In January 2012 a new mercury control system at the Colstrip power plant in Montana reached its first major milestone: two years of operation with mercury emissions below the state regulatory limit. The plant uses Alstom’s unique Mer-Cure technology to capture up to 90% of the mercury leaving the stack.
Like many power plants in the U.S., the Colstrip power station in Montana—owned by PPL Montana LLC (a subsidiary of PPL Generation LLC), Puget Sound Energy Inc., Portland General Electric Co., Avista Corp., PacifiCorp, and NorthWestern Energy LLC—has had to comply with new legislation that sets limits for mercury (Hg) emissions. When the state adopted the Montana Mercury Rule in 2006, annual mercury emissions were limited to no more than 0.9 pounds of mercury per trillion Btu (lb/TBtu) of heat input for units firing subbituminous coal. Faced with having to capture up to 90% of mercury in the coal, the plant owners contracted Alstom Power to test and install its Mer-Cure technology on all four of the station’s units.
As of January 2012, the new system achieved a significant milestone: two years of operation with rolling 12-month average mercury emissions below the state regulatory limit.
Varying Amounts of Mercury
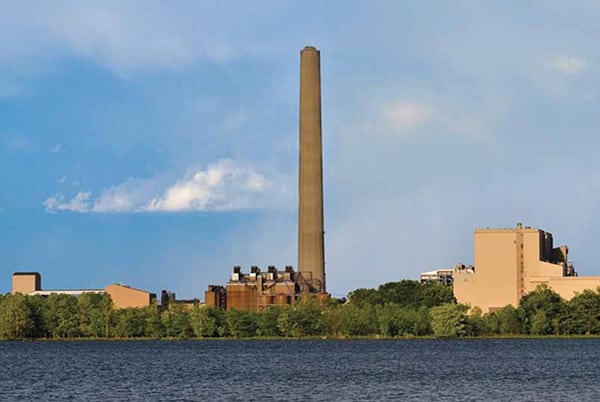
The Colstrip power plant, located east of Billings, is the second-largest coal-fired project west of the Mississippi. It comprises four coal-fired generating units capable of producing close to 2,100 MW. Units 1 and 2 began commercial operation in 1975 and 1976; Units 3 and 4 started in 1984 and 1986. Units 1 and 2 both have about 310 MW generating capacity. Units 3 and 4 have about 740 MWe net of generating capacity each (Figure 1).
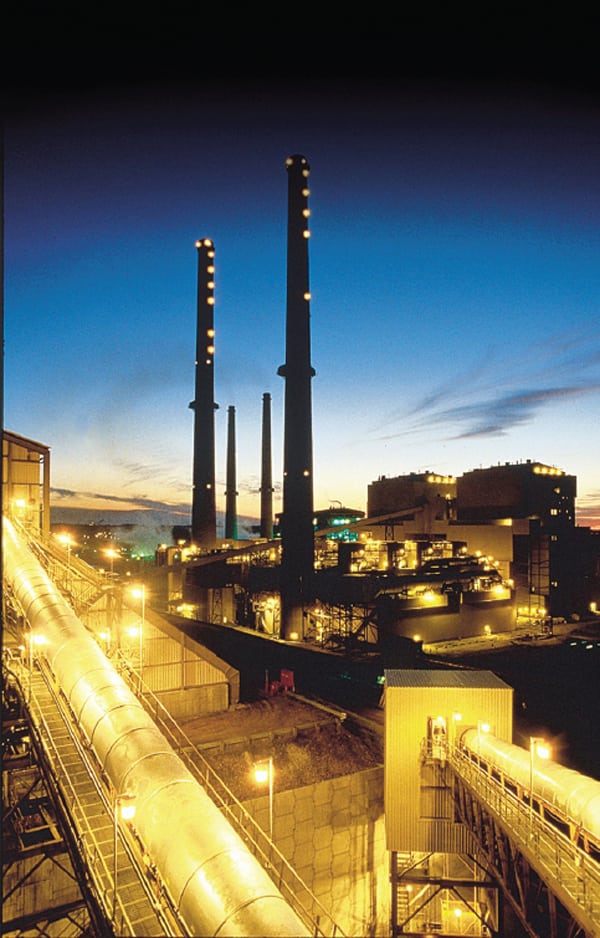 |
| 1. High plains plant. The Colstrip plant is the second-largest coal-fired facility west of the Mississippi. It burns one rail car’s worth of coal every five minutes. Courtesy: PPL Corp. |
The plant sits next to the Western Energy Co. Rosebud mine, a 25,000-acre surface mine complex in the northern Powder River Basin (PRB) near Colstrip, Mont., and the Northern Cheyenne Indian Reservation. Rosebud is a large operation with three active pits; it supplies almost all of its current production to Colstrip.
Although coal chemical composition is generally consistent from this expansive mine, coal mercury content varies substantially. Units 3 and 4 can go from 5 to 10 lb/TBtu Hg.
Mercury Control Methods
A variety of methods for mercury capture and control in coal-fired power plants are being developed and demonstrated to meet current and impending mercury emission regulations. These technologies include powdered activated carbon (PAC) injection, and coal and flue gas additives with subsequent capture in backend equipment. PAC injection has been evaluated extensively over the past several years and is one of the methods required by several state regulators to meet mercury regulations for retrofits to existing coal-fired power plants as well as new coal-fired units. PAC injection will also be a technology option for utility compliance with the U.S. Environmental Protection Agency’s Maximum Available Control Technology rules.
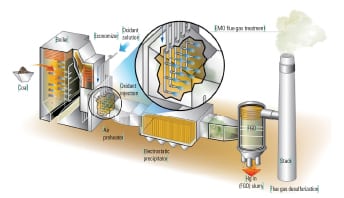
Alstom Power has developed several technologies for mercury control in coal-fired boilers, including its patented Mer-Cure enhanced sorbent injection system. The Mer-Cure technology (Figure 2) has been developed based on a fundamental mechanistic understanding of mercury oxidation and capture. The technology has progressed through well-controlled laboratory-scale testing, pilot-scale testing, Department of Energy/National Energy Technology Laboratory–sponsored full-scale test programs, and finally through commercial demonstrations in pulverized coal-fired boilers.
 |
| 2. Mer-Cure system technology. Mer-Cure uniformly injects online processed sorbent upstream of the air preheater. Source: Alstom Power |
The Mer-Cure system has several unique features to enhance its mercury control performance. First, it can utilize both treated and untreated activated carbon-based sorbents designed to accelerate mercury oxidation and/or to adsorb oxidized mercury. The design has the flexibility to accommodate a broad range of commercially available sorbents, as demonstrated by several commercial-scale demonstration test programs. This feature provides utilities a range of choice in selecting sorbent suppliers.
Second, the system employs a unique injection methodology designed to decrease any limitations of mercury vapor to sorbent mass transfer. This is accomplished by deagglomerating the sorbent into individual particles and uniformly distributing them at an altered size distribution to the flue gas flow based on local flow conditions. A sorbent processor has been integrated into the Mer-Cure equipment to achieve this desired effect.
Field data has shown that the Mer-Cure processing attribute can reduce PAC consumption by about 50%, compared with more conventional PAC injection systems. Figure 3 illustrates a comparison in sorbent feed rates required to achieve similar Hg capture levels. When the Mer-Cure processor was “bypassed,” 450 lb/hr of sorbent was required. When the Mer-Cure system was operated with the processor in service, the PAC consumption rate was reduced to 250 lb/hr for the same Hg reduction. The resultant 40% reduction in PAC consumption can substantially reduce system operating cost.
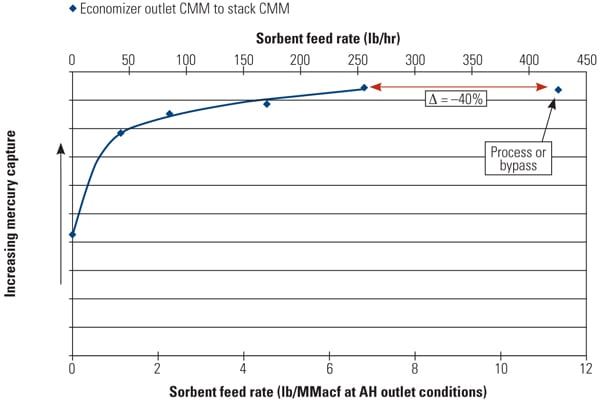 |
| 3. Feed rate. This chart shows mercury reduction vs. sorbent injection rate with and without the Mer-Cure processor. The processor delivers the same performance with 40% reduction in sorbent flow. Source: Alstom Power |
The third distinct feature of Mer-Cure is that the sorbent is injected into an “ideal” temperature location, which allows early contact with the elemental mercury. Unlike more conventional PAC injection systems, the Mer-Cure system injects the sorbent into the duct upstream of the air heaters. This enables maximum utilization of the entire effective temperature range for oxidation with the added sorbent.
When applied to coal-fired power generation, Mer-Cure is a cost-effective mercury control technology for the entire range of bituminous and subbituminous coals, as well as more challenging coals such as PRB and lignite. It has low capital costs ($5/kW to $10/kW) and requires a very small amount of sorbent for treatment, which results in low operating costs and minimal balance-of-plant impact.
As the technology is based on the oxidation and adsorption of mercury, it is also applicable to all air pollution control configurations, including scrubbers, spray dryers, electrostatic precipitators, and fabric filters.
The retrofit of the Mer-Cure system at Colstrip included pre-installation testing with a portable mobile Mer-Cure system (Figure 4). This allowed the utility to observe system operation, assess mercury reduction performance, and compare the performance of commercially available sorbents before installation of a commercial Mer-Cure system.
 |
| 4. Mercury falling. Pre-installation testing showed that there was enhanced utilization of sorbent with Mer-Cure technology, using high-temperature injection before the air heater. Source: Alstom Power |
Demonstration tests were conducted on both Units 2 and 3 in 2007 and 2008. The goal of this test campaign was to demonstrate that a particular combination of pre-combustion oxidizer and/or PAC would result in stack mercury levels below 0.9 lb/TBtu, which equated to a performance requirement of up to 90% mercury capture based on measured mercury levels. Test data confirmed that Mer-Cure and a pre-combustion oxidizer could meet Montana regulatory requirements.
Short-Term Parametric Testing
Application of a higher concentration of pre-combustion oxidizer results in a substantial reduction in measured stack total gaseous mercury levels. Mercury compliance levels can be met by varying PAC injection rate and/or pre-combustion oxidizer application rate. This approach is useful to optimize performance with variations in raw coal Hg content occurring on a daily basis.
Unit size also has an effect on Hg capture, so a field test prior to contract execution is recommended for identifying unit-specific requirements for system design and PAC and/or pre-oxidizer consumption rates in order to ensure compliance with environmental regulations.
Results show that, regardless of unit size, increasing the application rate of pre-combustion oxidizer and/or PAC reduces stack Hg emissions and offers plant operators additional “tuning knobs” to improve the cost-effectiveness of the Hg reduction process or to account for variation in raw coal mercury content. All the tested conditions resulted in Hg emissions well below the 0.9 lb/TBtu level (Figure 5).
 |
| 5. Going down. Tests on units of different sizes confirmed that increasing the application rate of pre-combustion oxidizer and/or PAC reduces stack Hg emissions. Source: Alstom Power |
Testing on Unit 1 demonstrated how daily changes in coal quality can dramatically affect the amount of pre-combustion oxidizer and/or PAC required to meet stack mercury compliance levels (Figure 6). With all boiler operation and coal sources remaining constant, a considerable drop in raw coal Hg content allowed for substantially reduced usage of the additive materials. Variations in raw coal Hg content frequently occur. PAC injection rate is adjusted automatically by the control system to maintain the stack Hg emissions within compliance.
 |
| 6. Variables. A significant drop in raw coal mercury content allowed for substantially reduced usage of the additive materials. Source: Alstom Power |
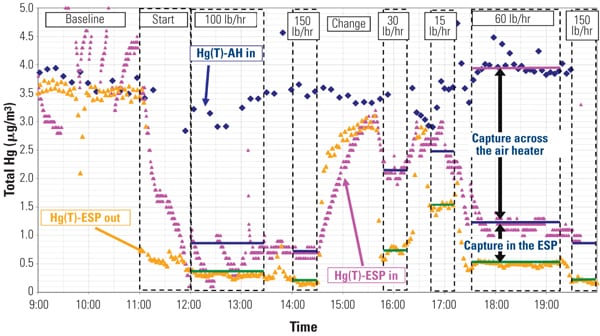
A brief parametric test was also conducted on Unit 1 to assess the value of using the Mer-Cure processor (Figure 7). In this test, the Mer-Cure system was operated normally with the processor “in service.” This resulted in a stack total mercury emission level of 0.60 lb/TBtu at the PAC usage rate of 30 lb/hr. The processor was then taken out of service (bypassed), and a substantial increase in stack Hg level was noted. The PAC rate was then increased to obtain a comparable 0.60 lb/TBtu level. The difference in PAC rate required to achieve the same stack Hg level would indicate that use of the Mer-Cure processor allows the plant to use 50% less PAC than would be required if a conventional PAC system were used.
 |
| 7. Rate gain. Without the Mer-Cure processor, achieving the same level of mercury reduction requires much more PAC injection. Source: Alstom Power |
The entire Colstrip site consumed approximately 1.2 million pounds of PAC in the first quarter of 2010 with the commercial Mer-Cure system (Figure 7). Estimates indicate that PAC usage would approximately double if a non–Mer-Cure system were employed. For example, with a PAC delivered cost of $1.00/lb, the plant using Mer-Cure technology potentially reduces operation and maintenance costs of mercury compliance by $1.2 million per quarter, or roughly $4.8 million annually.
Long-Term Operating Experience
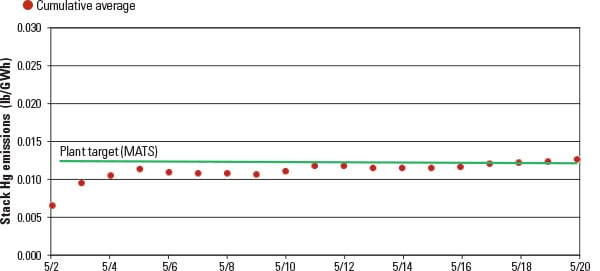
During the first year of operation, the daily variations in total stack gaseous mercury levels were monitored using the stack CMM system on all four units at Colstrip. These variations, largely attributable to variations in raw coal mercury content, required the plant to frequently adjust PAC and pre-combustion oxidizer feed rate(s) in order to meet the required compliance level of 0.9 lb/TBtu on a rolling 12-month average basis. The reported data after two full years of operation have confirmed that the plant maintains compliance with the Montana Mercury Rule adopted in 2006 and promulgated as Administrative Rule of Montana 17.8.771.
Here are some observations from long-term operation:
- Erosion was observed on a limited number of components initially. Upgraded materials were installed and are reliable to date.
- PAC and flow rate variability were observed; tuning of the gravimetric feed system is critical to stable operation.
- Stack mercury CMM operation requires considerable maintenance. The plant has several staff dedicated to ensuring functionality of the four stack CMMs.
- PAC was initially observed to be contaminated by foreign objects (likely during shipping), which can cause equipment damage. Rocks were found in some of the delivered PAC but have not been observed since system initial startup.
- Opacity average increases of approximately 0% to 2% were noted.
In combination with a pre-combustion oxidizer, the Mer-Cure system has been in service since January 2010 and has enabled Colstrip to comply with the state of Montana’s mercury limits. The field results prove that Mer-Cure is an effective tool in the global drive to cut mercury emissions from coal-fired plants.
Mer-Cure technology is currently protected by several U.S. patents. The most recent, U.S. Patent Number 8,069,797 issued by the U.S. Patent and Trademark Office on Dec. 6, 2011, covers technology to improve the performance of activated carbon injection for control of mercury emission through injection upstream of the air heater.
— John J. Iovino (john.iovina@power.alstom.com) is product manager and Richard LaFlesh (richard.laflesh@power.alstom.com) is principal consulting engineer for Alstom Power.