Delayed startups and damage to plant equipment due to inadequate water cycle chemistry commissioning are thought to be major problems for half of all new generating units, as well as for older units that have been upgraded or had their operation or chemistry changed. Fortunately, most of these problems are avoidable. There’s no shortage of knowledge or experience related to water chemistry and corrosion. It’s the inability to access and apply the correct resources that usually causes problems.
During the commissioning of a plant, the risk of water chemistry–related delays is at its highest, while the ability to analyze and control water cycle chemistry is at its lowest level in the life of the unit. Typically, delays are the result of a lack of readiness of cycle chemistry–related equipment, an accumulation of corrosion products, the use of the wrong water treatment chemicals, and/or inattention to cycle chemistry and corrosion. Many water treatment–related problems can be avoided simply by taking the proper steps throughout the design, construction, and commissioning of the unit.
A proven way to reduce the incidence of cycle chemistry–related delays is to develop and implement cycle chemistry commissioning guidelines at new plants, at plants that have had major equipment upgrades, and at plants whose water chemistry or operating mode has been changed. An example of the latter is a plant that switches from baseload to cycling service. This article explains the topics such guidelines should address and includes a number of case histories that illustrate how implementation of cycle chemistry commissioning guidelines could have prevented problems and saved millions of dollars.
A Guide to the Guidelines
Cycle chemistry commissioning guidelines are a mix of action items and checklists for verifying that all cycle chemistry–related equipment is operational and in good condition, that personnel are properly trained, and that procedures are in place for sampling, analyzing, and controlling water cycle chemistry parameters. To be most effective, the guidelines must be customized for each plant as a function of its water cycle design and operating mode.
Cycle chemistry guidelines have two purposes: to avoid delays in commissioning a plant and to prevent short- and long-term cycle chemistry and corrosion problems. To achieve both goals, they must address all the steps that must be taken to ensure that all waterside and steamside equipment is as clean as possible, so the plant’s cycle chemistry can be brought within recommended limits quickly. Implementing the guidelines also ensures that water and steam sampling and analysis systems are prepared to do their job at the first fire.
Cycle chemistry guidelines are most effective when they include a cycle design review, address the materials selection process, and verify that the chemistry of plant water can be controlled by treatment and monitoring. Accordingly, putting together the guidelines requires the cooperation of the plant’s architect/engineer, owner, operator, and equipment suppliers.
Following is a list of topics that all cycle chemistry commissioning guidelines should include or address:
- A review of the plant’s water and steam cycle designs, including a review of the design of all water-related equipment. Issues and subjects that are typically addressed here include corrosion of various types, impurity transport, heat flux, and stresses.
- A set of plant-specific water chemistry control and management guidelines.
- Procedures for protecting equipment during manufacture, transport, storage, erection, and layup, and procedures for removing preservatives.
- Training of operators and chemists prior to plant commissioning.
- Operating and maintenance procedures and manuals.
- Scheduling inspections of cycle chemistry–related equipment.
- Pre-operational cleaning (acid, steam/air blow) and hydrotesting.
- Pre-steaming checks of the boiler, turbine, and condenser, as well as condensate polishing.
- Performance testing for steam purity/carryover, boiler hideout, iron transport, and the like.
- Water and steam sampling system design and operation.
- The plant’s cooling water system.
- Discharges and disposal of water treatment chemicals.
- The plant’s chemical laboratory.
- Safety issues.
- A water cycle commissioning schedule.
Each issue should have its own action items and a checklist of tasks to be signed off on at different times during the plant’s design, construction, and commissioning processes. Individual checklist items should be assigned either to the plant’s developer, contractor, or representatives of its owner, and the timing of the checks should be coordinated with the plant’s erection and commissioning schedule. Finally, plant management must take responsibility for ensuring that all pertinent checklist items are signed off before proceeding. Cycle chemistry guidelines should not be used as a substitute for other commissioning and operation documents.
Two of the listed topics are worth mentioning in greater detail:
- Design reviews. The purpose of the steam cycle design review is to establish the cycle’s basic characteristics. They should quantify its ability to transport and remove products of corrosion, its deaeration characteristics, the effects of condenser leaks and air inleakage, and the cycle’s ability to decompose and transport organics. The design review of water-related equipment should focus on concentration of impurities on component surfaces (such as boiler tubes and turbines) and on the effects of heat transfer and stress on corrosion, stress corrosion, and corrosion fatigue.
- Performance testing. This procedure should include an experimental determination of the cycle chemistry’s transport characteristics, in particular boiler carryover and steam purity, boiler hideout, deaeration, makeup and polisher performance, and iron transport. The testing may require intensive two-week monitoring of water and steam chemistry under anticipated operating conditions. Additional chemists and consultants may be needed. Performance testing need not be done during water cycle commissioning, but it should be done within the first two months of the plant’s normal operation.
A Case Study and a Summary of Problems
Many commissioning delays and later problems are the result of cycle chemistry–related problems that should have been detected and solved during water cycle commissioning. But there are just as many instances where implementation of cycle chemistry commissioning guidelines have prevented delays or nipped problems in the bud.
Consider, for example, how such guidelines—which were implemented from design through plant commissioning—facilitated the startup of an 800-MW, three-pressure, combined-cycle unit with a 1,920-psig high-pressure (HP) boiler, an air-cooled condenser, and a powdered resin condensate polisher. With the exception of its low-pressure (LP) boilers, where congruent phosphate treatment is employed, the unit uses all-volatile water treatment with ammonia and hydrazine. Pre-operational cleaning of the heat-recovery steam generator (HRSG) was via citric acid, and steam piping was cleaned using extensive air blowing. The commissioning of this unit, whose water and steam chemistry are summarized in Table 1, was not delayed by water chemistry–related problems because all of its cycle chemistry commissioning guidelines were met.
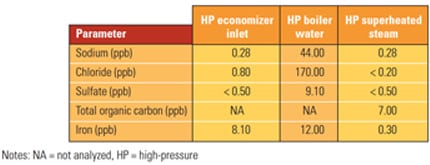
Table 1. Summary of water and steam chemistry during and after startup of a combined-cycle unit for which water chemistry commissioning guidelines were used. Source: Jonas Inc.
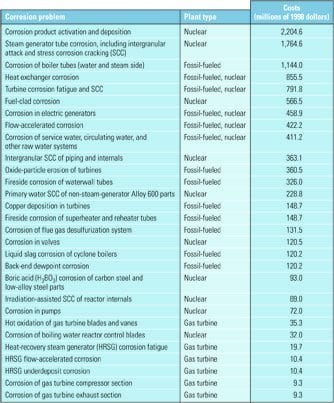
Obviously, not all plant owners have been implementing such guidelines. The consequences of failing to do so are detailed in Table 2, which lists 15 examples of commissioning-related problems experienced by combined-cycle and conventional fossil-fired units. Illustrations of selected problems are shown in Figures 1 through 5. Among the problems listed are:
- Cycle contamination because of undetected condenser leaks.
- Corrosion of equipment during unprotected storage.
- High cation conductivity of steam because of decomposition of organic water treatment chemicals.
- Poor performance of condensate polishers and subsequent turbine corrosion.
- High boiler carry-over, leading to turbine deposits and stress corrosion cracking.
- Flow-accelerated corrosion.
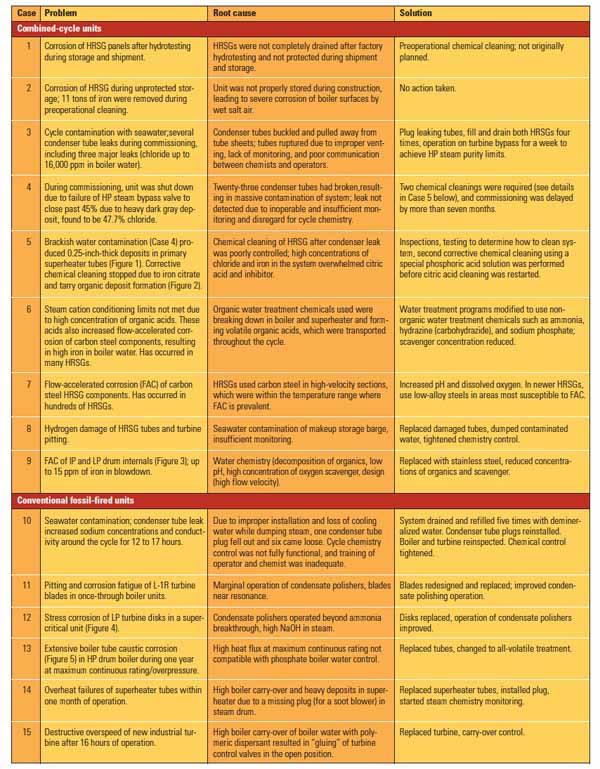
Table 2. Examples of problems experienced during commissioning. Source: Jonas Inc.

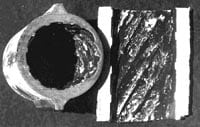
1. Heavy deposit in HP superheater tube after cycle contamination with brackish water. Courtesy: Jonas Inc.
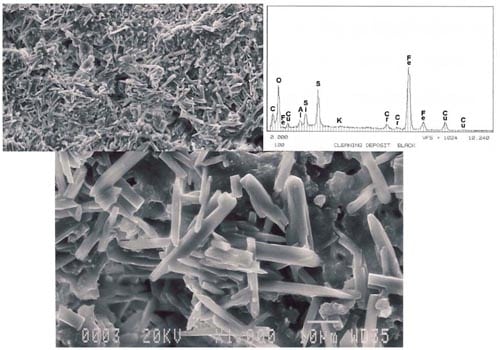
2. Scanning electron microscopy and elemental analysis of the black tarry deposit that formed after unsuccessful chemical cleaning. Courtesy: Jonas Inc.
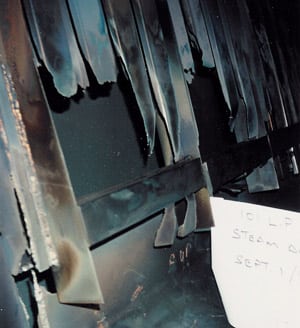
3. Flow-accelerated corrosion of carbon steel channel separators in the LP drum. Courtesy: Jonas Inc.
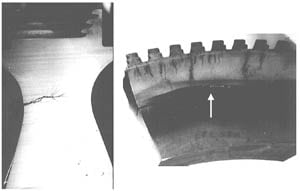
4. Severe stress corrosion cracking of an L-1 LP turbine disk caused by high concentration of sodium hydroxide in steam. Courtesy: Jonas Inc.
5. Corroded waterwall tube from a high-pressure drum boiler after one year operation at maximum continuous rating. Courtesy: Jonas Inc.
Nuclear Plants Are Not Exempt
Many U.S. pressurized water reactors (PWRs) have suffered severe corrosion damage during commissioning or their first few fuel cycles. In many cases, the damage has been caused by a combination of a poor design, wrong water chemistry guidelines, and/or cycle contamination by condenser leaks, air inleakage, or malfunctioning condensate polishers.
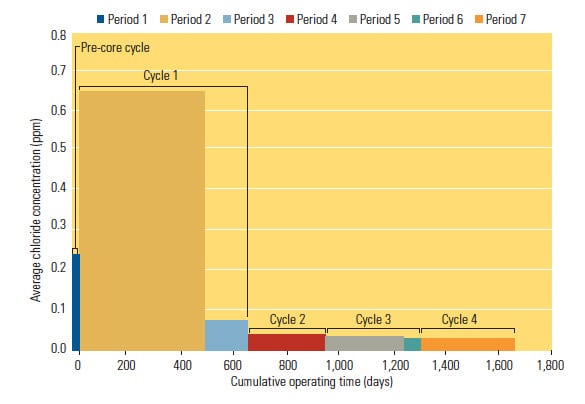
6. Chloride concentration in steam generator water throughout several fuel cycles of a pressurized water reactor. Courtesy: Jonas Inc.
The costly consequences of corrosion damage at nuclear plants have included dents in steam generator tubes that required a multi-million-dollar replacement of the generator; turbine stress corrosion cracking that necessitated replacement of an entire turbine or rotor; and flow-accelerated corrosion of feedwater and wet steam piping and turbine casings. Figure 6 is an example of steam generator water chemistry for a PWR unit using seawater condenser cooling. It illustrates the degree of noncompliance with specified chloride limits during early operation.
This article was originally published in the April 2004 issue of POWER. The consultancy Jonas Inc., established by the late Dr. Otakar Jonas in 1983, is now managed by Lee Machemer, PE. Edited by Dr. Robert Peltier, PE.