Owner/operator: Xcel Energy
Xcel Energy has completed the third and final project required by its 2003 Metropolitan Emissions Reduction Project agreement: repowering the Riverside Plant with a gas-fired 2 x 1 combined-cycle plant and tearing down the old coal-fired plant. Saved from demolition was the Unit 7 steam turbine system that now serves the new plant. Xcel staff expertly managed the project to an on-time start-up and accepted many important construction tasks, harkening back to the days when utilities took a more active role in the design and construction of projects.
May Day 2009 marked the commercial operation of Xcel Energy’s (Xcel) newly repowered Riverside Plant and achievement of the emissions reduction goals defined by the Metropolitan Emissions Reduction Project (MERP) in 2003. MERP grew from an emissions reduction bill passed during the 2001 Minnesota legislative session that requested Xcel to make a series of voluntary emissions reductions; in return, the costs of making qualified emissions reductions could be passed on to ratepayers.
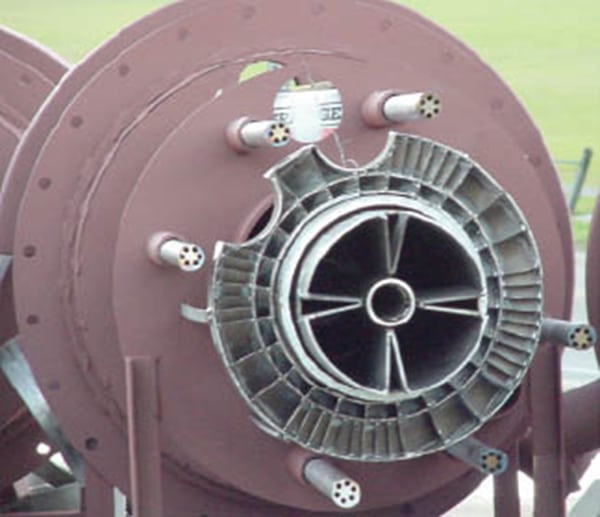
MERP required Xcel to complete three specific projects: rehabilitate and add state-of-the-art emissions controls to the coal-fired King Plant in Oak Park Heights, Minn.; replace the aging coal-fired High Bridge Plant, located near downtown St. Paul on the banks of the Mississippi River, with a 570-MW natural gas – fired combined-cycle plant (a POWER 2008 Top Plant); and repower the century-old coal-fired Riverside Plant, the oldest plant in the Xcel system, with natural gas – fired combustion turbines and heat-recovery steam generators (Figure 1). Xcel completed the $380 million King Plant upgrades in 2007, and High Bridge entered commercial service in May 2008. Commercial operation of the newly repowered Riverside Plant on May 1 completed Xcel’s winning trifecta.


1. Before and after. Xcel repowered its century-old coal-fired Riverside Plant (top) with gas-fired state-of-the-art combustion turbines and heat-recovery steam generators to drastically reduce plant emissions while getting another 80 MW of power generation from the plant. The Unit 7 steam turbine was reused by the repowering project, while the Unit 7 boiler and the entire Unit 8 were retired from service and are in the process of being demolished and removed from the site. The repowered Riverside Plant (bottom) entered commercial service on May 1, 2009. Courtesy: Xcel Energy
At a cost of $1 billion, MERP was expensive but effective, because it represented a common goal that perennial power plant opponents could rally around. "It set up this odd situation…. You found yourself allying yourself with people you’d been arguing with for years," said Darrell Gerber, a board member of Environmental Justice Advocates of Minnesota. Xcel formed alliances with environmentalists, legislators, and neighborhood groups to win support for MERP in general and repowering the Riverside Plant in particular.
Xcel President Dick Kelly noted during the April 20, 2006, groundbreaking ceremony and tree-planting in Marshall Terrace Gardens, adjacent to the plant, the importance of the Riverside Plant to the neighborhood as well as all Twin Cities residents: "We got here through a partnership with you the community, a partnership with you the elected officials, and you the employees. This is a big compliment to all of you, and we’re excited about it." Kelly went on to make a promise to the plant’s neighbors: "As we look to the future, this is part of who we are. We understand that as a utility we do have an impact on the environment, and we’ll do whatever we can to minimize that impact."
Contain Rising Costs
The first, and perhaps foremost, technique for minimizing the impact on ratepayers of constructing new power plants is to keep costs as low as possible. MERP appears to be a good deal for Xcel’s ratepayers. The three projects have not only significantly decreased power plant emissions in the Twin Cities and surrounding areas, but also, the cost to ratepayers by 2010 will be only about $3.50 to $5.00 per month over the costs otherwise expected from building new plants to supply the incremental power added to the grid by Riverside and High Bridge.
MERP is a template for how a utility can work closely with legislators and other stakeholders to bring about dramatic emissions reductions while simultaneously squeezing more electrical generation from critically placed urban plants.
The Riverside Plant, located about 4 miles north of Minneapolis along the Mississippi River, was originally developed in 1911 through 1938, although the early units were retired 20 years ago. Units 1 and 2 were built in 1911; Units 3, 4, and 5 followed in close succession in 1914, 1917, and 1931 respectively. Two more units were added in the 1930s, and another major addition was made to the plant during the 1940s. By 1966, Riverside Plant consisted of eight operating units with a net capacity of 512 MW. By the 1980s only two units continued to operate; the remainder were mothballed. Units 7 (165 MW) and 8 (223 MW) continued to serve critical loads in downtown Minneapolis and surrounding areas until construction began on the $249 million repowering project. All the existing units at Riverside Plant were coal-fired.
Something Old, Something New
The site’s tight dimensions required using a phased construction approach to repowering the Riverside Plant (Table 1). Existing, unused facilities were demolished or relocated to make room for new equipment. This was a different design approach than that used at the High Bridge project, where a new combined-cycle plant was built on top of a plant’s old coal pile and demolition of the entire plant followed at a later date.

Table 1. Riverside Plant repowering project timeline. Source: Xcel Energy
At Riverside, Units 7 and 8 continued operating during the demolition phase of the early boiler plant structures to make room for the new equipment. After the site foundations were ready, the first of the new equipment — two new General Electric Frame 7FA combustion turbines, nominally rated at 173 MW each and numbered Units 9 and 10 — were installed.
Steam from both of the new Nooter/Eriksen heat-recovery steam generators (HRSGs) is directed to an existing steam turbine, as is typical with a repowering project. In this case, HRSG steam goes to Unit 7. The two HRSGs were designed as dual-pressure units producing high-pressure (HP) steam at 970 psig at 1,014F and intermediate pressure (IP) steam at 108 psig at 455F. Each HRSG was also outfitted with a selective catalytic reduction system plus injection of a 19% aqueous solution of ammonia.
The original coal-fired boiler 7, with two separate wall-fired furnaces, was operated until the steam lines from the new HRSGs were ready for connection. As it happened, the outage for the steam system tie-in occurred just after the Republican National Convention early last September, and the boilers were permanently shut down just after Labor Day. Unit 8 boiler, a single pressurized boiler with a cyclone furnace installed in 1964, continued to operate late into the construction project. It was shut down after Thanksgiving weekend last year once the repowered Unit 7 was operating. The Unit 8 furnace was used for heating steam through the winter but was officially retired on March 31. Demolition of Unit 8 and the remaining coal storage and handling systems is now under way and will continue through the end of next year.
An important priority in any repowering project is to reuse as much of the existing plant equipment and systems as possible. In addition to reusing the Unit 7 steam turbine, the existing condenser and cooling water system and structures continue to be used, as well as the steam turbine generator step-up transformer. Circulating water intakes were upgraded with T-screens during the construction outage to meet Clean Water Act Section 316(b) requirements.
At the time construction began on the repowering project, the existing two coal-fired units produced 386 MW. After repowering, Unit 8 was decommissioned but was replaced by two 173-MW combustion turbines (Figure 2). The net result is that the repowered Riverside Plant has a nominal rating of 466 MW, an increase of 80 MW over its pre-repowered state. Additionally, compared with the coal-fired plant, emissions from the repowered plant into the Twin Cities area have been all but eliminated (Table 2).

2. Good neighbor policy. The Riverside Plant is located very close to a residential neighborhood, so close attention was paid to reducing noise emissions from plant equipment. Removing a 475-foot stack, eliminating unit-train coal deliveries and fugitive dust emissions, and driving air emissions much lower are also signs that Xcel Energy wants to be a good neighbor. Courtesy: Xcel Energy
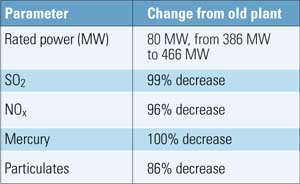
Table 2. Emissions knock-out. The Riverside Plant repowering was a winwin proposition for ratepayers and the environment. Emissions reductions are based on a comparison of average annual emissions for the past five years of operation to projected annual emissions for 2009–2010. Source: Xcel Energy
Digital controls retrofitted on Units 7 and 8 a decade ago were a big plus for the engineers designing the plant’s integrated control system. Both plants had been upgraded from their original analog controls to Emerson Process Management’s Ovation expert control. Each unit was designed around a single network, so the new system tapped into the existing Unit 7 steam turbine controls without much problem.
Xcel selected the Unit 7 Westinghouse steam turbine for the repowering because it was refurbished and upgraded in the mid-1980s by Mitsubishi Heavy Industries. The turbine was overhauled after Unit 7 was retired early in the construction project with several additional upgrades added. A port for the injection of IP steam generated by the HRSGs was added to the interstage area between the steam turbine HP and IP sections. A larger LP steam turbine section also was added to efficiently expand the additional steam generated by the HRSGs.
A DIY Project
Darin Schottler, a consulting engineer with Xcel and one of the project leaders, told POWER in a July interview that Xcel elected to manage this project itself, using an "old fashioned, lump-sum approach" with the owner purchasing all the major equipment (such as combustion turbines and HRSGs) and commodities (including steel and electrical cables). Schottler said that Xcel carefully studied the more familiar engineer-procure-construct approach that was used on its High Bridge project, but the additional costs did not adequately offset the risks. A repowering project requires contractors to carefully integrate the new and the old, adjacent to an operating unit — a risk that can’t be apportioned in contract language.
Sargent & Lundy was the owner’s engineer for the Riverside repowering project, working closely with Xcel engineers on the contracting, technical specification development, and delivery expediting. HDR provided additional engineering services, such as detailed electrical design for the relocation of electrical systems and demolition. Schottler believes that about 90% of the construction contracts were developed by the Xcel project team and that all of the construction management was performed by Xcel.
By keeping much of the technical specification work internal, Schottler believes that the team was better able to respond to plant design concerns, improve the quality of the material deliveries, and maintain better overall control of the project.
For example, T91 alloys are becoming common on new combined-cycle plants, yet Xcel made a more conventional steel selection for main steam line (P-22) boiler tubes because of the very high cost of T91 steel and its long delivery lead times. Another advantage was that the project team was able to bring its hard-earned plant operating experience to the specification and selecting of plant equipment and components, such as feedwater heater material specifications and piping design.
Plant Director Ken Beadell, in a mid-July discussion, pointed out the many challenges that came with running a major construction project that requires demolishing old equipment adjacent to an operating coal-fired unit located on a very compact job site. "Remodeling the Riverside Plant was much like watching an episode of This Old House. You know what you want to build, but you don’t know what you’ll find when you open the wall."
Beadell gave an interesting example. Demolition of the original structures built from 1911 through 1938 (and abandoned in place) was completed in 2006 to make way for placement of the two new combustion turbines and erection of the HRSGs that were to be placed in the same footprint as the old facilities. Interestingly, the original wood pile foundations from the retired plants were uncovered during excavation. Rather than immediately demolish the foundations, Sargent & Lundy structural engineers tested their strength and found that the 80-year-old piles were still capable of carrying the necessary loads. The engineers then designed a unique "waffle wall" to efficiently spread the loads for the new HRSG foundations.
The list of major construction subcontracts is short: AZCO Integrated Construction bid on and received three separate contracts for building and steel erection, erection of the HRSGs, and the overall mechanical construction.
Beadell proudly noted that Xcel supplied much of the labor for many important construction tasks. For example, the utility handled large portions of the demolition and site preparation work, including the final demolition work that is ongoing. Xcel employees also filled the gap when tasks were identified that were within the operating plant. A good example is the demolition of the old ball mills, coal piping, and hoppers (including any necessary asbestos abatement) after the boilers were finally retired.
Be a Good Neighbor
Kelly kept his promise to minimize the impact of repowering Riverside to the surrounding neighborhood by ensuring that the plant was designed and will be operated as a good neighbor. This was an important promise because the plant is located in an urban setting with single-family homes only a few yards away. Many families have been neighbors of the plant for several generations. Beyond eliminating the inevitable coal dust problems, additional engineering and sound-quieting components were added to the plant to manage the high-frequency noise from the combustion turbines and other noise sources originating in the plant. The noise impact on neighbors will also be lessened because natural gas arrives by underground pipeline rather than unit coal trains.
Removal of the plant’s 475-foot stack also lessens the plant’s visual impact and eliminates what was perhaps the most visible landmark in northern Minneapolis. Employees of Xcel also have demonstrated their desire to be good neighbors by their actions. For example, across the street from the plant are Brady Park and Marshall Terrace Gardens, public parks that Riverside Plant employees helped build.
How’s It Going?
The plant had performed about 80 starts through mid-July with no start-up failures. Overall unit trips were described as "very low," so the first few months of operation are going quite well. The plant is also described as exceeding its guaranteed performance numbers during the initial performance test with a heat rate better than design. Tests with the combustion turbine evaporative coolers in service are the only performance tests remaining.
The plant is designed to be operated as an intermediate-load asset within the Midwest ISO and is usually dispatched after nuclear and baseload coal-fired plants. However, Riverside does have one big advantage: Performance testing shows the plant can turn down from full-load 470 MW net to 230 MW net while staying in compliance with its permit emissions limits. Optimizing ramp rates and controls tuning continue.
—Dr. Robert Peltier, PE is POWER’s editor-in-chief