Since 1972, titanium-tubed power plant surface condensers have been providing corrosion-free service. Recent process advances are making the material suitable for even more applications.
Titanium was discovered by British scientist William Gregor in 1791 and named by Austrian chemist Martin Klaproth after the Titans, the first sons of the earth in Greek mythology. This “reddish brown calx” remained largely a curiosity until William Kroll of Luxembourg, recognized as the father of the titanium industry, perfected his manufacturing process, which, even today, remains largely responsible for 80% of the world’s production of titanium.
Titanium exhibits dramatic and highly useful characteristics as a reactive metal that make it useful for many applications. Its superior strength-to-weight ratio makes it valuable for use in military and commercial avionics; alloy advancements have led to its use in the field of biomedical engineering; it’s extensively used as “the” white-base pigment; and its high desirability index has led to extensive use in power generation, chemical and industrial processing industries, and other applications where both strength and corrosion resistance are desirable, if not mandatory.
Given the material’s unusual qualities, power plant owners in the early 1970s took the unprecedented risk of installing Grade 2 (Gr. 2) titanium in their surface condensers. The first two utilities that retubed a condenser were located on the Northeast and California coasts. The utilities prefer to remain anonymous. These were arguably the first complete power plant surface condensers ever retubed using Grade 2 titanium.
Both utilities performed several years of independent in-situ testing of titanium against competing tubing materials—including yellow metals, stainless alloys, and titanium Gr. 2—for use in their once-through cooling systems, using either brackish water, seawater, or a combination of both for condenser cooling. Both tests found titanium was the only material that remained completely unaffected in these hostile environments.
Since those first two projects, many plants along both U.S. east and west coasts have chosen Gr. 2 titanium as the material of choice to mitigate the problem of condenser and associated boiler tube failures. In fact, more than 600 million feet of welded titanium tubing (Figure 1) have been installed without one reported corrosion event. That’s an unparalleled track record.
 |
| 1. Fast gun. Typical semi-automatic tube-to-tubesheet fusion welding is under way using ASTM B-338 Gr. 2 titanium tubing and ASTM B265 solid titanium plate. Courtesy: Valtimet Inc. |
For reasons detailed below, titanium has proven an indispensible material, especially given today’s demanding power markets. Though the metal has proven its staying power in power plants for four decades, new applications are still being discovered. Some were not possible just a few years ago.
The Offense
The presence of water contaminants and their omnipresent corrosion activities pose enormous challenges for power generators. (For example, see “Biofouling Control Options for Cooling Systems" in the Sept. 2007 issue of POWER, available in the archives at https://www.powermag.com.) A much larger challenge for thermal power plants that use local water in a once-through cooling process presents itself during the building, operation, and maintenance of those plants. The deposition, corrosion, biofouling, and mitigation that are often associated with water from lakes, rivers, and oceans affect not only these once-through cooling systems but also other cooling water systems as well as tower circuits.
The Defense
Insidious attack from any number of aggressive organisms raised plant owners’ awareness of the problem, but they were perplexed about what material to choose for their surface condensers when traditionally used tube materials were failing at an alarming rate. In many cases, originally installed tubes made from materials such as aluminum bronze (C60800) and copper nickel alloy (90/10 CuNi/C70600 and 70/30 CuNi/C71500) failed prematurely due to high chloride and elevated levels of pollution in the circulating water system.
Ti Then and Now
In 1972, titanium material options were limited principally to the commercially pure (cp) family. Today, 38 grades of titanium tubing are identified just within ASTM B-338/ASME B-338 Standards.
The most common grade used for power plant surface condenser tube applications is cp Gr. 2 (Table 1). Its properties of high strength-to-weight ratio, workability, near corrosion immunity to aggressive water systems, and relatively stable pricing structure versus stainless alloys and yellow metals make it a highly attractive long-term investment.
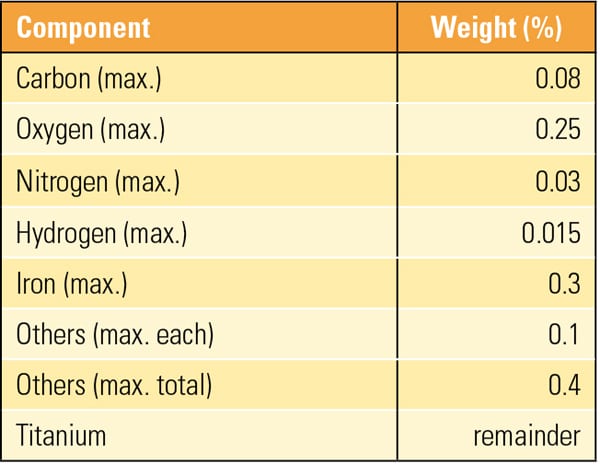 |
| Table 1. Chemical requirements of Grade 2 titanium. Source: Valtimet Inc. |
Titanium tubing remains arguably one of the most tested of the competing ASTM condenser tube materials requiring full eddy current, ultrasonic, and a final pneumatic proof testing. Supplementing this rigorous testing, improvements in the manufacturing and installation process at both the condenser fabrication facility and in the field have led to improved overall quality and increased product throughput.
It is particularly noteworthy that the latest computer-controlled technology is now being applied within the process stream to dramatically impact automatic tube end welding and mechanical expansion of the tube-to-tubesheet joint, resulting in improved and consistent joint strength and seal. Both new unit designs and modular changeouts have benefited from these innovations.
Current in-field retubing projects can now employ these sophisticated computer modeling techniques and associated process tooling advancements, allowing highly successful mechanical tube joint expansion of thin-wall titanium tubing into softer tubesheet material such as Muntz Metal and Naval Rolled Brass. This groove enhancement process to the inside diameter (ID), as it is known (Figure 2), is now commonplace where thin-wall tubing (as thin as 24 BWG/0.022 in. wall thickness) can be successfully expanded, resulting in pull-out loads well within the bandwidth of best practices (Figure 3). This process was not possible even five years ago.
 |
| 2. Even more groovy. The ID groove enhancement process is now commonplace where thin-wall tubing can be successfully expanded. Source: Valtimet Inc. |
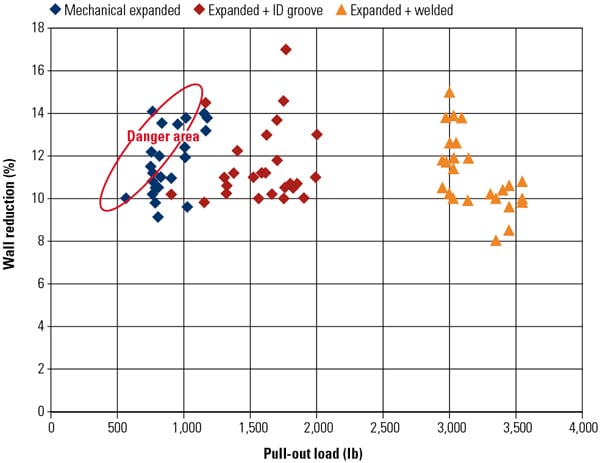 |
| 3. Holding power. A series of tests were performed using 1-inch-diameter titanium Gr. 2 B-338 tubes with a Gr. 2 B-265 tubesheet to determine the load necessary to pull the tubes from the tubesheet after proper installation. The three pull-out tests include standard mechanical expansion, mechanical expansion with an ID groove, and mechanical expansion plus tube-to-tube sheet welding. Test data on the first two installation options demonstrate that an acceptable tube joint is possible within a shop manufacturing environment. The tests also found that mechanical expansion alone produced marginal pull-out loads for thin-wall tubes and that thin-wall tubes (30 BWG and 27 BWG) installed with only mechanical expansion were problematic. Source: Valtimet Inc. |
Following the success of these early retube projects, today’s in-field retubing projects can now use sophisticated computer modeling techniques and associated process tooling advancements that allow highly successful mechanical tube joint expansion of thin-wall titanium tubing into softer tubesheet material such as Muntz Metal and Naval Rolled Brass. These tooling advancements, coupled with ID groove enhancement, are now commonplace where thin-wall tubing (such as 24 BWG/0.022 in.) can be successfully expanded, resulting in pull-out loads well within the bandwidth of ASME Code Section VIII, Division I Nonmandatory Appendices requirements and best practices acceptability.
It is also noteworthy that should titanium clad materials be used for the tubesheet, as opposed to a solid B-265 plate, seal welding of the tube-to-tubesheet joint is strongly suggested, if not mandatory. A mechanical expanded-only joint will not provide the proper sealing and will potentially expose the parent carbon steel to corrosion products that would invade the annulus between the tube and drilled tubesheet (Table 2).
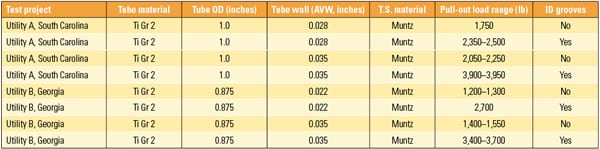 |
| Table 2. Holding power. Source: Valtimet |
Generating companies in Florida, Arizona, South Carolina, and Alabama have recently selected titanium for their retubing projects. They selected Gr. 2 titanium tubing not only because of its acknowledged 40-year corrosion immunity but also for recent innovations in thin-wall tubing expansion into a softer tubesheet material.
When titanium condenser tubing is used in both new and in-field retubed units, a more generous cleanliness factor (Uc) can be considered when performing the heat transfer calculations. Values such as 90% Uc are commonplace in today’s designs. A higher cleanliness factor can reduce the amount of heat transfer surface or, alternatively, increase performance as a result of reducing the overall fouling factor. Additional benefits could include reduced circulating water losses when thin-wall tubing is used and, because titanium is immune to underdeposit pitting, a tubeside freshwater flush is not needed. Stainless alloys and other candidate materials, on the other hand, can be irreparably damaged should corrosive water be left standing in the tubes during an off-line condition.
Corrosive Activity by Any Name Is Still Corrosion
During the early years of the titanium retubing era, pollutants identified within the cooling water stream included high levels of chlorides, suspended solids, macro fouling, heavy metal accumulation, and a host of Environmental Protection Agency–identified toxins. Notwithstanding significant efforts on the part of plant owners to clean up this witches’ brew, emerging and even more insidious contaminants have been identified both locally and nationally. Significant among these are surface pollution and nitrate runoff from agriculture, which increase the incidence of microbiologically influenced corrosion (MIC) to alarming levels.
For example, manganese, which can cause underdeposit pitting even in chlorinated environments, has been identified as plating out on equipment, and gray or impaired water has been identified as a result of sewage runoff or inadequate facility control.
These new, non-traditional corrosion streams have forced power plants to closely review their material selection process, taking into account not only existing levels of impurities but also expected future trends that may lead to using cooling water from untraditional sources.
Plenty of Redundancy
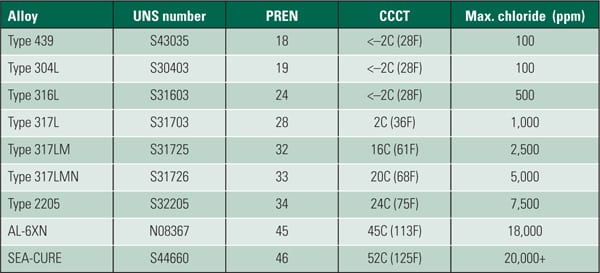
For more than 40 years, titanium condenser tube materials have demonstrated corrosion immunity from both traditional and newer pollutants found in the cooling water stream of a surface condenser. Depending on the plant location, many cooling water systems (including once-through, tower, pond, canal, and others) can, through cycle concentration and recirculation, experience increased pollutant concentration. In particular, chloride level conductivity concentrations can increase significantly—anywhere from 1.3 to 2 times normal levels.
Testing completed by IMI plc (formerly Imperial Metal Industries) in the UK found that in seawater concentration levels of 3.5% and beyond (Figure 4), titanium’s general corrosion immunity in sea and brackish water environments at temperatures at or near 120C/248F (the typical condenser operating point) was confirmed. It’s noteworthy that this same study confirmed that Gr. 2 titanium remains completely immune to chloride attack, even when approaching sodium chloride concentrations of 6x normal and temperatures approaching 80C/176F—well above normal concentrations and well below the operating metal temperature of a surface condenser.
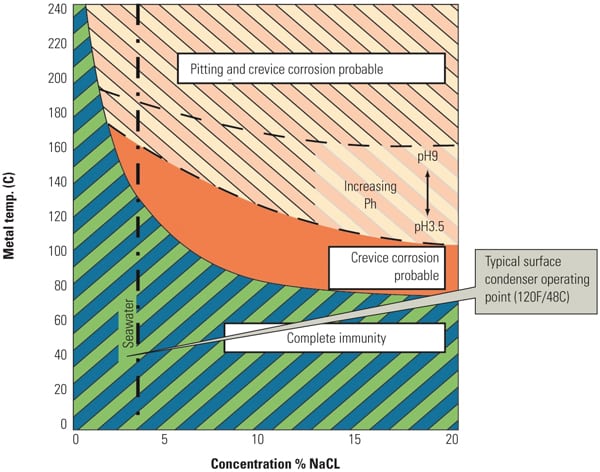 |
| 4. Strength and immunity. This chart showing the influence of temperature, sodium chloride concentration (representing brackish and ocean water), and pH on the crevice corrosion and pitting corrosion propensity of commercially pure titanium in seawater and sodium chloride brines shows the material’s immunity to corrosion at typical operating temperatures and far beyond. Source: IMI plc |
Quality Is More Important Than Ever
Even though recent U.S. power generation totals have been down slightly, work continues at the engineering and plant level to develop and expand continuous improvement programs that can enhance the performance of the fleet. In fact, as some coal-fired units retire in coming years, low maintenance and high reliability will become even more important for the remaining units. Consequently, power generators around the world will continue to select titanium tube material as a long-term solution to a common problem.
Plant owners who installed the first titanium tubes four decades ago continue to reap the long-term rewards of their decision—both in terms of corrosion resistance and a positive return on asset investment. Today, water quality and proper material selection are as important as they were 40 years ago.
— Dennis J. Schumerth is director of business development for Valtimet Inc.