In the May issue, we discussed the importance of either preventing copper plating of the high-pressure (HP) steam turbine rotor or finding a good foam or mechanical removal means of restoring lost efficiency. In that article we noted that “copper deposits typically form on the stationary nozzle block or first-stage stationary blades” and that those deposits usually result in a steam turbine loss of capacity at a rate of about 2 to 3 MW per month. We also stated that the “general rule of thumb is that there is a reduction of about 1 MW of generating capacity for each 1 to 2 pounds of deposit that accumulates on the HP turbine.
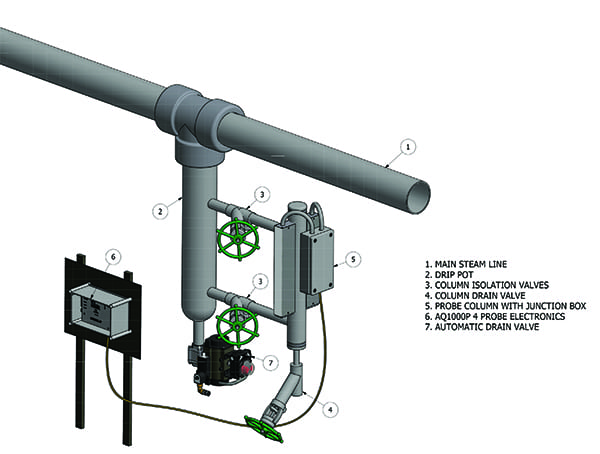
Danny Foster, product line manager for Aquilex HydroChem, suggests that this rule of thumb has some limitations, based on his experience of chemical cleaning more than 450 steam turbines over the past 25 years. Foster points out that although copper may plate throughout the HP turbine stages, the deposits on the early stages of the HP turbine have a much larger effect on performance than on the last stages. Foster is undoubtedly correct.
That earlier article also discussed the water chemistry issues related to copper loss from the condenser and other feedwater heaters that finds its way to the HP turbine blades. In this article, we look at the process of cleaning the blades of the copper.
Sources of Copper
Dissolved copper oxide from the corrosion of copper tubing in condensers and feedwater heaters often carries over into the boiler water cycle and—with the right combination of temperatures, pressures, and water chemistry—can plate out on the blades in the HP section of a steam turbine. These deposits change the aerodynamics of the steam path components and result in reduced unit generating capability and increased heat rate (Figure 1).
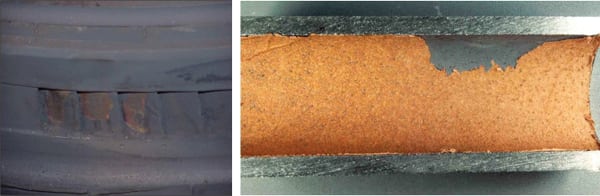 |
| 1. The cost of copper. Elemental copper or copper oxide plating out on the high-pressure turbine blades (left) and on the inside of superheater tubes (right) can cause a significant loss of power output from the steam turbine over time. The only way to restore the lost capacity is to remove the copper. Courtesy: Aquilex HydroChem |
Foam cleaning of steam turbines has been found to be an acceptable and cost-effective method of removing deposits from turbines without disassembly. The entire cleaning process can be completed in 24 hours or less but will require about a five-day outage to cool the turbine to the desired temperature and perform all the required mechanical tasks. Once the process is complete, the turbine can be placed back into service, and full capacity is normally restored.
The necessary connection points into the steam turbine must be carefully selected. Low-pressure steam combined with the cleaning foam is injected into the steam turbine and removed through the cold reheat line. Other drains and vents are also used during the cleaning process, such as a spent solvent drain, anti-foam injection points, and a system vent. The location of these connections are steam-turbine-specific. Careful consideration is also given to sealing of the turbine valve stems, shaft seals, and condenser and feedwater heater protection.
The process of cleaning begins with equipment setup and premixing chemicals the day before starting the scheduled cleaning, while waiting for the steam turbine to cool to approximately 170F. Typically, 3,000 gallons of solution are premixed. Making all the connections to the turbine requires about 10 to 12 hours, spread over two days, including during turbine cooldown.
The cleaning process uses foaming CuSol I, Aquilex HydroChem’s copper oxide removal chemistry, with injections of an oxidizer to remove elemental copper. Following completion of the cleaning process, the turbine is rinsed with foamed condensate followed by a saturated steam rinse until the conductivity of the rinse water reaches an acceptable level. CuSol I is a proprietary chemical that rapidly dissolves and removes copper oxide. Gaseous oxygen or hydrogen peroxide is injected into the foam as an oxidizer to convert elemental copper to copper oxide. At no time during the cleaning is the turbine exposed to a corrosive agent. The cleaning residual is nonexplosive.
How to Clean a Turbine
The cleaning process begins with the steam turbine on turning gear and the first-stage inner metal temperature at 170F. First, clean condensate water is injected with only the foaming agent to pressure test all the turbine connections and to adjust the foam quality.
If no problems are found during this test stage, the chemical foam process begins. The chemical liquid solution is pumped from the premixing tank at 10 gallons per minute and then through a heat exchanger used to preheat the solution to 170F, to match the turbine metal temperature. The heated solution enters the foam generator, where air is introduced and mixed with the solution in a static mixer. The result is a chemical foam discharge with the consistency of shaving cream.
The foam enters the turbine steam chest through a proprietary-design chemical injection valve installed in place of one of the four turbine control valves. With only one control valve in the open position, foam is forced through the HP turbine inlet nozzle block by the continuous flow of foam into the steam chest. As the foam passes through the rotating and stationary blades, the copper deposits are dissolved into the solution. The copper-laden solvent exits the last stage of the HP turbine into the cold reheat piping, where an anti-foam solution is injected to collapse the foam back to a liquid.
The spent solvent is then drained from the piping through the cold reheat low point drain valve, and a waste pump transports the solution to the waste tank located outside in the waste-holding area. Upon collapsing the waste foam back to a liquid, the air and gas generated are vented through a cold reheat safety valve that is disassembled for that purpose. This process continues until all 3,000 gallons of the premixed solution have passed through the HP turbine. During the chemical cleaning, each control valve is cycled open for 1 hour to provide equal cleaning through all quadrants of the inlet nozzle. This cycling of the valves continues without interruption for the duration of the cleaning process (approximately 5 hours).
A mobile laboratory is brought on site to perform continuous sample analysis of the solution drained from the turbine for copper concentration, pH, and percent ammonia. Copper concentrations in the drain water peak early in the process, often hitting as high as 5,000 ppm before trailing off after the rinse is complete.
When the chemical injection is complete, the rinsing cycle begins. Prior to the foamed water rinse, the turbine drains and dead legs are opened to drain out any chemicals trapped in the system. When all draining is complete, a foamed water solution like that used for the system integrity test is injected through the turbine to force out any remaining chemical solvent not previously drained. Samples of the rinsing solution are taken as it exits the cold reheat low point drain. The conductivity of this solution is monitored until it reached an acceptable level of approximately 1,000 micro-mhos. About 500 gallons of rinse solution are usually required.
When the rinse is completed, all the foaming equipment is shut down and saturated steam supplied from the customer is then directed through the injection valve and into the turbine to flush any remaining chemistry not previously removed. During this steaming process, the conductivity of the condensate draining from the cold reheat low point drain is closely monitored. The steaming rinse process continues until the conductivity reaches an acceptable level, as determined by the customer. The steaming process normally requires about 12 hours to reach the desired cleanliness. About 5,000 to 6,000 gallon of nonhazardous waste is normally produced by the entire cleaning process.
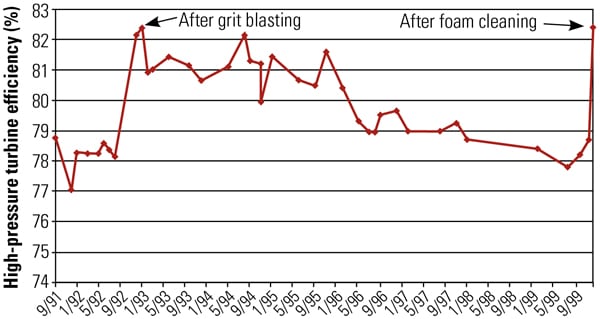 |
| 2. Copper costs. Copper plating on the HP turbine caused a long-term efficiency loss that was completely restored by foam cleaning. Source: Aquilex HydroChem |
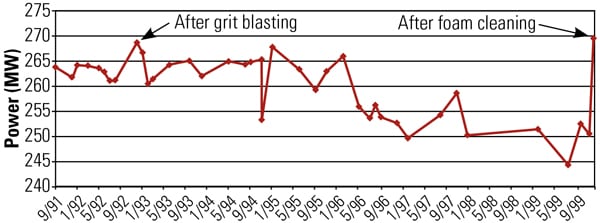 |
| 3. Lost capacity restored. The power output of the same steam turbine was restored after a foam cleaning. Source: Aquilex HydroChem |
Many Happy Returns
The results from an HP turbine cleaning are immediately obvious when the steam turbine is returned to service. Performance tests are often conducted before and after cleaning to demonstrate the value of the process. Figure 2 illustrates the efficiency lost due to copper plating of the HP turbine subsequent to a major overhaul outage during which the HP turbine blades were grit blasted. Note how the turbine efficiency gradually dropped over a period of seven years until the turbine was foam cleaned, and performance was restored. A similar trend is found with capacity lost over time (Figure 3).
—Contributed by Charles “Danny” Foster, product line manager, Aquilex HydroChem.