Turbine control manufacturers often suggest retrofit projects are the only viable strategy to resolve control system end-of-life or obsolescence issues. But do plant operators really need to upgrade turbine control panels? The answer, at least in the vast majority of cases, is no.
Gas turbine control systems have been in use for decades. For example, in the 1960s and 1970s, GE’s Mark I and Mark II systems entered service sporting the SPEEDTRONIC trademark. There were just a few Mark IIIs built, and those applied mostly to steam turbines (STs). In the 1980s, the Mark IV, the first all-electronics-based turbine control panels (TCPs), marked the beginning of the “TCP race” between original equipment manufacturers (OEMs), and the concept of the “upgrade” first gained momentum.
After the Mark IV, the Mark V, VI, and VIe were developed and marketed with an approximate cadence of a new model per decade. But macroeconomic and environmental considerations—and fuel prices—resulted in a global shrinking of the gas turbine (GT) and ST market, which may have also contributed to a deceleration in the development and introduction of new TCPs by the OEMs. The Mark VIe was introduced around 2003. The Siemens SPPA-T3000 brochure is dated 2008; it still carries the “state-of-the-art” label.
With decades of experience in the instrumentation and control industry, a relatively new player in the TCP arena, Emerson (a non-GT OEM), captured a significant market share from the traditional GT OEMs with its Ovation system. Other programmable logic controller-based TCPs are now available from other vendors too. Nonetheless, for the purposes of this article any TCP manufacturer, GT OEM or not, will be grouped under the label “turbine control manufacturer” (TCM). In general, the discussion also applies to other “centerline” controls, such as excitation, static starter (load commutated inverter), and steam turbine controls.
The Controls Landscape
Currently, many TCMs promote the control system upgrade as the only viable strategy to resolve “end-of-life,” “end-of-support,” “last-chance-buy,” “obsolescence,” and other ominous sounding communications. Paraphrasing William Shakespeare: To upgrade or not to upgrade, that is the question.
Despite the “planned obsolescence” strategy played by TCMs, is there a physical, unavoidable, or mandatory need to upgrade TCPs? The answer, in the vast majority of cases, is no, certainly not. The irrefutable proof is that may operators have successfully operated original TCPs, starting as far back as mechanical controls, such as fuel regulators, without ever installing an upgrade.
From customer conversations, Gas Turbine Controls Corp. (GTC)—an independent supplier and service company founded in 2001—has come to realize that TCMs have fairly common talking points when trying to sell upgrades. Suppliers often pressure customers through fear and extol the supposed advantages of upgrading TCPs. Let’s review the most-frequent TCM talking points and the customer comments they often generate.
Your Panel Is Obsolete. TCM’s frequently note that TCP production was discontinued years ago. They suggest there will be no new parts, field services, or training available for old systems. End-users have been hearing this for decades.
The truth is no panel that GTC is aware of has ever been decommissioned for lack of parts or services. With adequate planning, and a sound maintenance strategy, TCPs are safe to operate for as long as required.
Operators considering keeping their TCP rather than upgrading often ask: What is the risk? Are we going to find ourselves missing a critical spare or support? The answers so far have been: risk is minimal, and spare parts and support will be available.
The New TCP Has Much Better Troubleshooting Capabilities. The premise is that current systems are still running because operators were just lucky in solving problems for the last 10, 20, or 30 years. But is the touted troubleshooting capability truly needed? GTC’s experience, confirmed by many colleagues and customers, suggests approximately 85% of plant problems are associated with field devices and not with the TCP itself.
The New TCP Is More Reliable, Has a Better Mean Time Between Failure, and Improves Overall Plant Availability. The response to this argument for many operators is, “That is exactly the same thing the TCM told me when we upgraded from the original relay-based system to the full-electronic TCP about 20 years ago.” For most end-users, availability and reliability of existing systems are well within their expectations.
There Are Add-On Software Solutions to Expand the Operational Envelope of the GT, Optimizing Output and Emissions, While Avoiding Seasonal Tuning. While that may be the case, GTC is also aware that these new software solutions are totally encrypted and nobody, not even field service technicians, can access the software if something fails.
Nevertheless, many operators have decided to upgrade their TCPs. Why? A typical answer from site personnel, usually while throwing their hands up in the air in frustration, is: “That decision was made way above my pay grade. There was nothing wrong with the panel we had, and when I had almost figured out the old system, I now have to start all over to tame a new, very different animal.”
Some Upgrades Are Warranted
Of course, there are circumstances that require a TCP upgrade. For example, on units with panels prior to Mark V, a combustion system upgrade or the implementation of a combined cycle retrofit could be reasons to change controls. One way to introduce an otherwise unrequired TCP upgrade by the GT OEM is through a long-term service agreement contract or a mechanical upgrade like a new hot-gas-path modification. Any combination of these, and other situations, is an opportunity to present the operator with “an offer they can’t refuse” to upgrade the TCP.
Another factor could be company policy. GTC has found operators with an internal mandate to upgrade their control systems every 15 years, also referred to as the “GT mid-life upgrade.” However, systems are lasting longer these days, so a new situation often faced is: What if there is no new TCP model since the last upgrade?
In a Perfect World
As trivial as it may sound, ideally the goal would be for control life to equal turbine life. Is that achievable? GTC definitely believes it is, and many of its customers can attest to this fact.
Everyone is a consumer in daily life. Intuitively, people feel that a good measure of success for an industrial process, or product, is how long a supplier warrants it. The lifetime warranty offered by some tooling or baggage brands, among others, offers a worthy target.
After more than 18 years of developing testing and repair technologies, GTC has achieved a degree of experience and expertise that allows it to provide extended warranties on testing, repairs, and remanufactured parts. The company offers up to a six-year warranty for some controls. Over time, a better warranty means less maintenance expenditure in terms of parts, repairs, and inventory.
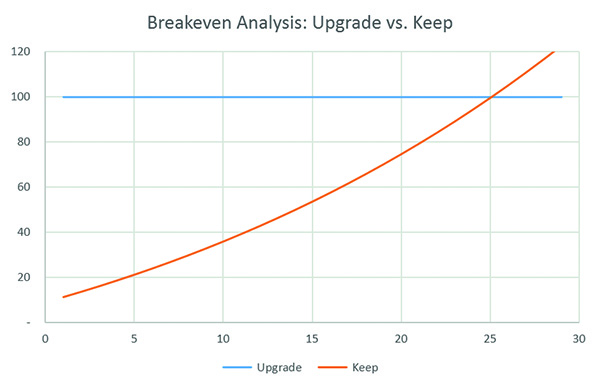
So, how does the maintenance cost of keeping a TCP compare to the upgrade cost? Let’s consider a breakeven analysis.
 |
|
1. This chart shows the breakeven analysis for a turbine control panel (TCP) upgrade. It can take as long as 25 years for an upgrade to payoff, even when favorable assumptions are used for the upgrade. Courtesy: Gas Turbine Controls Corp. (GTC) |
To simplify the analysis, as much as possible, a horizontal line is needed for the upgrade option (Figure 1). Although this approach artificially favors the upgrade by a wide margin, in Table 1 assumptions include zero expenses after the installation cost (item 1 in the table). From conversations with customers, a typical price tag applied by OEMs to upgrade an F-class GT is about a million dollars.
 |
|
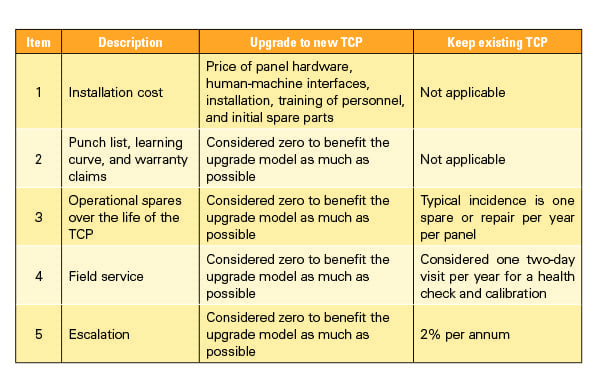
Table 1. This table denotes the assumptions used to perform the breakeven analysis shown in Figure 1, which compares the costs of keeping an existing turbine control panel (TCP) to those of upgrading to a new TCP. Source: GTC |
These simplified considerations result in a 25-year breakeven point, after which the cost of keeping the existing TCP overcomes the installation cost of upgrading to a new TCP. The actual breakeven point will be even greater if prices are applied to the upgrade option for items 2 through 5, which can be quite significant. A third-party TCP may result in some savings. For example, the breakeven point would be 18 years if installation costs were $700,000 as opposed to $1 million.
What about the payback of the upgrade? GTC systematically asks this question of customers, and it gets very similar answers. The condensed version is: “A new control system, without the add-on software packages, which, by the way, adds quite a hefty surcharge to the new panel, does not provide any measurable improvement in output, heat rate, or availability. And, speaking of availability, there is always a learning curve to climb. It is not an investment with a measurable return, just an expense.”
Keys to Reaching ‘Control Life = Turbine Life’
In GTC’s experience, there are two main aspects—internal and external—which fork into three main factors for extending TCP life.
External—Reliable Partners. Find reliable, well-established partners to provide parts and services. For discontinued equipment, the TCM option is not always available. Thus, the only viable option may be third-party vendors.
In the last seven or eight years the industry has seen a significant increase of third-party vendors that say they can test and repair TCP components. The “buyer beware” premise cannot be understated. The range of price, responsiveness, and overall quality is wide, and sometimes, disappointing.
There are objective, measurable qualifications operators should consider when selecting a third-party partner to maintain a TCP. At a minimum, these should include:
- ■ A repair center with state-of-the-art tooling properly installed.
- ■ Test panels to perform operational testing of the parts.
- ■ Robotized test equipment to guarantee consistency and repeatability.
- ■ A relevant on-hand inventory to satisfy emergency requests.
- ■ An “open house” policy that always welcomes visitors to tour, and even witness, test and repair processes.
- ■ A sound quality assurance program—ISO 9001 certification at a minimum.
- ■ Appropriately listed by reputable supply chain risk management entities.
- ■ Field and remote service capability, with training offered as well.
- ■ Recent references from satisfied customers.
- ■ A solid financial situation.
Internal—Inventory Management. End-users must develop a rational approach to inventory management. A short LinkedIn article is available describing the use of Pareto Analysis (80/20 rule) on the four most-recent GE digital control systems. The conclusion, and field application, of the study indicates that with approximately 30 to 40 items in inventory, it is possible to ensure—with at least 95% certainty—that a spare will be available on-site when needed. This concept is the driving force behind GTC’s inventory management strategy when recommending spares to keep in inventory.
Internal—TCP Operation and Maintenance Practices. There are literally libraries written about the maintenance of GTs, generators, and other equipment. During a significant GT maintenance outage, like a hot-gas-path or major inspection, operators usually consider having a TCP specialist visit to complete a health check and calibrations. The cost could be between 1% and 2% of the total outage cost for services. This cost incidence is proportional to the attention the TCP usually gets, that is, very little, until it becomes a problem.
There are three main operation and maintenance considerations that will help achieve the control life = turbine life goal. They are:
■ Keep TCPs Clean. Keeping the doors closed helps a lot. Spares must also be kept clean. Electronic components are reasonably protected from atmospheric contaminants when kept in anti-static bags and maintained inside padded cardboard boxes.
■ Keep TCPs Cool. Again, keeping doors shut is beneficial. Some original designs use natural convection ventilation. This is rarely suitable, causing the TCP temperature to be very close to, or at, the alarm level. A growing number of operators have added forced cooling to the TCP using the compartment’s filtered air conditioning system. The forced cooling also helps keep equipment clean because it creates a very small positive pressure inside the panel. The forced cooling system can be controlled by the TCP itself to avoid very low temperatures that could result in condensation. Although many operators keep spares in their general warehouse, air-conditioned storage is recommended and required when ambient conditions are extreme. A good rule of thumb is if the storage room is reasonably comfortable for human occupancy, the spares will be comfortable too, but pay special attention to humidity.
■ Keep TCPs Energized. Avoid cycling power on and off as much as possible. The TCP is one of the few assets that does actually run 24×7, and this is a good thing! During outages it is usually possible to keep the panel energized. The input-output devices can generally be powered down, leaving the controllers energized. Concerning spares, electronics do age on the shelf. Having the right parts on-site is not enough. Their most important feature is their readiness-to-serve (RTS). A warehouse with never-used parts that are no longer serviceable is, for all practical purposes, a museum. In GTC’s experience, RTS can be maintained by performing a test and certification every six to seven years. In one case, GTC found less than 50% success energizing parts that were stored very carefully in a perfectly air-conditioned warehouse for 15 years.
Prepare for the Unexpected
From the precedent discussion, GTC has observed a relatively quiet market with regard to ground-breaking new TCP models. This means that current flagship TCPs are mature products. Eventually, all current control systems will go down the planned obsolescence road.
So, there is another aspect to the “to upgrade or not to upgrade” question. What if an operator decides to upgrade and the TCM ends production of that “brand new” TCP model almost immediately after the upgrade? For many, Murphy’s Law (that which can go wrong usually does) will prevail. Fortunately, vendors like GTC are always investing in research and development (R&D) to maintain and service all the TCP versions.
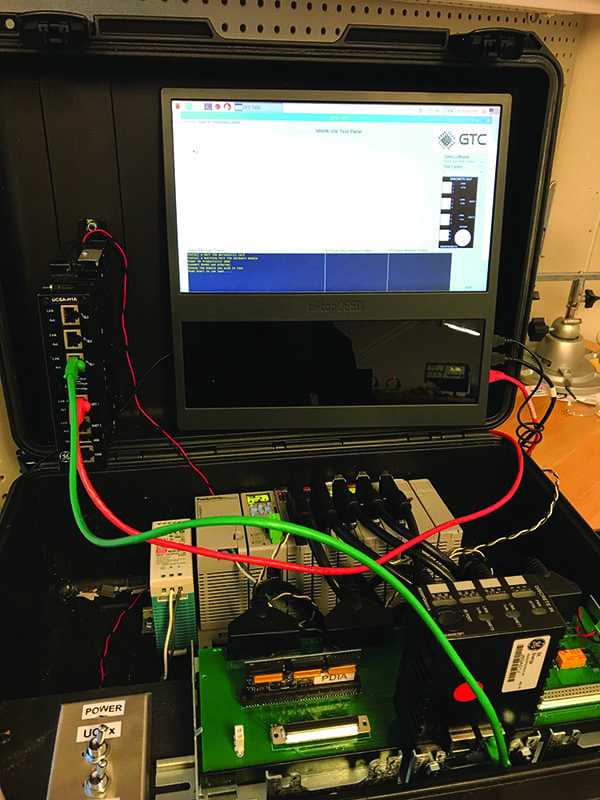
As an example, GTC’s R&D department led by Jason Berry has developed Eclyp6e, a field tester for the Mark VIe and Mark VI. Figure 2 shows pictures of the Eclyp6e prototype at GTC’s repair center in Hawthorne, New York.
 |
|
2. GTC’s Eclyp6e prototype allows users to perform on-site test and certification of Mark VIe and Mark VI spare parts. Courtesy: GTC |
GTC’s Eclyp6e allows customers to perform an on-site test and certification of their Mark VIe and Mark VI spare inventory, with the following significant advantages:
- ■ Reduced shipping costs and no risk of loss or damage to good parts during transportation because they never leave the site. Only parts that fail the test need to be shipped for repair.
- ■ For international customers, Eclyp6e is a great simplification because it eliminates the cost, paperwork, time, and bureaucracy involved in the temporary export, packaging, insurance, freight, delays, customs duties, and other red tape.
The Eclyp6e field tester for Mark VIe and Mark VI, is scheduled for commercial operation in July 2019. This and all the test and repair technology improvements developed to date should enable operators to consider, with better than acceptable risk, how to make control life = turbine life. ■
—Abel Rochwarger is chief engineer with GTC. Jason Berry, R&D manager with GTC; Sam Leyton, services manager with GTC; and Peter Zinman, CEO of GTC, contributed to this article. GTC is not affiliated with GE and is not an authorized distributor for GE.