The visible consequences of sulfuric acid aerosol emissions—opaque stack emissions called "blue plumes"—are merely the tip of an iceberg. In sufficient concentration, SO3 also can increase corrosion and fouling of equipment and components downstream of the furnace while decreasing their efficiency and penalizing overall plant heat rate. This article—the first in a three-part series—details the negative impacts of SO3 on operations and maintenance of back-end plant equipment. Part II will explain and quantify the potential benefits of limiting the concentration of SO3 in flue gas to 3 ppm at the entrance to the air heater. Part III will describe the characteristics of an optimal SO3 removal technology and present the technical details and operating experience of one patented process that has worked successfully at a half-dozen plants for up to three years.
Emissions of SO3 (or its hydrated form, H2SO4) have received increasing attention due to the proliferation of selective catalytic reduction (SCR) and wet flue gas desulfurization (FGD) systems. Though much of this attention has focused on plume opacity and buoyancy, SO3 also has significant negative impacts on plant performance, operations, and maintenance, including:
- Reduction of unit heat rate and increased corrosion of downstream equipment due to the raising of dew point by SO3.
- Fouling of air heaters and SCR catalysts due to the reaction of SO3 with ammonia.
- Competition of SO3 with mercury for adsorption sites on carbon particles, reducing the effectiveness of mercury emissions control.
The ABCs of SO3 formation
Understanding the effects of SO3 on plant O&M requires understanding where the compound originates. Sulfur in coal is oxidized during combustion. The vast majority is oxidized to sulfur dioxide (SO2) but a small portion—typically 1% to 2%—is further oxidized to sulfur trioxide (SO3) in the boiler. The amount of SO3 generated in the boiler depends on the type of boiler, the amount of excess air, and the amount of oxidation catalysts present.
In addition to the oxidation that takes place during combustion, oxidation of SO2 to SO3 also can occur in the boiler"s convective pass if any of certain kinds of reactive material is contained in the flyash that deposits on heat transfer surfaces. For example, when firing petroleum coke, which contains high levels of vanadium, a higher fraction of the SO2 in the fuel is oxidized in the boiler.
Burning any type of coal will produce some amount of SO3 in the boiler. The amount can vary from a few ppm in the case of low-sulfur coals to 30 ppm to 40 ppm or more for very high sulfur coals. At low loads, the amount of SO2 oxidized in the SCR increases dramatically. Because low load also lowers the temperature of the gas leaving the air heater, SO3 fouling and corrosion within the air heater can become very problematic.
The application of SCR technology to NOx removal also has resulted in an increase in the amount of SO3 produced at the typical power plant. As NOx is reduced to nitrogen and water by the reaction with ammonia (NH3) in the presence of the catalyst, a small fraction of SO2 is oxidized to SO3. The amount of SO2 oxidized in the SCR reactor can vary from 0.3% to around 2%, with the current market driving toward 0.1% oxidation. The increase in the amount of SO3 leaving the SCR system is a function of the oxidation level of its catalyst: Very low oxidation catalysts raise the level only slightly, but high-oxidation catalysts can double the amount.
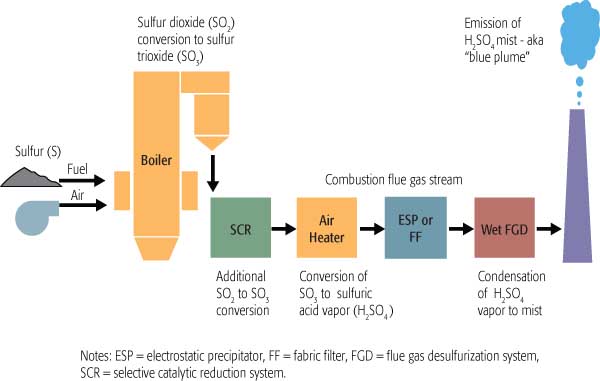
Figure 1 illustrates the forms that SO3 takes at various points in the flue gas stream. SO3 exists in a vapor form in the high-temperature environment at the boiler exit. As the flue gas cools below 600F to 700F, and as a function of the amount of the moisture present in it, vaporous sulfuric acid is formed from the hydration of the SO3. By the time the average gas temperature has fallen to 280F to 320F downstream of the air heater, most of the SO3 has assumed the form of vaporous sulfuric acid.
|
1. Acid reign. Where SO3 is created and the forms it takes. Source: Codan Development LLC
|
As the flue gas is rapidly cooled by the sprays of liquid in the FGD system, the vaporous sulfuric acid undergoes a shock condensation process that produces very fine sulfuric acid aerosol particles. These aerosol particles are, for the most part, too small to be effectively captured in the FGD system and are emitted into the air as a sulfuric acid mist. It should be noted here that the term "SO3" invariably refers to varying proportions of vaporous SO3 and vaporous sulfuric acid, and to sulfuric acid aerosol particles downstream of the wet FGD system.
Not all of the SO3 formed exits the plant"s stack. Some SO3 or vaporous sulfuric acid will condense on flyash particles and end up in the air heater or electrostatic precipitator (ESP). The quantity, surface area, and alkalinity of the ash and the temperature of the gas determine how much SO3 is removed (from 20% to considerably higher than 50%).
Regenerative air heaters add another variable because the temperatures of gas leaving them vary. The coldest temperatures are found in the duct closest to where the elements first rotate into the gas side after leaving the air side. Depending on the SO3 concentration, the average gas temperature, the speed of the air heater’s rotor, and the thickness of the heating element, this colder portion of the gas flow can be significantly below the acid dew point. As a result, localized condensation of sulfuric acid can occur on surfaces exposed to the lower-temperature gas.
Any sulfuric acid that condenses on the flyash leaving the air heater will be removed, along with the flyash, in the ESP. An FGD system also can remove some of the SO3, depending on its configuration and pressure drop. However, effective removal of the very small sulfuric acid aerosol particles normally requires a significantly higher pressure drop than that at which FGD systems are designed to operate. At best, conventional wet FGD systems may achieve anywhere from marginal to perhaps 30% SO3 removal. Yet claims have been made for SO3 removal rates of greater than 50% by some types of FGD absorber designs.
The negative impacts of SO3
The presence of SO3 in flue gas creates a number of plant O&M issues that go far beyond the environmental impact of "blue plumes" (see the related story in our May 2006 issue). The remainder of this article details the magnitude and location of the impacts. Part II in this series will address and quantify—in monetary terms—the benefits achievable by limiting SO3 concentrations in each area discussed.
Increased stack opacity. The optical light-scattering effects of sulfuric acid aerosol particles produce a visual discoloration of the plume exiting the power plant stack. The minimum concentration of SO3 necessary for causing this phenomenon depends both on atmospheric conditions (the amount of sunshine, temperature, relative humidity, wind speed) and stack specifics (stack diameter and exit gas velocity).
Flue gas SO3 concentrations of only about 10 ppmv can result in plume opacities greater than 50% in some cases; at 5 ppmv, the opacity is about 20%. The specific SO3 concentration at which visible effects are seen varies with atmospheric conditions and stack characteristics and is the subject of debate. However, it is generally accepted that if the SO3 concentration is less than 5 ppm, there will be no visual discoloration effects.
As the SO3 concentration increases, the range of meteorological conditions under which there will be visual effects widens. The discoloration can vary from a bluish color to a brownish color, depending on the angle of the sun and the angle at which the plume is being observed. The discoloration also is readily observed as a "trail" that can remain intact for miles downstream of the stack, again depending on meteorological conditions.
Under certain conditions, the trail can reach the ground intact. If the touchdown occurs in a populated area, the situation becomes a public concern. Several very high-profile touchdowns have already occurred. Whether the mere presence of SO3 or its concentration above a threshold level causes the plume to descend is a subject of debate, but the discoloration makes the plume very visible if and when touchdown conditions occur.
Increased acid dew points and corrosion. Figure 2 plots the sulfuric acid dew point temperature vs. the SO3 concentration and moisture content of the flue gas. The sulfuric acid dew point temperature is the temperature at which acid will condense on any surface at or below this temperature. As the figure shows, it is largely a function of flue gas SO3 concentration.
|
2. Do the dew. Raising the air heater outlet temperature to compensate for the rise in acid dew point would raise unit heat rate. Source: Verhoff, F.H. and J.T. Banchero, Chemical Engineering Progress, Vol. 70 (1977), p. 71
|
Normally, the average air heater flue gas outlet temperature is maintained at about 20F to 30F above the acid dew point to allow for some air inleakage without compromising downstream equipment or ductwork. As a unit accumulates operating hours, however, air inleakage invariably increases, making all of the components in the back end gas stream—the cold-end baskets of the air heater, ductwork, expansion joints, the ESP, and induced-draft fans—more vulnerable to acid corrosion.
When the SCR system is placed in service, the acid dew point can increase anywhere from 10F to 20F due to the increased SO3 concentrations leaving the unit. If the air heater outlet temperature is not raised a similar amount, the risk of acid corrosion in downstream equipment increases. However, raising the outlet temperature negatively impacts unit heat rate. For example, raising air heater outlet temperature by 35F would raise unit heat rate by 1%. Therefore, any increase in SO3 concentration would either increase corrosion or decrease unit efficiency.
Increased air heater fouling. Fouling of a regenerative air heater becomes serious when acid condensation occurs and the deposits formed are wet or sticky. The ratio of ash to acid and the amount of ash alkalinity determine the stickiness of the deposit. The higher the ratio of ash to acid, the less likely it is that the condensed acid will create sticky deposits. The higher the ash alkalinity, the less sticky the resulting deposits. Because SCR systems increase the SO3 concentration, they reduce the effective ash-to-acid ratio. Even if the temperature leaving the air heater is increased to maintain the same margin that existed prior to the installation of the SCR system, some units will experience increased air heater fouling due solely to the change in deposit stickiness.
Formation of ammonium bisulfate (ABS) in the air heater. SO3 and ammonia (NH3) will react to form ABS in the air heater if both substances are present when the gas in the heater cools to between 350F and 420F, and if SO3 is present in molar concentration in excess of the molar concentration of NH3.
ABS is a sticky solid that can foul the air heater and increase the pressure drop across it; either situation will ultimately require an outage for cleaning of the air heater. Because SO3 is present in the flue gas in high proportion relative to the NH3, the driving force for this reaction becomes the amount of NH3 slip from the SCR—or selective noncatalytic reduction (SNCR) system or hybrid technology, etc.
Ammonia slip thus becomes a limiting factor in the design and operating flexibility of the SCR system (or the performance and applicability of an SNCR system) due to the presence of SO3 in the gas stream and the potential for ABS formation in the air heater. If, when the gas is cooling through the critical temperature range in the air heater, NH3 is present in excess of twice the SO3 concentration, the reaction results in the formation of ammonium sulfate, a friable solid that does not foul air heater passages. Unfortunately, this condition will not exist unless virtually all of the SO3 is removed prior to the air heater.
Formation of ABS in the SCR system. Depending on its concentration, SO3 also can react with NH3 under the catalytic conditions that exist in the SCR system at temperatures in the range of 530F to 630F. This is typically referred to as the SCR system"s minimum ammonia injection temperature or minimum operating temperature (MOT). It is important that the ammonia injection occurs at temperatures above the MOT to mitigate the formation of ABS. Operating at temperatures below the MOT can cause pluggage of the SCR catalyst.
The ABS that is formed on the catalyst requires a recovery period at high temperatures to remove it effectively. The process is reversible; however, some units are limited in the high recovery temperatures that are required to remove ABS from the catalyst. Moreover, the recovery period depends on three things: the amount of time that the SCR operated below the MOT, the SO3 concentration, and the available recovery temperature. Accordingly, operation slightly below the MOT should be limited to a few times per year for extremely short duration or avoided entirely.
Because SO3 is formed both in the boiler and in the SCR system by oxidation of SO2, both the SO3 and SO2 concentrations entering the system play an important role in determining its MOT. To avoid catalyst fouling:
- The SCR system may need to be taken off-line or bypassed at low loads;
- To be dispatched, the unit"s lowest operating load may have to be limited; or
- An economizer bypass may have to be installed and operated to maintain an acceptable operating temperature during low-load situations. If an economizer bypass is used, there will be an associated heat rate penalty.
Increased corrosion, cleaning of fabric filters. The use of fabric filters at plants burning high-sulfur coals is usually avoided because SO3 can foster corrosion of a filter"s metal components and adversely affect filter cake properties. With respect to the improved collection of fine particulates, and in conjunction with the use of fabric filters for mercury control with activated carbon injection, fabric filters are now being installed on a number of units burning high-sulfur coal, and it is likely that significantly more will be installed in the near future.
Although corrosion of metal components is a serious concern, an even greater concern is the fact that as SO3 collects on the filter cake, it becomes noticeably heavier and stickier, making the cake more difficult to remove. As pressure drops increase more quickly during operation, more frequent cleanings are required. If continuous cleaning cannot control the increases in pressure drop, it may become necessary to take the fabric filter off-line to manually clean the bags. Moreover, as the filter cake becomes heavier, the tensioning devices for the bags (used in reverse gas fabric filters) can become overloaded, with the result that improperly tensioned bags can sag and fail prematurely due to increased wear and tear during operation and cleaning.
Reduced mercury removal efficiency. As noted earlier, one way to reduce the concentration of SO3 in flue gas is to have it adsorb onto flyash as the gas cools. However, doing so puts SO3 in competition with mercury for the active adsorption sites on the flyash. Any adsorption of SO3 on the flyash reduces the ability of the flyash to adsorb mercury. This is not an insignificant effect. It has been noted at several full-scale installations that the amount of mercury retained on flyash collected in the ESP was increased by anywhere from two to 10 times when SO3 was effectively removed.
Though this effect may or may not be important in situations where the majority of the mercury is in the oxidized form and where the FGD system would be expected to remove the oxidized mercury, it certainly would be important at sites where a significant fraction of the mercury is in elemental form. The same effect should be expected where activated carbon injection is used to control mercury, potentially compromising the effectiveness and economics of the removal technique.
Increased ESP efficiency. There is at least one positive impact that SO3 has on plant O&M. When SO3 is adsorbed onto flyash, the resistivity of the ash decreases, enhancing the ability of the ESP to remove it from the gas stream. Nevertheless, acid condensation on the ash causes corrosion of ESP components, raising the maintenance costs of ESP units.
—Robert E. Moser is a principal and cofounder of Codan Development LLC. The company’s patented sodium bisulfite SO3 removal technology is currently installed on over 8,500 MW of coal-fired capacity in the U.S. Moser can be reached at 831-438-0866 or fgdmoser@aol.com.