Stacks at power generating stations are much more than tall towers used as a landmark for locating power plants. They are a necessary and essential piece of equipment needed to add buoyancy to the exhaust gases as they exit to the atmosphere. Their height and diameter are selected to match the specific requirements of each plant, and they are usually a low-maintenance item.
Stacks may be low maintenance, but they are not no maintenance. The cost of preventing corrosion may be as little as $10,000, but the cost of repair or replacement could be many times that or even put your plant out of commission until the stack problem is corrected. It pays to invest in stack liner protection (Figure 8).
 |
| 8. An unprotected stack. The protective coating on the stack liner must be selected based on the actual flue gas temperature entering the stack. A well-applied coating system can prevent catastrophic corrosion that is expensive to repair and may require a long outage. Courtesy: Bril Inc. |
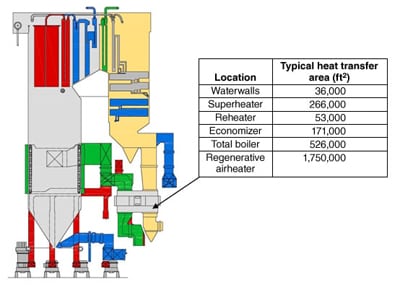
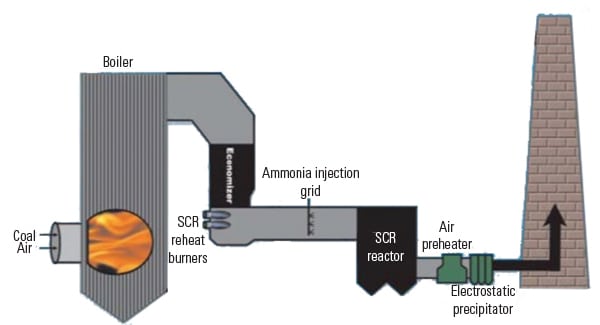
At a typical 800-MW power plant, the exit gas temperature leaving the boiler is approximately 700F. The flue gas then passes through the economizer and the selective catalytic reduction system to remove the nitric oxides in the gas. The gas then passes through a heat exchanger or air preheater that transfers the thermal energy from the exhaust gases to the incoming boiler combustion air to improve the overall unit combustion efficiency. The flue gas temperature leaving the air preheater will be reduced to around 350F before next passing through a series of air quality equipment steps to remove SO2, particulates, and perhaps mercury until the gas reaches the induced draft fan on a balanced draft unit. This fan pulls the flue gases from the boiler through this equipment and sends it to the stack. On the upstream side of the boiler, a forced draft fan provides combustion air to the boiler combustors, pulverizers, and other equipment.
A typical small industrial facility like a hospital or school has boilers that are much smaller (75 MW or less capacity). Flue gas leaving these boilers is much lower in temperature (typically between 351F and 500F), and the unit may not be outfitted with an air preheater. These small facilities may have a heat exchanger such as an economizer but not an air heater. The economizer extracts heat from the flue gas to heat the water needed in the boiler. The gas leaving the economizer is usually above 350F, but, as is often the case with the smaller boiler systems, the flue gas goes directly to the stack.
Corrosion Protection for Stacks
The rules for determining the required level of stack protection against corrosion are based on the temperature of the flue gas entering the stack at full load.
130F to 350F. At these low temperatures it is recommended that the stack interior be painted or sprayed with a high-solid type nonasphaltic mastic type coating three-sixteenth to a quarter-inch wet thickness. This type of coating will prolong the life of the stack interior from hot sulfuric, hydrochloric, and hydrofluoric acid solutions as well as from vapors present in the flue gas. The application of this mastic is usually made by painters, not by bricklayers. Proper surface preparation includes sand blasting the entire interior stack surface to a near-white condition per code SSPC-SP-10 to ensure that the mastic material will properly adhere.
351F to 400F. At these mid-range temperatures, the stack interior does not require an internal coating of mastic protection, but it does require external insulation and lagging to prevent moisture condensation on the outside stack surface.
401F to 850F. For gas temperatures in this range, no internal or external protection is required for the prevention of corrosion.
851F and above. At these elevated temperatures, the internal lining of the stack must be protected with refractory. The refractory material should match the chemistry of the acids within the flue gas. The refractory recipe is usually three parts acid-resistant aggregate and one part lumnite cement. The refractory is typically pneumatically or gun applied and is usually 2 inches thick over a reinforcing material such as road-mesh or chicken-wire mesh. The reinforcing mesh is held to the stack interior using stand-offs such as slab spacers, t-slot studs, or studs and nuts.
The Cost of Repairs Can Be Steep
Stacks rarely need repair and are low-maintenance items that only require attention if they have corrosion issues. However, a small investment made early in their lives can save on expensive repair costs in the future.
Here’s an example of the potential savings. Installing a mastic coating, as described above, on a 7-foot-diameter, 96-foot-high stack operating at 300F will require scaffolding, sand blasting, priming, and coating with the mastic and will take approximately six days to complete. Compare that maintenance cost to the $250,000 required to replace the stack and the lost revenue during the 30 days the plant will be out of service for repairs.
Also, pay attention to your exit flue gas temperature, especially if you change the size of the economizer or air preheater, because the exit gas temperatures may change. This temperature change could affect the level of stack protection required to prevent corrosion.
—Contributed by Gary Bases, president of BRIL Inc., an independent consulting firm specializing in brick, refractory, insulation, and lagging. Bases is also the author of The Bril Book(a guide to brick, refractory, insulation, and lagging systems) and The Bril Book II (a technical manual with application drawings for the power generating industry).