Turbine inlet fogging has been in use now for 20 years in combustion turbine plants. It is an obvious choice for boosting power in hot, dry areas such as Nevada or Arizona, where plants have long used fogging, but it has also proven effective in many other climates.
Several plants in hot, tropical regions have also used the technique. Florida Power & Light has fogging installed at its Turkey Point plant on the Atlantic shore south of Miami. In 2002, India’s Reliance Industries Ltd. started using fogging on one of the Frame 6s at a cogen facility near Surat, a city with a tropical monsoon climate, and followed up with fogging on four other Frame 6s. Though they don’t run during the monsoon season, during the months that they are used, the fogging systems provide an 8% to 10% power boost.
Fogging has also proven successful in mild humid climates. Along the Southern California coast, two cogen facilities, Harbor Cogen and Watson Cogen, have been using fogging since the 1990s, adapting the use to meet their specific needs. Both are located near the Los Angeles/Long Beach Harbor, where temperatures range from average August afternoon highs of 79F to January nighttime average lows of 46F. But, although they are located within a few miles of each other and both are running combined cycle Frame 7s, their use of fogging is very different: Watson runs it every day, whereas Harbor only uses it during the summer.
Continuous Improvement
The Watson Cogeneration Plant in Carson, Calif., is one of the largest cogeneration facilities in the western U.S. A joint venture of Edison Mission Energy (49%) and BP (51%), the primary purpose of the plant is to provide a reliable source of high-pressure steam to BP’s 275,000-barrel-per-day Carson Refinery. In addition, Watson Cogen, which sits on 21.7 acres next to the refinery, supplies electricity to the refinery and the grid. Edison receives a minimum of 260 MW, and about 90 MW of electricity goes to the refinery.
The plant consists of four natural gas–fired GE Frame 7EA turbines rated at 84.5 MW each, each with a duct-fired heat recovery steam generator (HRSG) and two Dresser Rand steam turbine generator sets. The HRSGs generate both high- and medium-pressure steam. Originally, the high-pressure steam was split evenly between the steam turbines and the plant, but that is no longer the case.
“As the BP refinery grows, it requires more steam for the processes,” says principal engineer Steve Ingistov. “We have two steam turbine generators, but the refinery is taking so much of the steam we are generating that sometimes we shut down one steamer.”
Though Watson Cogen has a permit pending for installation of a fifth combined cycle gas turbine to help meet growing demand, the plant also finds ways to get the most out of its existing equipment. Ingistov, an ASME Fellow with numerous patents to his name, continually works to improve the performance and reliability of the plant and regularly shares the results of his research at ASME’s annual TurboExpo.
For example, in 2000, he installed a custom-designed and -built interstage compressor washing system that injects up to 2 gallons of water per minute at up to 500 psi between the stator blades of three of the compressor stages. This action cut the power losses due to compressor fouling by more than half and doubled the time between offline compressor washes.
Later, to keep the blades from getting dirty in the first place, he redesigned the labyrinth seal and installed a nonmetallic brush seal on bearing No. 1 in order to minimize the leakage of oil into the compressor, which coats the blades and causes particles to stick. Between these two actions, he avoided a loss of up to 6 MW per turbine. He also managed to get an additional 8 MW out of each of the steam turbines by using new blades, boosting their output from 33 MW to 41 MW.
All told, through a series of steps, he helped to increase the plant’s output from its initial rating of 385 MW to 420 MW.
Daily Operation
One of the key actions Ingistov has taken is to maximize the amount of inlet cooling. And, although most plants choose between using a chiller, an evaporative cooler, or a fogging system, Watson Cogen used both evaporative coolers and foggers. Even so, Ingistov continued to look for ways to improve the performance of the plant.
First, 240 gpm evaporative coolers were installed; however, at that flow rate, water droplets were being carried by the inlet air past the inlet air filter and impacting the compressor blades. The fix was to reduce the flow rate to 150 gpm. This fixed the droplet issue but lowered the cooling, so in 1998, Watson installed a Mee Industries fogging system on each turbine to work in tandem with the evaporative coolers.
“An evaporative cooler is a crude device in comparison to a fogging system,” says Ingistov. “Evaps are simple and reliable, but especially when the air is cool and there is high relative humidity, evaporative cooling is doing next to nothing, but fogging is still efficient.”
Instead of going with the standard Mee package, Watson Cogen ordered a custom system, which included advanced instrumentation, a pressure vessel, and a submicron filter for the water. The plant uses reclaimed water from a local municipal district. Although Mee had recommended using demineralized water for the fogging system, Watson decided to just filter the water. This turned out to be a problem.
“Because we did not have the right water, the water was plugging the nozzle filters and the pumps were running against a dead end,” says Ingistov. “Once we changed to clean water, as Mee suggested from day one, it reduced maintenance problems by 90%.”
Initially, the nozzles were installed upstream of the silencers, but he found that the fog washed off the dirt that had collected on the silencers and carried it into the compressor, where it fouled the blades, so they were subsequently moved downstream of the silencers.
“Our biggest enemy now is the trash screen, which is about 10 to 15 feet upstream of the compressor inlet,” says Ingistov. “In that position, it minimizes foreign object damage, but when fog strikes the screen, the fine particles agglomerate and, when heavy enough, fall down and are carried by the air stream.”
Those large particles can produce a mild erosion of the leading edge of the first-stage compressor blades. Rather than removing the trash screen, Watson Cogen installed applied an erosion-resistant coating to the leading edge of the first-stage blades.
“We have been doing that for years, and we are significantly arresting the erosion losses,” says Ingistov.
Only When It Is Hot
Ingistov aggressively manages his fogging system to get the greatest output from his generators. The turbines operate 8,000 hours per year, and he uses fog whenever the temperatures are above 60F, producing an extra 2.5 MW per turbine.
But not everyone needs to maximize the efficiency and output. Harbor Cogen, which in 1992 was one of the first power plants to use fogging, only uses it on hot summer days. The plant has a GE Frame 7 combined cycle system, but it is no longer used as a cogen plant. Instead, the once-through boiler that was used for cogen is used to provide steam to a pair of 10-MW steam turbines, and the plant sells all its power to Edison and the California Independent System Operator. The plant mainly operates during the summer months. Plant Supervisor Ron Hoffard says that at one point they used fogging to augment the online water wash (OLWW) system but have stopped doing OLWW because of the wear on the blades.
“We have no need to meet a contract commitment like we used to,” he says. “If we are shy half a megawatt, we just live with it. It is not worth the wear.”
There is no chance, however, of water droplets from the fogger damaging the blades, because the nozzles were installed upstream of the air filter. Any water droplets are caught on the fiberglass prefilter media, which then acts as a swamp cooler.
“Back when we installed the fogging system, everyone was still paranoid about putting spray nozzles inside the inlet plenums,” says Hoffard. “If we had to do it over, we would have the nozzles inside the inlet plenum.”
Because it doesn’t need fine control over the fog, Harbor Cogen disabled the automatic temperature and humidity control system and just turns it on and off manually, as needed.
“We don’t need them cycling on and off for different ambient temperatures and humidities,” says Hoffard. “In the summer, it doesn’t matter what the humidity is; if it is hot, we will use it. On the occasions that we do use it, we get a 4- to 5-MW boost out of it.”
Eliminating Evaps
As Ingistov continues to research ways to improve his inlet cooling, the latest step is to completely eliminate the evaporative coolers.
“There is a lot we have learned since 1998,” he says. “We first went through a learning curve, then an evolutionary phase. Now we are in a revolutionary phase in getting rid of the evaporative coolers.”
Although the evaporative coolers do lower the air temperature, they also produce some drop in the air velocity. “It might just be a fraction of an inch, but it is still there, and if the media is dirty the Delta-P (pressure) goes up” says Ingistov.
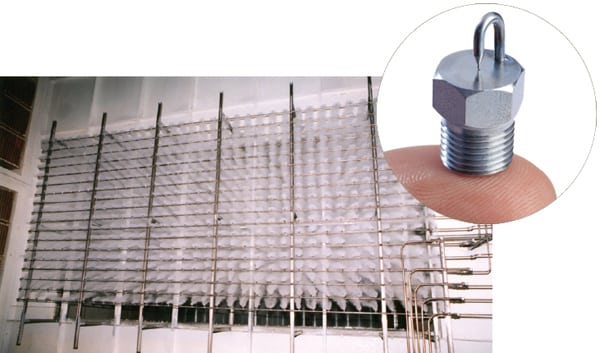
Though there are ways to model and calculate efficiency, nothing compares with real-world measurements. Because Watson Cogen had four identical machines running continuously on site, it could conduct its own controlled experiment. In October 2010, Watson Cogen removed the evaporative cooler and existing fogging array from Unit 4, replaced them with 600 new fogging nozzles (20 foglines with 30 nozzles each), and then compared the performance over the following months. The efficiency and output of the units varied during the day and over the months, depending on ambient conditions. On an unusually hot April day when the temperature approached 90F, Unit 4 started out as the leader in the morning, but as the day progressed, the units with the evaps surpassed it. However, there are few such days in Carson.
“Today the weather is the opposite, and Unit 4 without the evap is doing the best,” says Ingistov. “What this means is that when it is relatively cool and the relative humidity is high, the evap cooler does next to nothing, while fog does very well.”
—Contributed by Joe Zwers, a freelance writer from Glendale, Calif., specializing in engineering and technology.