that downtime can be costly. Many power plant outages are due to failure of critical electrical assets. Independent of the type of power plant, a typical power delivery system includes assets such as generators, potential transformers, generator circuit breakers (GCBs), line disconnect switches, step-up and step-down transformers, segregated and nonsegregated bus ducts, medium-voltage switchgear, and other equipment needed to support the transmission and distribution of power.
Electrical assets are subject to overheating due to excessive loads, normal wear and tear, and challenging environmental conditions. Left unattended, these conditions can lead to failures or costly damage to the asset and surrounding equipment, power production loss, and in extreme cases, severe injury or death.
While diagnosing and detecting all potential problems in the myriad mix of equipment (such as generator vibration or transformer oil deterioration) are important, this article will concentrate on how to monitor three of the main sources of electrical failures: overheating of conductors, insulation breakdown, and problems related to high levels of moisture.
Excessive Temperature. Circuit breaker, bus bar, and cable connections tend to loosen and/or corrode over time, resulting in thermal failure of the connection and nearby cable insulation.
Partial Discharge (PD). As insulators age, weak spots and defects evolve, and under certain load conditions, a dielectric breakdown will initiate across the defect, causing a partial arc between conductors at different potentials. This effect is known as a partial discharge. The breakdown causes a small but sudden rise in current accompanied by a current pulse, as well as electromagnetic (radio or light), acoustic, and ozone emissions. Left unattended, this condition can cause the switchgear to explode (Figure 1).
 |
| 1. Switchgear accident due to partial discharge (PD). Switchgear failures can cause substantial damage to equipment and pose a serious hazard to plant personnel. Courtesy: Emerson Automation Solutions |
High Humidity. Moisture in switchgear equipment can create shorts or be absorbed by the insulators, leading to insulation breakdown. Humidity also causes metallic corrosion and can lead to elevated heating, partial discharge, surface tracking, and the potential for shorts and flashover.
Inspecting Assets Manually
Electrical asset monitoring is most often achieved through periodic manual inspections during an outage. These inspections look for obvious problems such as physical damage, frayed connectors, degraded insulation, and evidence of overheated components. Electrical measurements can also be conducted while power is off. Insulation resistance in the panel enclosure, bus bars, circuit breakers, and other components can be checked by applying voltage with calibrated AC and DC hipot test sets. These tests will also check contact resistance to confirm bus bar joints are connected properly.
Manual inspections can also be conducted while power is on using infrared (IR) equipment. Periodic IR monitoring techniques require a tempered glass window to be installed in the asset, a relatively expensive IR camera, and a trained technician. One significant limitation of this type of inspection is that personnel cannot perform monitoring procedures behind bus insulators or in assets that cannot be reached, such as isophase bus ducts, because line-of-sight is required with IR technology. Moreover, IR technology is a measure of emissivity, as opposed to an actual point-of-contact temperature.
All manual inspections require trained technicians and specialized test equipment, which is why they are often performed by an outside service provider. Meanwhile, electrical problems occurring after an inspection can go undetected until the next inspection, which could be a year or more away. During that time, small problems can become large ones, potentially leading to a complete failure of the asset(s) and resulting in a power shutdown.
A better solution is to employ continuous condition-based monitoring. This allows utility companies to collect data generated during the asset’s normal operating conditions, thereby providing awareness to problems in real time. Monitoring and trending data of electrical stresses, vibration, insulation breakdown, and environmental influences during full load also provides new insights into the health of the assets. By using this data in conjunction with other asset parameters, such as operating voltages and currents, plant operators can plan proactive maintenance and avoid catastrophic failure.
Temperature Monitoring
Temperature monitoring is a primary method for detecting corrosion, wear, loose connections, and other problems associated with the asset’s conductors, such as bus bars and cables. One challenge in implementing continuous temperature monitoring of critical connection points in air-insulated assets is that the sensors must maintain the impulse withstand voltage, also known as basic impulse level (BIL). Consequently, conductors at different potentials must have a minimal distance between each other to prevent breakdown to ensure the impulse rating. Another key challenge involves how to power the sensors to avoid regular maintenance requirements.
Specific to the BIL concern, the IEEE Standards Association’s C37.20.3 (“Standard for Metal-Enclosed Interrupter Switchgear, Section 5.2”) states that switchgear rated with a maximum voltage of 15 kV must have an impulse voltage of 95 kV. This relates to a distance (in air) of about 160 millimeters. It means that the most common types of direct contact temperature monitoring systems, such as thermocouples and RTDs, cannot be used. That leaves only noninvasive systems, such as fiber optics, continuous IR sensing, and wireless direct contact sensors, as monitoring options.
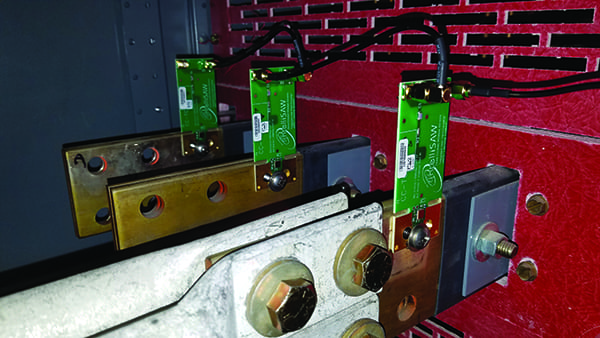
Wireless passive sensor systems provide real-time continuous monitoring via direct connection to critical measurement points. These systems are easy to install, require no maintenance or yearly calibration, and have a life expectancy comparable to the assets themselves. These sensors employ surface acoustic wave (SAW) technology (Figure 2).
 |
| 2. SAW sensors. The three cylindrical orange surface acoustic wave (SAW) sensors in the middle of this photo are continuously transmitting temperature data via wireless connectivity. Courtesy: Emerson Automation Solutions |
Compared to other noninvasive sensors, passive SAW temperature sensors have no physical connection to a control device, do not require batteries, and do not require line-of-sight for measurements.
Monitoring Partial Discharge
The most commonly used PD detection instruments directly measure the current and voltage spikes with high-frequency current transformers or high-voltage capacitive couplers as outlined in the International Electrotechnical Commission’s IEC 60270 standard: “Partial Discharge Measurements.”
This method has several strengths, including the ability to analyze pulse shapes and to assemble a graph of the discharge events relative to the phase of the power line waveform. These systems are very expensive and require trained technicians to analyze the data, and do not lend themselves to permanent, continuous monitoring installations to cover the complete power delivery system.
Many utilities are currently evaluating partial discharge detection methods outlined in accordance with IEC 62478, a prospective standard for acoustic and electromagnetic PD measurements. These methods use nonconventional instruments to make indirect analytical measurements and obtain a relative signature of PD pulses that can be used for system trending.
As PD pulse currents have short rise times (<1 nanosecond) and exiting electromagnetic waves, a common technique uses a broadband antenna to monitor these waves in the ultra-high-frequency (UHF) range between 300 MHz and 3 GHz. Traditional UHF methods are susceptible to noise from cell phones, radios, and other transmitters. However, newer instruments use selective, banded, and filtered UHF monitoring to detect partial discharges while rejecting noise sources. UHF provides the safest, most nonintrusive continuous PD monitoring system.
Detecting UHF Partial Discharge
Effective UHF partial discharge detection for continuous monitoring requires distillation of an overwhelming amount of complex data down to a concise piece of information, all without the intervention of a highly trained operator. To provide an autonomous approach for PD monitoring, advanced system algorithms must be implemented to present data that can be easily processed for health assessment and long-term system trending. UHF emission signals can be broken into three major categories.
Noise. Noise denotes UHF energy in the selected frequency band(s) not in close correlation with the power line frequency. External radio interference is a reliable classification of noise; however, weak and erratic partial discharge, which occurs early in the evolution of a defect, is also a noise classification.
Asymmetric Discharge. Events occur primarily on the negative half-cycle of the power waveform, where electrons emitted from the metal ionize the air. Asymmetric discharge (also called corona or surface discharge) presents significant results at both odd and even harmonics of the power line frequency.
Symmetric Discharge. Discharge events that occur in the bulk of the material, often referred to as internal or symmetric partial discharge, happen at the positive and negative polarity portions of the power cycle and are often represented as even harmonics of the power line frequency.
One of the causes of partial discharges is excessive humidity, which condenses onto cables and connectors. Continuous UHF monitoring can detect these voltage spikes (Figure 3).
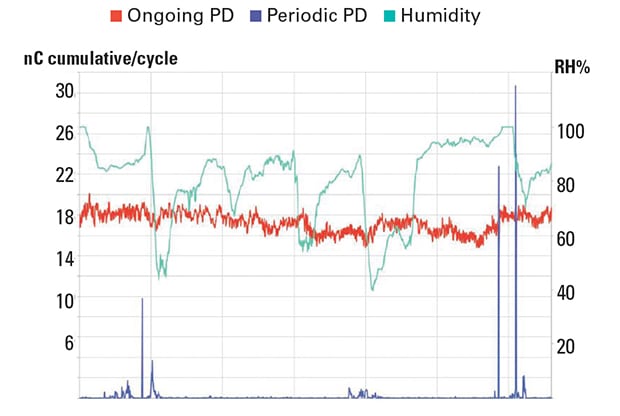 |
| 3. Continuous PD monitoring graph. Continuous trending of partial discharge shows periodic spikes due to condensing humidity that may have been missed with noncontinuous detection methods. Courtesy: Emerson Automation Solutions |
Continuous Condition-Based Monitoring
Complete critical asset monitoring systems are available with temperature, humidity, and PD sensing capabilities. In addition to the wireless temperature and PD sensors outlined above, wired sensors are often installed on the asset enclosure to provide ambient temperature and humidity readings. Ambient temperature readings are important because critical issues involve temperature rise of hot spots above ambient, as opposed to absolute temperature.
A typical continuous condition-based monitoring system for an electrical asset includes a monitoring unit connecting temperature, humidity, and partial discharge. Each “Temp & PD Air Interface,” a branded system provided by Emerson, uses banded UHF technology to sense PD directly. Each air interface device can also wirelessly link to three or more SAW temperature sensors.
Up to four air interfaces can be wired to the monitoring unit via low-loss coaxial cables. The monitoring unit can also accept up to eight conventionally wired humidity and ambient temperature sensors, which are well suited for making measurements of these variables in bus ducts.
The monitoring unit can be a full-featured human-machine interface (HMI) with monitoring capabilities or a unit providing remote monitoring capabilities. The monitoring unit provides all the necessary wireless interrogation signals for the SAW sensors through the air interface device. It also implements the PD detection algorithms internally and communicates directly with the humidity and ambient temperature sensors.
All data is accessible through industry standard Modbus RTU (RS485), DNP3, or IEC-61850 communication protocols affording ease of integration into a plant’s existing supervisory control and data acquisition (SCADA) system, historian, or distributed control system (DCS). Figure 4 is a screenshot of a display on an Ovation DCS showing monitoring system data.
 |
| 4. Ovation screenshot. The Ovation distributed control system trend shown here displays information received from an electrical asset monitoring system. Courtesy: Emerson Automation Solutions |
Results from Continuous Monitoring
The following are examples of continuous condition-based monitoring in action at various power plants.
Keeping an Eye Out for Humidity Issues. A large utility in the southeastern U.S. operates a multiunit peaking combustion turbine power plant. The plant operators are tasked with quickly bringing generating capacity online, requiring cold starts.
In the high-humidity environment found in this part of the U.S., this type of operation was causing corrosion of generator circuit breaker switch contacts. Frequent manual inspection with corresponding forced downtime was required to prevent system failures. A continuous asset monitoring system was installed on the GCBs and bus ducts.
The system provides continuous real-time views of asset health. Data is wirelessly transmitted to the control room and integrated into the facility’s OSIsoft PI process historian.
The asset monitoring system detected excessive temperatures on four of the six GCB bushings (Figure 5), and a scheduled maintenance inspection during a period of low demand confirmed bushing deterioration. The bushings were replaced and operation returned to normal. This averted a failure that could have cost about $250,000 to repair and may have caused weeks of downtime.
 |
| 5. Bushing failure. Continuous temperature monitoring detected a looming problem with these generator circuit breaker bushings, which were subsequently replaced during scheduled downtime prior to catastrophic failure. Courtesy: Emerson Automation Solutions |
Remote monitoring. A major utility in the western U.S. operates a number of hydroelectric power plants on various rivers. Many of these plants are small and simple, so the utility is transitioning to unmanned operation.
The utility implemented condition-based monitoring to ensure its plants would operate and provide feedback when unmanned. Temperature, PD, and humidity monitoring systems were installed in the bus ducts, transformer connections, and disconnect switches. All data is transmitted wirelessly back to servers for data analysis, allowing the utility to operate these remote facilities with confidence.
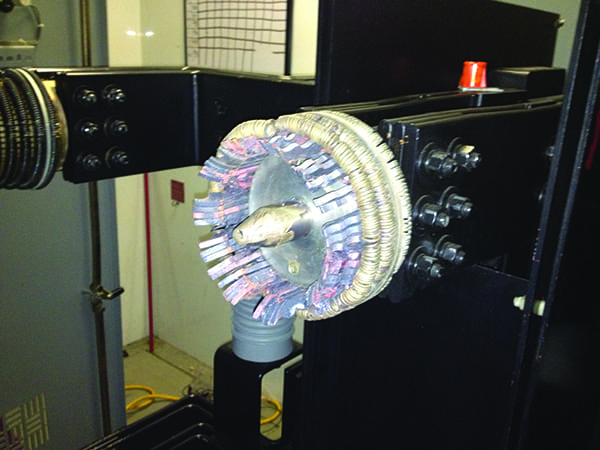
Preventing Another Bus Duct Failure. A utility based in the southern U.S. had a failure on a bus duct running from the generator to the step-up transformer that cost about $100,000 to repair and resulted in two weeks of lost production. To predict and prevent these types of failures in the future, the plant installed a continuous monitoring system to monitor bus duct temperature, PD, and humidity (see opening photo). The data collected by the system is sent to the plant’s Ovation automation system where operators can continuously monitor it. ■
—Jonathan Murray is the Director of IntelliSAW Products at Emerson Automation Solutions