Like most complex equipment, it requires a lot of engineering to ensure a natural gas-fired combustion turbine will operate reliably and last for decades without major component failure. The consequences of failure can be immense. Besides the downtime and cost of repairs, catastrophic failure can result in injury to personnel—or even death—and that’s unacceptable.
To minimize the possibility of failure and prove that components will function as designed for long periods, all original equipment manufacturers (OEMs) do rigorous testing and operate first-of-a-kind units for some period of time to validate designs. It’s important not only for customers, but also for the company to know that components will hold up to harsh in-service conditions. Still, there are no two companies that handle the process exactly the same.
In some cases, an OEM sells “Serial No. 1” at a reduced price and constructs the unit on a customer’s site, then covers some of the cost of operation while the equipment is being validated. Another OEM performs a variety of extensive shop tests and certifies operation without long-term real-world operating data to prove the design. Unfortunately, that method has backfired on at least one occasion, as testing failed to expose weaknesses that only came to light during operation, resulting in extensive post-production upgrades to components in the field—something everyone would prefer to avoid.
Demonstrating Performance in an OEM-Owned Plant
Mitsubishi Hitachi Power Systems (MHPS) validates its combustion turbines in a much different way. Mitsubishi Heavy Industries (MHI) built its first 50-Hz demonstration plant, known as K-Point, in Kanazawa, Yokohama, Japan, in 1992. The goal of the facility was to validate the company’s gas turbines under real operating conditions. (Incidentally, MHI and Hitachi created MHPS in February 2014 to combine their thermal power generation businesses. In December 2019, Hitachi announced it would withdraw from the joint venture, and on April 24, 2020, MHPS said it will change its name to Mitsubishi Power once approval is received from antitrust authorities in several countries.)
In 1997, MHI opened a 60-Hz demonstration plant—known as T-Point—at its Takasago Machinery Works facility, which is located about 50 kilometers west of Kobe, Japan. The T-Point power plant was a unique facility designed for long-term verification testing of combined cycle power plant operations while sending the electric power generated to the local electric power company.
“These demonstration plants were the first of their kind and revolutionized the way validation of advanced gas turbines is performed,” Carlos Koeneke, who is now the Chief Technology Officer—Next Generation Services with MHPS Americas, said in an interview with POWER for an April 2011 article about the innovative facility (see “The T-Point Plant: The Ultimate Validation Test” in the June 2011 issue and online at powermag.com).
“Prior to opening T-Point, MHPS launched full-load shop testing (limited only to 100 hours of operation) of the 60-Hz M501F, as well as partial-load operation (but also with limited time) of the 50-Hz M701F at K-Point in Yokohama. These short testing times were not optimal and we experienced multiple fleet issues with the F-class,” Junichiro Masada, senior vice president, co-Chief Technology Officer, and Deputy Head—Turbomachinery Headquarters with MHPS, told POWER.
With the lessons learned from these initial verification projects, MHPS decided to launch long-term verification of the 60-Hz M501G at T-Point. Once the 60-Hz machine was verified, the company did a mechanical run on the 50-Hz M701G, achieving 100% reliability.
“Afterwards, we started testing the J-class machines through a similar process at T-Point. We were able to demonstrate sound reliability for both M501J and M701J,” Masada said. “Today, we have the M501JAC. Since its capacity (in MW) is too large to operate at T-Point, we decided to build T-Point 2. Initial verification for the M501JAC was successfully completed. Long-term verification is ongoing at T-Point 2.”
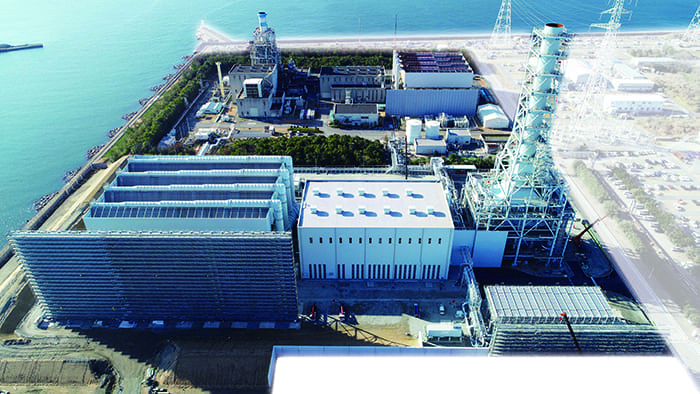
Construction began on T-Point 2 in late 2017 (Figure 1). Most of the major work was completed as originally scheduled, including construction of the heat recovery steam generator (HRSG), which is also an MHPS product; installation of the gas turbine, steam turbine, and generator; water testing of the HRSG; power receiving; and the gas turbine spin. On April 2, MHPS announced that commissioning had begun on T-Point 2. The unit is scheduled to enter commercial operation on July 1, 2020.

“Every project has a schedule, which includes contingency plans for unforeseen problems. However, most of our major activities for T-Point 2 were completed as scheduled, so we did not need to deploy the contingency plans in those areas,” said Masada.
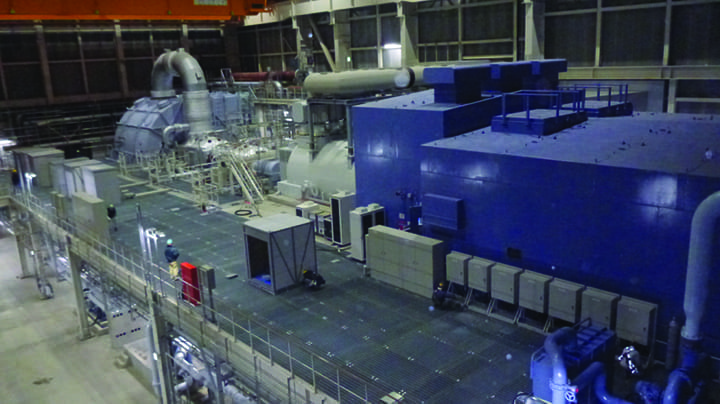
MHPS’s steam-cooled M501J was upgraded to the M501JAC—an air-cooled design—in 2015. The M501JAC design was verified in T-Point 1 until 2019, after which, it was offered in the market. T-Point 2 was built to match a full capacity for the M501JAC (Figure 2). The JAC at T-Point 2 will operate for approximately two years before the subsequent JAC goes commercial. During that time, any issue found at T-Point 2, will be modified and exposed to validation. This makes the MHPS verification approach unique because it covers not only the original design but also the modifications.
Chasing Higher Efficiency
Like all gas turbine OEMs, MHPS is constantly working to safely expand operational limits to achieve the highest efficiency, which can mean millions of dollars in fuel cost savings for owners and lower emissions. The company claims the T-Point 2 facility has been fitted with “the most efficient heavy-duty gas turbine in the market.”
Gas turbine efficiency is driven higher mainly by increasing the compressor ratio, minimizing the amount of cooling, and increasing inlet temperature. MHPS’s technology has a combination of high compressor ratio (from 23:1 to 25:1), optimal advanced cooling, and an enhanced thermal barrier coating (TBC), which allows a high firing temperature (Figure 3).

“At T-Point 2, we have recorded the highest turbine inlet temperature (1,650C) currently in the market, supported by optimum cooling airflow with the most advanced TBC and aerodynamics,” said Masada. All of which results in industry-leading efficiency—the combined cycle efficiency measured and confirmed at T-Point 2 was 64%.
“We are also going to verify our performance to reach above 65% efficiency and are targeting to increase the turbine inlet temperature up to 1,700C using technologies developed through a Japanese national project (‘1,700C-Class Ultrahigh-Temperature Gas Turbine Technology Development’),” he added. Furthermore, upgrades proven at T-Point 2 may also be applied via modifications made to the fleet of MHPS gas turbines currently in service around the world.
Proving Reliable Operation Takes Time
Masada noted that there are several reasons why MHPS feels it’s important to verify gas turbines under full-scale long-term operations.
“Mechanical breakdown, such as high cycle fatigue, typically occurs after 100 hours of operation. However, other failure modes, such as low cycle fatigue (LCF) occurs only after 10,000 hours of operation,” he said. “In fact, the main destructive mode in LCF occurs after one to two years of operation in the gas turbine field.”
Typical field issues after long-term operation also include oxidation, erosion, creep, and fretting. MHPS’s method of verification helps ensure optimal long-term performance of the machines once they are installed at customer sites. Beyond that, the insurance industry mandates at least 8,000 hours of operation as a key criterion for fleet reliability.
Managing Construction
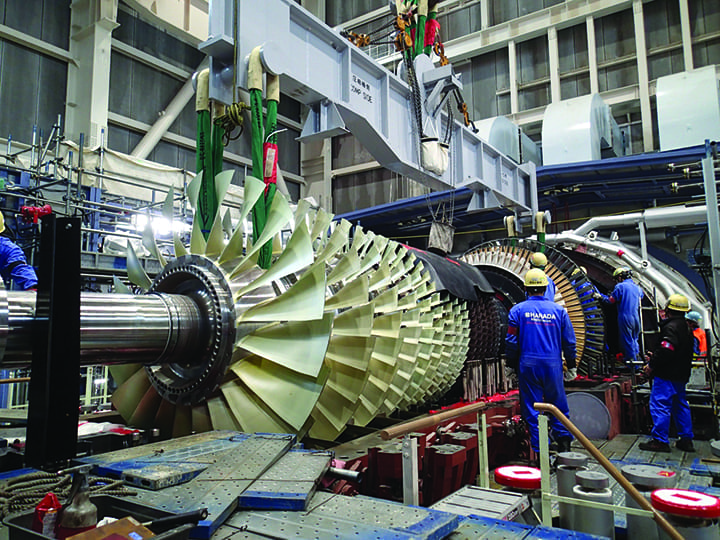
While MHPS is obviously an OEM, it is also an engineering, procurement, and construction (EPC) company providing turnkey projects around the world. As such, the T-Point 2 project was managed by the company’s EPC team (Figure 4). Masada noted that the job was very well coordinated because MHPS was able to work with partners that it had teamed up with previously on other work in Japan.

Japan’s very high construction standards are well-recognized around the world. In the case of T-Point 2, construction also coincided with heavy build in preparation for the Tokyo Olympic games, which were scheduled to take place this summer but have been postponed until 2021 due to the COVID-19 pandemic. Nonetheless, a high-quality workforce was assembled for T-Point 2, and the project logged about 20,000 man-days per month during the peak of construction.
“We conducted intensive training to maintain safety and health of the workers and improve quality of work. Some of the key induction trainings include construction safety, road safety, disaster prevention, and health and safety training. The trainings were provided to improve the skills of the workers before they started working on the project, and the results have been very positive,” Masada said.
And the training paid dividends. The lost-time incident rate for the project was an amazing 0.00, and the total recordable incident rate was a very respectable 0.26. “We are proud to have achieved such great safety results even as we worked under tight timelines,” said Masada.
In addition to training, MHPS also provided several countermeasures to maintain safety and improve productivity. For example, during the hot summer season, “air-conditioned suits” were utilized by workers to stay cool and prevent heatstroke. Other first-of-a-kind technology that contributed to a safer and more productive working environment included mixed reality technology and a block insulation system.
Mixed reality was used during the construction phase to simulate assembly procedures using virtual reality. The process included superposition of the actual plant over the 3D model. Using the tool, the team was able to simulate the carry-in and carry-out of large equipment, and assemble the main unit virtually. The technology enabled workers to significantly improve productivity and quality control.
The proprietary block insulation system was a method used to install insulation in the gas turbine casing, which remarkably improved productivity. With this technique, the team was able to complete what had previously taken 1,200 man-hours in only 240 man-hours.
“The mixed reality and block insulation system solutions were very effective,” Masada remarked. “We anticipate using these technologies in future projects.”
Overcoming Challenges
There was a potential problem with congestion in the local community because of the T-Point 2 project. More than 7,000 employees work at the Takasago Machinery Works site on a regular basis and those numbers increased during the construction phase. Without remedies, significant traffic jams could have resulted in nearby residential areas during the morning commute and at other peak travel times.
“We implemented a system called radio frequency identification (RFID),” Masada said. “Each vehicle that regularly entered Takasago Works was provided a device so that they could be tracked and registered at the entrance gate, thus reducing entrance downtimes. Such a solution made our employees and the residents happy.”
Noise pollution presented another obstacle. To mitigate the problem, MHPS installed sound-proof walls next to the site (Figure 5).

Yet, the biggest challenge for the project management team was caused due to a supplier’s error—it failed to deliver equipment on schedule. The T-Point 2 facility was designed with an air-cooled condenser (ACC) rather than a seawater cooling system in an effort to support marine environmental conservation. However, the ACC supplier experienced quality control issues while manufacturing some of the components, which resulted in the first street of a four-street system being delivered almost two months late.
“In order to mitigate the delay, we devised a creative solution by adopting a new assembly method,” Masada explained. “Our original plan was to add the four streets in sequence. Instead, we added one long-arm crane to the short-arm crane and were able to do parallel work, and ultimately caught up with the schedule.”
Technology Is at the Heart of T-Point 2
Arguably, the most innovative feature of the T-Point 2 plant is the integration of MHPS-TOMONI technology. TOMONI is a customizable suite of user-driven, digital power plant solutions fueled by cutting-edge analytics and MHPS’s vast experience. It turns a mountain of big data into valuable actionable insights that can increase power plant efficiency and profitability. With TOMONI, T-Point 2 is poised to become the world’s first autonomous combined cycle power plant.
“As we move into a digital era, it is important to leverage emerging technologies as much as possible to optimize operations while maximizing economic benefit,” Masada said. “MHPS has been implementing TOMONI solutions in T-Point 1 since the early 2000s, starting with the remote monitoring system. Since then, our TOMONI technologies have advanced to the point where we can operate remotely with some functions automated. In fact, many of the functions at T-Point 2 are already automated.”
One example of autonomous operation at T-Point 2 is the unit’s AI-CPFM (artificial intelligence-combustion pressure fluctuation monitoring) system, which minimizes combustion fluctuations by making quick adjustments when changes in ambient temperature, fuel composition, and frequency variations are experienced. AI-CPFM is currently under system verification at the plant.
TOMONI can also analyze maintenance plans by studying component life projections and predicting possible failures in advance. Several alarms are now automated using AI so that operators—whether on-site or remote—can have proper instructions to mitigate forced outages.
An Amazingly Smooth Project
With state-of-the-art plants such as T-Point 2, it’s not uncommon for unexpected problems to arise during construction. Perhaps the biggest surprise for the construction team was how uneventful the project was from start to finish (Figure 6). Much of the success, however, could be attributed to good planning; MHPS completed multiple new design reviews that were effectively reflected in the construction and commissioning activities.
“Our surprise was that we did not see a major surprise,” Masada exclaimed. “Given that the design office was located only a few minutes away, we were able to visit the actual construction site immediately whenever issues arose. Having easy access to the construction site helped us make quick design decisions to ensure the project progressed smoothly.”
As previously noted, commissioning is expected to be finished by July 1, 2020. Despite the space restrictions involved in this complex construction project, the commissioning was reportedly progressing very smoothly, with more than 4,300 data points, such as thermocouples, pressure sensors, and other detectors, being carefully analyzed. Among notable accomplishments at the site in 2020 were:
- Gas turbine (GT) first ignition – Jan. 21, 2020
- GT full-speed no-load operation – Jan. 22, 2020
- GT 25%-load operation – Jan. 29, 2020
- GT 50%-load operation – Jan. 31, 2020
- GT full-load operation – Feb. 5, 2020
- Temporary steam piping removal – Feb. 8–24, 2020
- Borescope inspection – Feb. 14, 2020
- Start of combined cycle (CC) operation – Feb. 27, 2020
- CC full-load operation – Feb. 28, 2020
Once T-Point 2 is fully commissioned, the original T-Point plant will be decommissioned, having served its purpose well. “Through the years, we have proven our ability to develop and manufacture the most cutting-edge solutions for the power generation industry,” MHPS President and CEO Ken Kawai said. “Building on the legacy of the original T-Point, T-Point 2 will enable us to widen our footprint as the preferred solutions partner to meet ever-changing power generation requirements around the world.”
It will be exciting to see what advancements are made in the years to come as a result of operations at the new T-Point 2 validation facility. Without question, MHPS’s customers and the industry as a whole stand to benefit greatly as a result of the facility. Thus, T-Point 2 is a worthy recipient of POWER’s highest honor. Congratulations to the entire MHPS team for a job well done! ■
—Aaron Larson is POWER’s executive editor.