SYSTEM RELIABILITY
The compliance clock is ticking
Now that the Federal Energy Regulatory Commission (FERC) has approved 82 of the initial set of 87 mandatory system reliability standards developed by the North American Electric Reliability Council (NERC) as America’s first electric reliability organization, it is urgent that company compliance offers get their programs in place and in gear.
The Energy Policy Act of 2005 empowered FERC to enforce the standards by financial penalties or other "mitigations." All indications are that enforcement will begin on or around June 1, 2007. In its comments to FERC’s October 30, 2006, Notice of Proposed Rulemaking on the subject, NERC proposed a "validation period" of six months to follow the onset of enforcement. During this period, regional reliability organizations (RROs) would be free to show lenience in assessing fines, except in cases of egregious or negligent behavior. That makes sense, because fines may not be a big enough reliability stick: for many compliance officers, financial penalties are far less troubling than being publicly identified as rule violators.
Time to wake up
Over the next few months, it is critical for everyone responsible for reliability to prepare for the bright light of assessment that’s about to shine on them. For power companies, there are both risks and opportunities inherent in standards compliance. The risks are financial loss, public scrutiny, and bad publicity for noncompliance. The opportunities are to demonstrate operational and organizational readiness to meet mandatory reliability standards, to actually comply with them, and to demonstrate that their generating assets are no threat to the integrity of the grid to which they are attached.
For compliance officers of bulk power system users, the point of engagement for reliability compliance will be their RRO. The vehicles of engagement will be self-certifications, data reporting, demonstrated procedures, self-reporting, audits, and investigations of "trigger events." It will take considerable effort by the companies’ legal, regulatory, engineering, and operations groups to set up and manage ongoing reporting mechanisms.
Much has been said about the potential "million dollars per day" penalty for a substantial violation. Not all entities will be exposed to such risks. However, although the prospects of maximum fines may seem remote on paper, they may not be as rare as anticipated if companies fail to take mandatory reliability seriously and step up to the plate unprepared. Be aware that punitive mitigations could include bans on participating in wholesale markets for a certain period of time. Accordingly, a company sent to this penalty box could stand to lose several million dollars per day in revenues—in addition to fines—were prices to peak while it is sidelined.
Alarming consequences
It is not too late to begin preparations for compliance activities, but it is getting close to being too late for some—and you know who you are. Some organizations have been ready for months, or even years, to comply with mandatory reliability rules. Others seem to have heard nothing about them, despite widespread media coverage and regulatory notifications. As always, ignorance of the law is no excuse for violating it. And ignoring reliability standards is particularly risky because they carry the weight of federal law. Indeed, violating reliability standards might be considered criminal activity.
—By Jim Stanton, POWER contributing editor and project manager at ICF International. He can be reached at 713-445-2000 or jstanton@icfi.com.
LOGISTICS
First-class maintenance in a developing country
Colombia, the third-most populous country in Latin America, gets 76% of its electricity from hydro plants. Because hydroelectricity production depends on rainfall, thermal plants fueled by coal and natural gas are used to fill shortfalls in supply during the dry season and times of drought.
Isagen S.A.E.S.P., based in Medellín, and Gensa S.A., based in Manizales, are two of Colombia’s larger utilities, and they have a similar mix of hydro and thermal generating assets. For both companies, the overriding objective of plant maintenance is to ensure that gas- and coal-fired units can be started up quickly as soon as hydro plants can no longer meet demand, and that they remain on-line with minimal downtime. Often, that task is complicated by fuel transportation and maintenance support issues. Isagen’s gas-fired Termocentro gas-fired combined-cycle plant in Puerto Berrío and Gensa’s coal-fired Termopaipa plant in Paipa illustrate the challenges facing managers of Colombian thermal plants.
Location, location, location
Colombia has a limited number of railroad lines, and most are narrow-gauge. Their age is another problem: Only about 60% of existing track is usable. Although Colombia is blessed with many rivers (on which sit three hydro plants of more than 1,000-MW capacity), most are not navigable by barges. This is a major problem for plants such as Termopaipa, whose coal must be delivered by truck.
The availability of spare parts also is limited by transportation constraints, as well as by the reluctance of some equipment vendors to provide support services in remote areas of the country. Some of those remote areas are hotspots of the 35-year-old guerrilla war against the government by Fuerzas Armadas Revolucionarias de Colombia (FARC). As a result, extreme security measures must be taken at a number of power plants. At Termopaipa, for example, armed guards are posted at the plant entrance. At Termocentro, there are double fences with patrolling guards and guard dogs, and there is even a military detachment and barracks on the grounds of the plant.
The need for maintenance has been made more urgent by Colombia’s increased attention to environmental protection. Most coal-fired plants in Colombia, like Termopaipa (Figure 1), were built in the 1960s and reflect best environmental designs and practices of that era. Since then, national air pollution standards have become much stricter. To comply with them, coal-fired plants have had to install control devices such as electrostatic precipitators and pay closer attention to efficient O&M of all equipment.

1. Colombian combined-cycle. Isagen’s 2 x 1 gas-fired Termocentro power plant must start up quickly when hydroelectric power supplies dip. Courtesy: Tetra Engineering Inc.
Due to the issues mentioned, more Colombian plant managers are using predictive maintenance strategies and tactics to improve reliability and availability. A key to this approach is the baselining and condition assessment of major plant components. At Termocentro, these two steps were recently taken to determine the state of the plant’s two heat-recovery steam generators (HRSGs). As part of this effort, the tubing and drums of each unit were inspected and evaluated. Armed with the results, Isagen will be able to answer important questions such as: how often to do a borescope inspection of attemperator lines, where to look for flow-accelerated corrosion damage, and what to do about it.
Plant details
The Termocentro plant, rated at 300 MW, is powered by two Siemens Westinghouse W501D combustion turbines (burning low-sulfur natural gas without supplementary firing) and one GE steam turbine-generator, in a 2 x 1 configuration. The combustion turbines are served by two identical, horizontal, double-pressure HRSGs (with no reheat) designed and manufactured by Hanjung (now part of Doosan Heavy Industries & Construction Co., Ltd.). The plant is not equipped with a selective catalytic reduction system.
Each HRSG extracts energy from its combustion turbine’s exhaust gas (at 1,004F) to produce 317,000 lb/hr of 1,350-psig steam and 71,400 lb/hr of 185-psig steam. A desuperheating spray system between the high-pressure/high-temperature superheater and the high-pressure/intermediate-pressure superheater stages controls temperature in the high-pressure steam loops.
Termocentro Puerto Berrio was built as a simple-cycle plant but converted to combined-cycle operation in November 2000. Since then, it has been cycled lightly (daily, every few days, or weekly) for no more than a few months per year. Under the terms of Termocentro’s contract with one of Colombia’s two transmission grid operators, it must be ready to start up on short notice from lay-up any time during the rest of the year.
Assessing asset longevity
As Isagen converts its assessments of Termocentro’s HRSGs into a predictive maintenance plan, Gensa is focusing on determining whether to repair, refurbish, or replace the assets at its aging coal-fired stations. The utility has just completed a "remaining life" assessment, inspection, and analysis of the boiler at its Termopaipa plant.
The coal-fired boiler powering the 165-MW Unit 1 of the Termopaipa facility (Figure 2) was designed by Stein & Roubaix in 1957 using the design techniques of Combustion Engineering and (presumably) the latest ASME Boiler & Pressure Vessel Code.
As inputs, the recent remaining-life analysis used data from a detailed boiler inspection of August 2006, plant design details, and historical plant operating records. Unlike Termocentro, Termopaipa operates every month, but only for a few hours, so most start-ups are cold.

2. Live long and prosper. Gensa recently assessed the remaining life of pressure parts in the coal-fired boiler powering Unit 1 of its Termopaipa plant. Courtesy: Tetra Engineering Inc.
The first part of the analysis concentrated on identifying the key damage mechanisms that might affect boiler components under pressure: waterwall tubing, economizer tubing, superheater tubing, and high- and low-temperature headers. Probabilities of these mechanisms occurring were then calculated and extrapolated into predictions of the components’ remaining useful life. With these equipment "actuarial tables" in hand, plant staff are now making the transition to a more predictive mode of boiler maintenance.
—Contributed by Dr. Frank J. Berté, president of Tetra Engineering Inc.; José Sandoval of Tekna S.A. (Tetra’s local agent); and Alejandro Carrillo of Gensa S.A. Dr. Berté can be reached at 978-589-0992 or frank.berte@tetra-eng.com.
AIR HEATER MAINTENANCE
Bypass losses squander big bucks
Many fossil plant engineers are unaware of the extent of their air heater performance problems or the revenues lost by failing to eliminate excessive gas bypass. Air heater leakage of 20% is not uncommon, and in some extreme cases a level of 40% has been measured. The impact on plant operations of air heater leakage is often grossly underestimated. It adversely affects the performance of the boiler and pollution control equipment, increases plant heat rate, and can constrain plant output during peak loads. These effects increase maintenance and fuel costs, put the plant owner at risk of paying noncompliance fees, and reduce revenue from power sales.
The biggest adverse impact of air heater leakage is on boiler fans. Fan motors are one of the largest electricity users in the plant, and air heater seal leakage can account for as much as 25% of total fan horsepower. Any plant engineer would jump at the chance to reduce fan power consumption by 25%. Surprisingly, that can be accomplished simply and inexpensively, by installing new air heater seals.
Seal the deal
Regenerative air heaters capture the heat in boiler exhaust gases by passing those gases through heat-absorbing metallic elements. The elements slowly rotate and alternately contact the hot gases and the cool inlet air from boiler fans. The captured waste heat is released into the inlet air, preheating it just before it enters the boiler (Figure 3).
3. Around the edges. Typical temperatures in a regenerative air heater. Source: Paragon Airheater Technologies
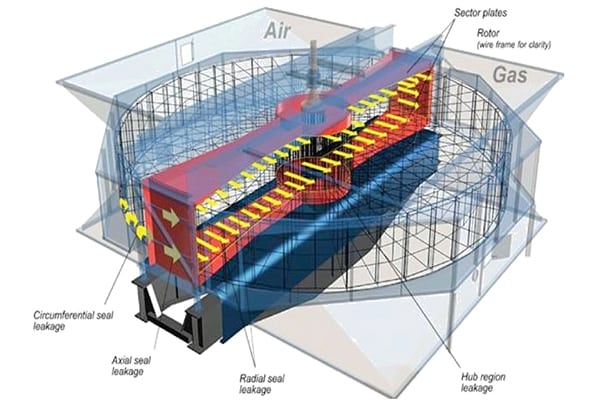
Sealing these types of heaters is extremely difficult due to their large diameter (up to 60 feet) and the large temperature difference between the hot and cold sides (about 400F), which produces dynamic thermal distortion of the rotor. The outer edge of a large hot air heater typically distorts by 2 inches or more (compared with the cold condition), providing a large gap through which plenty of air can escape.
Figure 4 shows common leakage paths for typical air heaters. Paths A and B illustrate radial leakage between the sector plates and the basketed element on the cold and hot sides, respectively. Radial leakage raises required boiler fan horsepower because it does not contribute to combustion, yet it still must be moved. Paths C and D show circumferential leakage, in which air leaks past the outside of the rotor and thus either fails to be preheated (path C) or fails to transfer its heat to the air heater (path D). Circumferential leakage does not increase fan horsepower because it still makes its way to the boiler. However, circumferential leakage does adversely impact heat transfer and boiler heat rate.

4. Down the drain. The sum of radial and circumferential leakage in air heaters typically exceeds 25%. Radial leakage can reach up to 350 feet/second. Source: Paragon Airheater Technologies
Quantify the losses
The amount by which radial leakage (paths A and B) can be reduced is directly proportional to avoided fan horsepower and, hence, reduced electricity consumption. Because fans primarily move a volume of air, the horsepower/volume relationship for the boiler fan is relevant. Although the slope of this fan curve is typically about 1.0 at the fan’s design operating point, the slope can easily increase to 2.5 or more as the fan’s operating point approaches maximum volume. This means that for every 1% reduction in radial air leakage, 1% less air must be moved by the boiler’s forced-draft or induced-draft fans. This, in turn, translates into a 1% to 2.5% reduction in required fan horsepower (Figure 5).
5. Power hog. Power consumption of different classes of power plant fans as a percentage of air flow. Source: Paragon Airheater Technologies
A real-world example illustrates the magnitude of electricity (and cost) savings possible. It assumes the following:
- Initial radial leakage rate: 16% of airflow.
- Radial leakage rate after installation of more-effective air heater seals: 9%.
- Net reduction of radial seal leakage: 7%.
- Plant output: 500 MW.
- Plant heat rate: 10,500 Btu/kWh (net).
- Total installed fan hp: 16,000 hp.
- Fuel cost (coal): $2/mmBtu.
Assuming a fan curve slope of 1.5, a 7% reduction in air volume translates into a fan horsepower reduction of 1,680 hp, or 1,253 kW. At the assumed heat rate of 10,500 Btu/kWh, the reduction in air leakage would produce a fuel savings of 13.2 mmBtu/hr. At the assumed fuel cost of $2/mmBtu, the fuel cost savings would be $26.40/hr. If its capacity factor were 75%, a plant would reduce its annual fuel bill by $173,500. In other words, $173,500 less fuel would be needed to power the fans simply by reducing radial leakage in the air heater.
Capacity enhancement
The previous example describes only one type of benefit of reducing air heater leakage. The North American Electric Reliability Council (NERC) and others continue to project generating capacity shortfalls in some parts of North America. Each capacity shortfall increases the value of incremental generating capacity during peak periods, such as on hot summer days.
However, many fossil-fired power plants are capacity-constrained during these periods. The reason is that air expands and becomes less dense in warm weather. As a result, fans must move a greater volume of air in warm weather to provide the same amount of air mass as in cooler weather. Lack of fan capacity is the reason why many generating units are capacity-limited during warm weather. This problem becomes more evident when plants add or upgrade pollution control equipment such as a selective catalytic reduction system, electrostatic precipitator, and/or baghouse, each of which increases loads on the fans.
Because the price of power tracks demand, revenue forfeited from lost or reduced power sales due to fan capacity limitations can be significant. In some cases, when power producers sell power on the spot market, the power sold during peak periods over two months of the year can represent a large percentage of total annual revenue. If a power producer is committed to a fixed contract and is unable to generate promised power during unusually hot weather, the producer may need to purchase power at a high price (potentially as much as $1,000/MWh) to fulfill its contractual obligation.
In many cases, hot weather capacity losses can be eliminated by reducing air heater leakage. Assuming 250 hours per year of fan limitations, an average load reduction of 10 MW, and a sale price for power during the limitation of $250/MWh, the potential revenue loss is $625,000 per year.
Despite these adverse effects and lost opportunities, most power producers continue to use air heater seal technology that has not appreciably changed for decades. Traditional air heater seals are little more than strips of thin-gauge steel, which cannot seal tightly and are often blown open or damaged by high differential pressures. In contrast, today’s high-performance air heater seals have proven capable of reducing air heater leakage by 50% or more, compared with standard seals.
Some newer seals use a bellows to produce a spring force that keeps the seal in contact with its mating surface (the sector plate) over a wide range of differential pressures and rotor turndowns. Others, called interlocking circumferential seals, are used on the perimeter of the air heater’s rotor. They reduce bypass leakage, and their structure is designed to resist the type of damage suffered by standard seals during rotor turndown.
—Contributed by John Guffre, chief research scientist of Paragon Airheater Technologies. He can be reached at 888-488-3100 or jguffre@paragonairheater.com.
PLANT MANAGEMENT
Revised operating procedures
Many plant managers pride themselves on how smoothly things are running when the station is up at full load and all conditions are at steady state. They beam at how the operators alertly man their stations, how the mechanics go about their lubrication tasks, and how even routine reports are efficiently administered.
However, the plant managers’ joy is analogous to that of the motorcyclist who thinks he’s a skilled rider because he looks good in his leathers as he’s cruising down a straightaway. How skilled he really is will be determined by how he handles the unseen potholes, the sudden curves, and the out-of-control pickup truck careening his way.
Similarly, it’s how the power plant crew handles transient and upset conditions that differentiates the well-run from the poorly run facility. A plant manager prepares the crew for unexpected events by developing and enforcing the use of operating procedures for all start-up, shutdown, and emergency situations. Developing the procedures is the easy part; getting people to use them day in and day out is much tougher (see box).
A classic illustration of the importance of sticking to operating procedures occurred not too long ago at a nuclear plant in the U.S. Northwest. A control room supervisor opened a bypass valve on the reactor-water cleanup system to help control reactor-vessel level. The supervisor knew that opening the valve violated the written procedure, but he also knew he could open it 4%, which would help control level, before the "open" indicator light came on. According to the NRC’s investigating team, the supervisor cracked open the valve, keeping the indicator light off, and then said, "See, it’s not open."
Such disregard for operating procedures often is caused either by the procedures themselves or the process by which they’re developed. For example, many operators dislike using procedures written by outsiders. They will deliberately ignore instructions that insult their intelligence and will stubbornly refuse to follow procedures that they believe are inaccurate.
Who can blame the operators? Those slick, hard-bound manuals provided by vendors or contracted technical writers are usually full of errors, ambiguities, and omissions—not because the outsiders are stupid but because they compile the manuals in a vacuum. The writers are isolated in time and space from the one thing that matters most—your power plant. They have no personal relationship with the switches, valves, and shafts. But your operators and maintenance technicians do. They understand these components; they know where they are and how they function; and they care about them.
Recently, many utilities have "turned Japanese" about their operating procedures by allowing workers to fix them so they get the job done the right way—not the way some manager wants it done. One Pennsylvania-based utility formed a "maintenance council" of craft workers from two of its stations and engineers from its corporate headquarters to study its 2,600 written procedures. The council found that 1,200 of the procedures could be deleted as useless and that another 1,000 could be consolidated down to 460.
The council then established a four-way team to jointly work through the rewriting process:
- The sponsors were managers, responsible for making resources available.
- The authors were engineers, charged with reducing technical information to the minimum necessary, while still maintaining accuracy.
- The writers streamlined the wording by as much as 35%.
- The owners were craft workers, who ensured that the final product was workable and user-friendly.
When the council first met, the invited members were, understandably, highly skeptical that anything useful would come of the initiative. But once the process started rolling, participants began to see real progress being made, and they became believers. As a result of the program, operating procedure violations have been "almost wiped out," according to the utility, because the craft workers have pride of ownership. Because they wrote the procedures, they believe in following them. The utility is realizing impressive cost savings, too, thanks to the streamlined O&M processes.
—POWER editors