The Combustion Turbine Operations Technical Forum (CTOTF) recently announced the winners of the first CTOTF/POWER Innovation Excellence awards, which recognize outstanding performance in various combustion turbine operations categories. Among the winners were Klamath Energy and Redding Electric Utility.
The Combustion Turbine Operations Technical Forum (CTOTF) is a membership organization of combustion turbine owners and operators. CTOTF’s user-defined mission is to be the premier forum for the exchange of information and experiences related to the design, operation, and maintenance of combustion turbine and combined cycle power plants, and to provide a collective voice for its members to express issues and concerns.
The group, in association with POWER, recently created an awards program to highlight “Innovation Excellence” in combustion turbine operations. Nominations were accepted in six categories: operational, technical, management and process, maintenance, safety process, and environmental stewardship.
Operations Excellence
The Klamath Cogeneration Plant (KCP, Figure 1), owned by Avangrid Renewables, is a 536-MW combined cycle power plant located in Klamath Falls, Oregon. It operates two Siemens 501FD3 combustion turbines, two Toshiba triple-pressure reheat heat recovery steam generators (HRSGs), and one Alstom triple-shell reheat steam turbine generator. Steam design conditions are 2,200 psi and 1,050F. The plant is connected to the Bonneville Power and PacifiCorp 500-kV transmission system.
 |
|
1. The Klamath Cogeneration Plant in Klamath Falls, Oregon, resolved turbine casing humping issues and achieved significant balance-of-plant savings by installing a new direct air injection system. Courtesy: Klamath Energy |
Over the years, KCP experienced a phenomenon called “cat backing” or “humping” of the cases in its Siemens F-class machines, which can cause rubbing of the turbine blades. The problem occurred while shutdown as hot internal air rose to the top of the case, keeping it hot while the bottom of the case cooled. Facility managers consulted with Siemens engineers to remedy the problem.
Following an investigation, the team proposed the injection of cool air into the turbine case whenever a unit was taken offline to equalize the temperature and eliminate the humping issue. To accommodate the process, the facility decided to add a direct air injection system (DAIS) to each unit. The first project began in 2017 on Unit 2 during a modified hot-gas-path inspection, which also included a partial FD6 upgrade. The final project was completed in 2018 with a similar installation and tie-in on Unit 1.
The DAIS incorporated a stand-alone air compressor for each unit, but KCP’s leadership quickly realized the new compressors could be used for much more than just cooling their turbines. They recognized that adding new compressors could also facilitate changes to the balance-of-plant (BOP) air system.
“We went to this additional effort in order to have redundancy for the turbine’s cooling when offline, provide redundancy for the other unit’s DAIS compressor, and ensure the most-efficient method of supply production for the BOP,” said Dennis Winn, managing director with Klamath Energy, a subsidiary of Avangrid Renewables.
KCP upgraded to adjustable speed compressors (ASCs) and incorporated the machines into the plant’s original air system. The team also added piping that extracts air from the cold-air side of the plant’s rotor air coolers and kettle boiler. The cold-air side temperature is typically in excess of 390F, so an additional air-to-air heat exchanger was added to cool the air 270F, utilizing a fan-mounted variable-speed motor. The air, which could come from either unit, is fed into a common header that can supply BOP air requirements as well as DAIS needs for an offline turbine. Furthermore, the common header makes the DAIS compressors redundant.
“The original BOP compressors, which are the least-efficient method of air supply, are still installed, but rarely operate because of the turbine’s air extraction system being our first choice of air service, followed by the ASC units, which run at 38% speed when supplying the BOP with the necessary air pressure to cover all of our plant auxiliary needs,” said Greg Dolezal, maintenance manager with Klamath Energy.
The Klamath site also has a 100-MW peaking facility next door that utilizes two Pratt & Whitney FT8 Twin Pacs. Those units had a free-standing air system, but with the abundance of air the DAIS offered, it was decided to link the systems, thus pocketing even more in savings.
“This project has resulted in tremendous energy savings for both facilities by not running the old, inefficient air compressors,” said Bruce Willard, operations and engineering manager with Klamath Energy. “This also had a positive maintenance impact since we rarely run our four old compressors and one air dryer. It has provided the plant with BOP redundancy for air supply and redundancy between turbines for DAIS.”
Technical Excellence
Redding Electric Utility (REU) has been providing reliable power to Redding, California, since 1921. REU is owned by the local community and controlled by the Redding City Council. REU provides some of the lowest, most-competitive rates in the state to more than 42,000 residential and business customers within the City of Redding.
 |
|
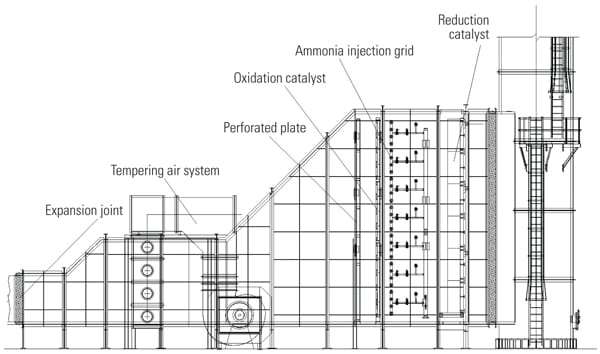
2. Redding Power Plant in Redding, California, achieved significant savings by replacing its SCONOx system with a dual-function selective catalytic reduction catalyst. Courtesy: Redding Electric Utility |
REU’s Redding Power Plant (Figure 2) includes two gas-fired units: Unit 5 and Unit 6. Until 2018, the units operated with a unique and specialized emissions control catalyst called SCONOx. Unit 5 was the first unit in the world to use SCONOx. Although SCONOx was extremely effective in controlling both NOx and CO, it was expensive to operate and maintain, and it had a negative effect on efficiency. The SCONOx system required steam from the HRSG and natural gas from the supply pipeline to operate, which reduced overall unit efficiency by approximately 4%.
The SCONOx system cost Redding Power Plant approximately $1.2 million annually including regular catalyst replacement costs, operations and maintenance (O&M) costs, and efficiency losses. However, replacing the system involved several challenges.
One was space in the HRSGs, which were not designed for a CO catalyst because the SCONOx both oxidized CO and reduced NOx. A second challenge was that using a more traditional selective catalytic reduction (SCR) system requires an ammonia delivery system and an ammonia injection grid, neither of which were needed for SCONOx. Adding an ammonia storage tank to the site would have increased site safety requirements and increased hazards. A third challenge was in modifying the air quality permit. The initial air permit had identified SCONOx as the best available control technology at the time of construction, and using SCR would require a permit modification.
Nonetheless, plant management began working with Haldor Topsoe Inc. (now Umicore) in 2016 to evaluate the use of a dual-function SCR catalyst. The dual-function SCR catalyst reduced NOx and also oxidized CO, similar to SCONOx, but by using traditional catalyst rather than specialized materials. Dual-function catalyst is an innovation that provides immense flexibility in HRSG design.
In traditional SCR systems, ammonia is oxidized into NOx when it comes in contact with the CO catalyst, therefore, ammonia must be injected downstream of the oxidation catalyst. This is usually accomplished with an ammonia injection grid. However, with dual-function catalyst, the CO portion of the catalyst does not oxidize ammonia and can therefore be co-located with the SCR catalyst in the same reactor chamber.
For Redding Power Plant, this allowed for a change of catalyst technology without the cost of modifying the HRSG ductwork. This configuration also reduced backpressure because there is only one catalyst reactor rather than two.
“The dual-function catalyst allows for direct injection of reduction reagent because the oxidation catalyst will not oxidize the chemical,” said Eric Halpenny, power plant maintenance supervisor with REU. “Direct injection involves spraying ammonia at the transition between the turbine and the HRSG, rather than through a complex injection grid near the catalyst face. This method allows for a simple injection system because it employs the mixing benefit of turbulence from the turbine and the longer residence time between the turbine exhaust and the catalyst surface.”
In Redding’s direct-injection system, urea is used instead of ammonia, eliminating the need for an external ammonia vaporization skid. Urea thermally decomposes rapidly into ammonia above approximately 600F. Urea cannot be injected through a traditional injection grid because the HRSG temperature is too low at that location to effectively generate ammonia, but injection at the turbine exhaust, where the temperature is generally above 1000F, allows for almost instantaneous ammonia generation. Furthermore, urea poses no health hazard as a liquid, and thus storage does not increase the safety risks at the site.
From a financial perspective, urea is a low-cost product that is readily available. The Redding Power Plant uses 32.5% urea by weight, which is the same as common diesel exhaust fluid. Even when combined with the regular catalyst replacement costs of the dual-function catalyst and O&M costs, the dual-function SCR system reduced Redding Power Plant’s costs significantly compared to the previous SCONOx system.
The total annual cost of owning the dual-function SCR system for both Units 5 and 6 is approximately $150,000 annually, representing a savings compared to the SCONOx system of approximately $1.05 million per year. The installation cost for the dual-function SCR system with urea direct injection was approximately $4.6 million dollars. However, the SCONOx system used a significant amount of platinum as its catalyst material, making it an expensive product. About $2.1 million was reclaimed by recycling the platinum from the SCONOx catalysts, thereby reducing the net investment for the new system to $2.5 million.
“The payback period for the project was 28 months,” Halpenny said. “Additional benefits of the project included reducing catalyst replacement costs by 90%, reducing operations and maintenance costs by 80%, and increasing overall plant efficiency by 4%.”
Other Successful Projects
In CTOTF’s environmental stewardship category, West Deptford Energy was recognized for its use of automation technology to reduce chemical usage and lower costs in its wastewater treatment processes. Orlando Cogen received the maintenance excellence award for utilizing a wireless remote condition monitoring system for plant applications. And in the safety process excellence category, Rumford Power won for operational safety enhancements and noise reductions achieved through control room acoustic improvements.
POWER would like to congratulate all of the awardees. Well done! ■
—Aaron Larson is POWER’s executive editor. Bruce Willard of Klamath Energy and Eric Halpenny, PE of REU contributed to this article.