
While it’s true that coal ash can be an environmental hazard if it’s not properly managed, there are a lot of positive uses for coal combustion products that actually provide benefits to the world. Many beneficial uses have been around for decades, but valuable new options are being developed, and some are starting to make their way into the market.
Coal combustion residuals are often viewed as a troublesome burden—a waste product that coal-fired power plants struggle to deal with. Much has been written about disposal management strategies, and a lot of money is spent annually on landfills and monitoring. But in many cases, disposal is not the best option; beneficial use of the material could save money and reduce liability.
The beneficial use of nonhazardous secondary materials is a key part of the Environmental Protection Agency’s (EPA’s) Sustainable Materials Management effort. The program aims to reduce adverse effects to humans and the environment caused by secondary materials, that is, materials that are not the primary products of a manufacturing or industrial process (commonly called “by-products” and termed “products” by the EPA to promote recycling).
Coal combustion products (CCPs) fit into the secondary materials category. Some examples of CCPs include fly ash, bottom ash, boiler slag, flue gas desulfurization sludge, and fluidized bed combustion ash. Some people might even argue that CO2 fits the definition, and that using CO2 for enhanced oil recovery is an example of a beneficial use.
An Underutilized Option
The American Coal Ash Association (ACAA)—a trade organization whose mission is to advance the management and use of CCPs—reports that more than 62 million tons of coal ash were beneficially used in 2014 (Table 1). That’s a lot, but it’s still less than half of the ash produced by U.S. power plants.
 |
|
Table 1. One man’s trash is another man’s treasure. With less than half of the coal ash produced in the U.S. being beneficially used in 2014 (2015 data won’t be available until November), there is plenty of room for improvement. All amounts are tons. Source: American Coal Ash Association |
One company that has been doing its part to recycle coal ash is We Energies, a Milwaukee-based utility that serves more than 2 million customers in parts of Wisconsin and Michigan. We Energies utilized more than 100% of its ash production in 2014 (roughly 1 million tons of CCPs). And that’s not an anomaly; it has been doing so more often than not since 2010 and has been near the 100% threshold every year since 2002.
“I think our highest year was 124% use,” said Bruce Ramme, vice president–environmental for WEC Energy Group (We Energies’ parent company), during an exclusive interview with POWER. “In that year, we also recovered ash from our monofill landfill at the Pleasant Prairie power plant site. We ended up removing the entire landfill. It went into use for commercial building projects and interstate highway construction in place of crushed stone or sand for pipe bedding, sub-base, and base materials for the highway, frontage roads, and ramps.”
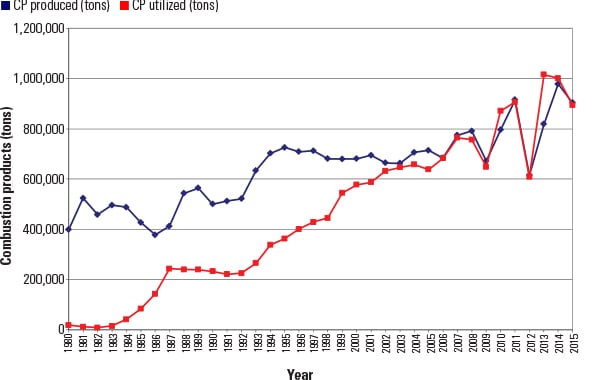
We Energies’ beneficial use story really began in the 1980s. The company had a research and development program, and it implemented demonstration projects to prove that the use of fly ash offered rewards for the ready mixed concrete industry. The work paid off. Beginning with a utilization rate of less than 5% in 1983, We Energies quickly increased its ash utilization to more than 50% by 1987 (Figure 1). That’s when things stalled for a few years, but We Energies continued working on new solutions and got others involved in the process as well.
 |
|
1. Giving 110%. We Energies has been able to exceed 100% utilization by developing new ways to use old, previously landfilled coal combustion products (CP). Courtesy: We Energies |
Supportive Regulations Help
“It takes a team to get to this point,” said Ramme, noting that company staff, the ACAA, the Electric Power Research Institute, local universities, marketers, the Wisconsin Department of Natural Resources (WDNR), and the Wisconsin Department of Transportation have all helped along the way.
One very important development that aided We Energies took place in 1998. That was when the WDNR introduced a new chapter—NR 538 “Beneficial Use of Industrial Byproducts”—to the Wisconsin Administrative Code. It allowed CCPs to be classified, through both water leach testing and total elemental analysis, into one of five categories, and it defined what uses were allowed for each category.
“That really allowed us to make more use of the materials,” said Ramme. “The world doesn’t wait for you, if you have to go and get permission every time you have a project.”
Thomas Adams, executive director of the ACAA, suggested that all of the Wisconsin utilities played a role in getting the state to develop the kind of regulations necessary to expand beneficial uses. “Wisconsin decided it wanted to do that,” Adams told POWER. “They didn’t do it because they had to do it. They did it because they wanted to do it and they recognized it was the right thing to do.”
Proven Uses for Coal Ash
Three general uses consumed roughly two-thirds of all beneficially used CCPs in 2014. They were mining applications; concrete, concrete products, and grout; and gypsum panel products.
Mining Applications. In many parts of the U.S., abandoned coal and other mines have caused serious water pollution problems. Acidic water forms in mines through the chemical reaction of surface water and shallow subsurface water with rocks that contain sulfur-bearing minerals. Heavy metals can be leached from rocks that come in contact with the acid. The highly toxic acid mine drainage (AMD) often migrates into nearby waterways, contaminating them.
A technical report titled “Use of Coal Combustion Products in Mine-Filling Applications: A Review of Available Literature and Case Studies” was prepared several years ago by Ishwar Murarka and Jim Erickson, with partial funding provided by the U.S. Department of Energy and the ACAA. The researchers found that several physical and chemical properties of CCPs make them beneficial in mining reclamation projects.
The report says that because many CCPs are alkaline materials, they can be used to neutralize acidic groundwater or to inhibit the production of acid. It also notes that “placement of CCPs into deep mines can provide structural support to abate subsidence, and placement of CCPs in surface mines or other open pits can aid in restoring mined land to beneficial use.” It suggests that using CCPs as mine backfill may be a good way to limit the effects of AMD.
Concrete, Concrete Products, and Grout. Most readers are probably aware that fly ash is frequently used in concrete mixes. What may not be widely known, however, is that fly ash alone has very little or no cementitious value.
Portland cement—which, incidentally, gets its name from the Isle of Portland off the British coast—is most often used as the primary cementitious material in concrete. But that doesn’t mean that fly ash is just filler; it’s actually a very important supplementary material that increases the concrete’s strength and durability.
Jimmy Knowles, vice president of research and market development for The SEFA Group, explained that fly ash is a pozzolan. A pozzolan—which gets its name from a volcanic ash mined near Pozzuoli, Italy—reacts with calcium hydroxide (CH) in the presence of water to form compounds that possess cementitious properties. What makes that so important is that portland cement mixed with water forms calcium silicate hydrate (CSH) paste structure and CH. CSH is what gives concrete its strength, while CH is the weak link in hardened cement. Therefore, adding a pozzolan, such as fly ash, consumes the CH and forms more CSH, which makes the concrete stronger and more durable.
“It’s widely known in the concrete industry, if there were no ash, the concrete industry would have to invent something like it to get the same high level of strength and durability expected from today’s concrete,” Knowles said.
Gypsum Panel Products. Flue gas desulfurization (FGD) scrubbers are commonplace at coal-fired power plants these days to control emissions. Scrubbers utilize high-calcium sorbents, such as lime or limestone, to absorb sulfur and other elements from flue gases. One of the by-products of the process is calcium sulfate, or synthetic gypsum, which has the same composition as natural gypsum.
Although not technically ash, synthetic gypsum is managed and regulated as a CCP. One of the most common uses for the material is in the manufacturing of wallboard (or drywall). According to Adams, more than half of the wallboard manufactured in the U.S. utilizes FGD gypsum from coal-fired power plants.
“Only about three or four years ago, about 33% of the wallboard in the U.S. was made with FGD gypsum,” Adams said, “so they’ve had about a 50% increase in the use of that material to meet the demand for wallboard.”
Other Common CCP Uses. Gypsum can be used for more than just wallboard. In agricultural areas, the use of synthetic gypsum is growing rapidly. It can be applied as a soil amendment to farm fields, using conventional spreading equipment (Figure 2). The gypsum not only provides nutrients for plants, such as calcium and sulfur, but it also helps reduce fertilizer and insecticide runoff. Gypsum is also used in the manufacture of portland cement.
 |
|
2. Beneficial usage is spreading. Synthetic gypsum, a by-product of the flue gas desulfurization process, is an easily applied soil amendment that supports sustainable agriculture. Courtesy: We Energies |
Boiler slag—molten ash that is quenched with water and collected at the base of wet-bottom boilers, such as slag-tap and cyclone boilers—is in high demand for use as blasting grit and roofing granules. Bottom ash, a course- to fine-grain sand-like material collected from dry bottom pulverized coal boilers, compacts a lot like sand. Therefore, it can be used for structural fill; backfill; road bases and sub-bases; drainage media; aggregate for concrete, asphalt, and masonry; and as an abrasive to improve traction during snowy or icy conditions.
Rare Earth Elements
Finding new methods to gain value from CCPs is an ongoing process. Adams said people have been trying to develop commercially viable ways to extract various metals from ash for a long time.
“Every once in a while, we’ll get a call from somebody who’ll say, ‘You know, I can extract gold from ash,’ ” said Adams, noting that gold extraction has been achieved in the laboratory, but not on a commercial scale. “Obviously, when it comes to extracting metals like that, you’d have to process a tremendous amount of ash to get the kind of quantities that would make commercial sense.”
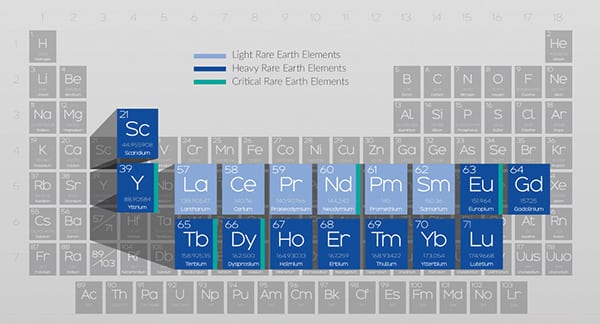
Extracting rare earth elements (REEs) from coal ash could be a different story, however. The REEs comprise 17 elements from the periodic table (Figure 3). Although REEs are rarely found in their elemental form, they can be extracted from coal—and coal ash.
 |
|
3. Rare earth. The rare earth elements are lanthanum (La), cerium (Ce), praseodymium (Pr), neodymium (Nd), promethium (Pm), samarium (Sm), europium (Eu), gadolinium (Gd), terbium (Tb), dysprosium (Dy), holmium (Ho), erbium (Er), thulium (Tm), ytterbium (Yb), lutetium (Lu), scandium (Sc), and yttrium (Y). Source: National Energy Technology Laboratory |
REEs are considered important to the U.S.’s national security, energy independence, environmental future, and economic growth. Myriad products used today rely on REEs, including satellite communications, guidance systems, capacitors, sensors, lasers, fiber optics, medical imaging, ultraviolet-resistant glass, photo-optical glass, batteries, fuel cells, super alloys, catalysts, magnetics, computer components, and microwave power tubes, to name just a few.
Due to their importance, it shouldn’t be surprising that the U.S. Department of Energy’s National Energy Technology Laboratory (NETL) has implemented a program focused on developing technologies for the recovery of REEs from coal and coal by-products. A couple of examples of the work being done include a Duke University project to develop and demonstrate bench-scale hydrometallurgical-based technology to separate and concentrate REEs from coal fly ash and other coal combustion residuals, and Battelle Memorial Institute’s project to validate the economic viability of a closed-loop acid digestion process for recovering REEs from coal ash. At least eight other projects are in progress with the goal of developing viable REE recovery techniques, including at universities in North Dakota, Kentucky, West Virginia, Wyoming, and at NETL’s own research center.
“There’s concern at the federal level that the rare earths that we are using in the U.S. are predominantly coming from China,” said Adams. “We don’t want to be held hostage by that supply, so NETL is working on that now, vigorously, to try to determine if it’s feasible in the end—if there’s any commercial viability there.”
When questioned about recovering REEs from ash, Ramme admitted that We Energies is interested in the possibilities, but he said he couldn’t discuss the company’s progress due to a confidentiality agreement.
ASHphalt
One product that Ramme was happy to talk about, however, was a relatively new high-performance asphalt paving mixture that We Energies calls ASHphalt. The product is different from standard asphalt in that fly ash is substituted for some of the binder that would otherwise be used. The effect is similar to what is seen when fly ash is added to concrete—greater strength and improved durability.
The ASHphalt mixture is made just like any other asphalt mixture at a standard batch mixing plant for hot-mix asphalt. Aggregate is first introduced to a large rotating drum and heated to elevated temperatures to ensure it is dry. Then the aggregate is mixed with a bitumen binder (liquid asphalt cement) in a mixer to uniformly coat all of the aggregate particles. In the case of ASHphalt, the only change is that 10% of the binder is replaced with fly ash.
As part of the proving process, We Energies conducted a side-by-side field test to compare standard asphalt and ASHphalt. It paved about a mile-long heavy-haul road near its power plant in Oak Creek, Wisc., in 2012 (Figure 4). The paving was done in control sections both with and without ASHphalt. Both sections were constructed using the same crew and equipment. The workers who performed the work reported that they didn’t notice any differences between the two mixes. There were no changes in the paving operation, compaction operation, or the number of passes for compaction.
 |
|
4. Take the high road. This road was constructed using ASHphalt, which is nearly identical to standard asphalt, except that 10% of the bitumen binder is replaced with fly ash, making the pavement stronger and more durable. Courtesy: We Energies |
In follow-up testing conducted using a falling weight deflectometer, which is a common way to evaluate asphalt, the ASHphalt section outperformed the standard asphalt section. Greater strength readings were observed in the ASHphalt as early as six months into the test. The product performed similarly well during further laboratory testing.
The savings can be substantial for highway departments. Not only is the ASHphalt cheaper than standard asphalt, but the improved performance means road maintenance costs are also reduced. The fly ash helps the pavement resist aging and reduces cracking.
“About 93% of the roadways in the U.S. are paved with asphalt,” said Ramme, “so it’s a big potential market, even though only a small amount of fly ash is used per ton of ASHphalt.”
Shrinking Supplies
It may seem odd to worry about a decrease in the production of CCPs—after all, less than 50% of CCPs are beneficially used nationwide—but the truth is, there are fly ash and gypsum supply shortages in some areas. As federal air emissions standards have become more stringent, many companies have retired older, less-efficient coal plants, rather than investing in major air quality control system retrofits. These plants are rarely replaced by new coal-fired facilities, which means ash production has decreased.
At the same time, hydraulic fracturing and horizontal drilling have increased the supply of natural gas, causing a significant decrease in its price. That has made natural gas–fired generation cheaper in many cases than coal-fired generation, which means gas plants are often dispatched before coal facilities. This has also resulted in less ash being produced, compounding the CCP supply problem.
Seasonal fluctuations in demand also cause challenges. Fly ash sees strong demand during the summer, when construction work is in full swing. However, when demand slows during winter months, many power plants have no alternative but to send ash to landfill.
Delivery can present another difficulty. Ramme noted that We Energies ships gypsum in barges on the Great Lakes, but that has to stop during the winter.
We Energies solved its seasonal problems by constructing large, indoor and outdoor storage facilities at each of its plants. When asked if the storage pencils out financially, Ramme said, “The answer is not obvious. The alternative, if you’re not utilizing, is disposal. And disposal is very, very expensive today.”
There are some other options available to alleviate supply woes. The ACAA estimates that 1.5 billion tons of coal ash is currently sitting in U.S. landfills and ponds. It’s not always possible to simply recover and use the ash straight out, but companies such as The SEFA Group have developed beneficiation technology that can turn the ash into not just a useable material, but even a highly sought-after product.
The SEFA Group’s thermal beneficiation process utilizes a staged turbulent air reactor (STAR) to remove carbon from the ash. The company currently has three commercial STAR plants operating in the eastern U.S. The most recent (Figure 5) was commissioned at Santee Cooper’s Winyah Generating Station in Georgetown, S.C.
 |
|
5. The STAR of the show. The staged turbulent air reactor (STAR) thermal beneficiation process lessens the heterogeneity of fly ash by reducing the amount of unburned carbon and other contaminants. This image is of the Winyah STAR plant—a standalone facility that can process about 500,000 tons of ash annually. Courtesy: The SEFA Group |
“Santee Cooper aggressively pursued innovative opportunities to empty our ash ponds at Winyah, Jefferies and Grainger stations through recycling, or beneficially reusing, the ash,” Santee Cooper CEO Lonnie Carter said in a statement released when the plant went into commercial operation. “I’m pleased we were able to come up with solutions that provide environmental and economic benefits and are also cost-effective for our customers.”
The environmental benefits of pond excavation are almost immediate too. According to Knowles, even though it can take many years to complete a pond closure, a reduction in groundwater contamination can be seen in the first few weeks or months after beginning a project. That can satisfy stakeholders in the short term, while long-term benefits take time to unfold.
We Energies’ method of recovering and reburning previously landfilled ash is a little bit different, but similarly effective. Its system is installed as a retrofit to existing power plants, which saves money compared to constructing a separate standalone plant. The process introduces recovered ash directly into the boiler in direct proportion to the coal feed. Ramme said the patented techniques work very well.
Selling Coal Combustion Products
Most power generating companies don’t consider ash sales to be a core business, so it’s often advantageous to enlist help to handle the marketing of CCPs. We Energies, for example, doesn’t directly market its coal ash; it works with Lafarge North America to sell and distribute its fly ash, Beneficial Reuse Management handles its gypsum sales, and various contractors utilize its bottom ash.
Adams agreed that marketing ash is typically a nuisance for power companies. “They’re in the power business, not the waste disposal business,” he said, while offering a few examples of companies that can do the work. They included The SEFA Group, Separation Technologies’ ProAsh, Boral Material Technologies, Charah, and Headwaters Resources—by far the largest of the companies in the business.
Adams suggested that there are other full-line management companies to choose from too. “They will do anything the utility wants them to do—from A to Z—to manage their coal ash and take that worry or concern off the hands of the utility,” he added.
One key to expanding the use of coal ash is promoting the CCP sustainability story. For example, portland cement production consumes a tremendous amount of energy. According to Adams, more than 150 million tons of greenhouse gas emissions have been avoided since 2000 because fly ash used in concrete has reduced the amount of portland cement that was required. He said the public needs to hear that, and other positive beneficial use messages, in order to fully appreciate what power generators are doing with CCPs.
“As long as we’re burning coal, there’s going to be coal ash to deal with,” Adams said. “Beneficial uses support a more sustainable society and make economic, commercial, and technical sense.” ■
—Aaron Larson is a POWER associate editor.
- asphalt
- flue gas desulfurization
- ACAA
- bottom ash
- The SEFA Group
- coal combustion by-products
- STAR plant
- coal combustion products
- mine reclamation
- coal
- FGD gypsum
- acid mine drainage
- coal ash
- synthetic gypsum
- beneficial use
- fly ash
- gypsum
- rare earth elements
- We Energies
- ASHphalt
- boiler slag
- concrete
- cement
- American Coal Ash Association
















