Controlling combustion in fossil fuel power plants in order to control the emission of pollutants sometimes has adverse effects on plant equipment, including certain metals. To understand how to address the problem, it helps to understand how it develops.
The emission of nitrogen oxides, generally referenced as NOx (NO or NO2), has several adverse effects on human health and on the environment, including the formation of acid rain and ozone. Consequently, the Clean Air Act amendments require power plants to control NOx before releasing combustion gases into the atmosphere.
NOx is usually divided into three groups in the combustion process—fuel NOx, thermal NOx, and prompt NOx. Thermal NOx is highly dependent on temperature, and is the most relevant source when burning fossil fuels. It typically forms at about 2,900F. Thermal NOx refers to NOx formed through high-temperature oxidation of the nitrogen found in combustion air. The formation rate is primarily a function of temperature and the residence time of nitrogen at that temperature. Fuel NOx forms when burning nitrogen-bearing fuels, such as coal and oil. The contribution of prompt NOx, which forms when atmospheric nitrogen reacts with radicals derived from the fuel, is normally considered negligible.
NOx Control Strategies
There are several strategies used in controlling the NOx emissions in fossil fuel–fired units during and after combustion processes. Staged combustion with or without overfire air (OFA) and/or secondary overfire air (SOFA) is a widely used and proven technology, which reduces emissions during the combustion process. The idea behind staged combustion is to limit the amount of excess air (oxygen) in the air-fuel mixture so that the amount of free oxygen, which ties up with nitrogen during combustion, is limited. In this process, the peak temperatures are also reduced, resulting in further NOx reduction.
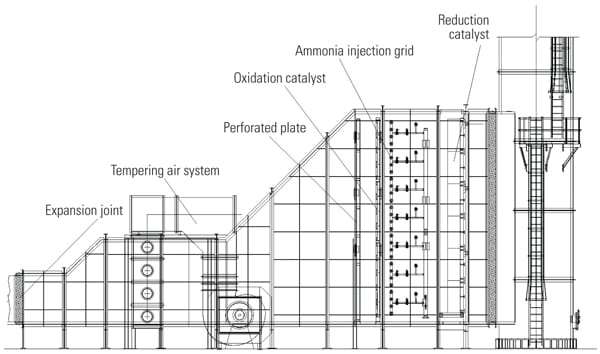
Urea or ammonia is injected into the flue gas stream as a post-combustion emission control in selective catalytic reduction (SCR) and selective non-catalytic reduction (SNCR). These chemicals react with NOx to produce elemental nitrogen and water vapor.
Secondary Combustion Issues
There are several adverse effects on pressure parts when staged combustion is utilized. Boiler internals are highly susceptible to corrosion in an oxygen-starved combustion environment. The reducing conditions formed during staged combustion promote the formation of hydrogen sulfides and porous metallic sulfides on the pressure parts. Sulfide scales are more porous and less protective than oxides. Reducing conditions also promote carburization of T91 and stainless steel, resulting in loss of corrosion/oxidation resistance.
The addition of OFA and SOFA likely promotes flame impingement and secondary combustion issues, resulting in localized overheating troubles and higher furnace exit gas temperature (FEGT). The rise in FEGT may lead to several problems, such as plugging of vertical pendants with ash deposits, hot ash corrosion, sagging and bowing of pendants, overtempering of creep-strength-enhanced ferritic (CSEF) steels, or reducing creep life of the superheater/reheater tubes and dissimilar-metal welds (DMWs).
In pressure parts, a DMW is a metallurgical joint between the austenitic steels and ferritic steels (Figure 1). DMWs are frequently used in high-temperature superheat and reheat circuits due to the material transitions. The DMW is one of several locations subjected to creep fatigue damage. The finite life of a DMW is further reduced with increasing FEGTs. Although creep life is a function of time, temperature, and stress, temperature plays a major role in the remaining creep life.
 |
| 1. Failure in the heat-affected zone. Dissimilar-metal welds, such as between austenitic steels and ferritic steels, can fail due to creep fatigue damage. Courtesy: David N. French Metallurgists |
Modern plants are fabricated with CSEF steels because of their superior properties over their ancestor grades, such as T22 and T11, but metal temperatures above about 1,200F lead to overtempering and loss of creep strength in CSEFs. Higher FEGTs may cause over tempering in CSEF steels, resulting in premature failures.
Fireside corrosion increases with higher superheater and reheater temperatures. Fireside corrosion is also referred to as hot ash corrosion. The low-melting species, which form on the tube surface, dissolve the protective oxides, resulting in severe tube wastage. High temperatures (about 1,000F) in the superheater/reheater favor the formation of these low-melting compounds. In coal-fired units, the corrosion rate continues to increase as the temperature increases (up to about 1,250F). The secondary combustion also increases the tube metal temperatures, promoting hot ash corrosion.
The typical microstructure of carbon steel is ferrite and pearlite. In carbon or carbon-molybdenum steels, the iron carbides are unstable when exposed to temperatures beyond 800F for a prolonged period and therefore decompose into ferrite and graphite. Carbon diffuses from pearlite to form graphite particles. These graphite particles reduce the strength of the steel and make the material susceptible to brittle failures (Figure 2).
 |
| 2. High temperatures can change the microstructure. Chain graphitization in carbon-molybdenum steel can reduce material strength and result in brittle failure, as seen in this reheater tube. Courtesy: David N. French Metallurgists |
These materials are typically used in primary superheaters, where the temperatures are expected to be below 800F. However, it is likely that secondary combustion pushes the temperature in those regions beyond the sweet spot, causing premature failures. An operating temperature of 50F beyond the design temperature reduces the creep life significantly
Solutions
Several solutions can help mitigate this problem.
It is evident that secondary combustion causes several issues in the waterwalls as well as in the superheat/reheat circuits. Inconel overlays, specifically Inconel 622, provide satisfactory life on waterwalls, resulting in reduced tube wastage.
Better mixing of coal and increasing coal fineness reduce carbon carryover, which minimizes the secondary combustion issues. According to the modern standards in coal-fired units, the following coal fineness is required: at least 75% of weight should pass through Sieve #200 (0.0029-in. opening) and up to 0.2% of weight may remain in Sieve #50 (0.0117 in.). Coarse coal tends to increase carbon carryover and loss on ignition (LOI). Reducing the coal particle size increases the surface area to mass ratio, effectively making the coal more reactive. Consequently, improved coal fineness will improve a plant’s efficiency as well as reduce emissions.
Another option is relocating the DMW joints to a position where they are exposed to lower temperatures. Also, the use of DMWs made with nickel-based filler metal (P87 or Inconel) is recommended, specifically in CSEFs. Nickel-based filler metal compromises the differences in thermal expansion between stainless steel and ferritic steel.
Sootblowers are often used heavily when higher FEGT exists. Therefore, sootblower retrofits and “intelligent” sootblowing systems may be adopted to increase efficiency and reliability.
Along with this long list of operational and maintenance strategies it may be necessary to consider material upgrades to mitigate long-term issues.
—Rama S. Koripelli, PhD (rkoripelli@davidnfrench.com) is technical director for David N. French Metallurgists.