At every stage along the power plant promotion track, individuals assuming new leadership positions can find themselves unprepared to deal with new responsibilities. From contracts and regulatory and financial responsibilities to managing those who used to be peers, this article addresses common challenges and best practice solutions to ensure the success of your team.
Some of you may have served in the military, and if you did, I want to thank you for your service. I am sure that you will remember the fun days you spent at basic training, or boot camp, as most would call it. Each of the branches has its own location for the training, but wherever it was, you would have spent those early, formative days and weeks of your military tenure with a friendly drill instructor politely guiding you in the finer points of military life.
You learned the fundamentals, such as how to march, drill, shoot, make your bed, and say “Yes, Sergeant,” “No, Master Chief,” or “Yes Sir, Gunny.” From there it was on to “A” school—at least that’s what it was called in the Navy—to learn your trade, craft, or specialty skill, such as how to be a mechanic, infantry soldier, or turbine tech, most of which can be applied to life after the military.
Having had the privilege and honor of not only being raised in a military family but also knowing and working with many former military personnel in the almost 30 years that I have been in the power industry, I am thankful for these men and women and the training that they have received. I am proud to have had the opportunity to personally hire several former military personnel. I have found them to be disciplined as well as willing and able to be trained. They understand work ethic and service. They are typically motivated and hardworking.
But where do you go for basic training for the power industry? I know some people who started off in this industry turning wrenches or calibrating gauges, others who began as laborers, and some who started out as operators. I know others still who have come in through the college route, as engineers or business types. But once you are in the door, how do you gather and amass the power industry acumen required to operate and manage a complex multimillion-dollar facility? You certainly don’t have the luxury of going away for six weeks or more of camp, where some sergeant or chief tells you how nice it is that you are there, as they kindly and gently teach you how to perform your assigned task (Figure 1).
 |
| 1. Welcome to the military, Maggot! Drill instructors prepare recruits mentally and physically for the rigors of battle. Courtesy: U.S. Marine Corps/Sgt. Reece Lodder |
Over the years, IEM Energy Consultants has worked with various clients worldwide, and without fail, they all struggle with the question: “How do we properly train and prepare our people to take on leadership roles in the future?” This article explores various methods that have been used at plants—large and small—both by IEM’s clients as well as by me when I was a plant superintendent at an F-class combined cycle power plant.
It’s All in the Hiring—or Is It?
It would be nice to say that it is all in the hiring process, but it is hard to see a candidate’s potential for success 10 years, five years, or even two years down the road. But hiring the right people naturally has a lot to do with it.
IEM was tasked several years ago with helping staff two F-class combined cycle power plants. One consisted of two 2 x 1 power blocks and the other consisted of one 3 x 1 power block. This was in the early days of the F technology, and the client, who had been hearing all of the horror stories related to “infant mortality,” was very risk averse. That client insisted that all operators and maintenance technicians have a minimum of 10 to 15 years experience with F technology to even get across the threshold.
Recognize that this was during the bubble, when there were companies that were hiring operations and maintenance (O&M) technicians not for one plant, but for multiple plants at a time. It often seemed as if the only qualification required was the ability to spell “gas turbine,” so hiring competition was fierce. The question that IEM posed to our client was: “How do you find candidates with that level of experience in a segment of the industry that is only five years old?”
IEM convinced this particular client that what we really needed to do was focus primarily on appropriate skill sets, rather than on experience. Additionally, we looked for personnel who could “play well in the sandbox together.” If we found personnel who could who could be made into a “squad,” so to speak, they could lean on each other based upon the skills that each possessed, which would serve the power plant well. One manager at a large coal-fired power plant in the South put it this way, “We look for people who reflect our culture—with the right aptitude; after that, we can train them.”
Based upon this philosophy, a skills matrix (Table 1) was developed, identifying the specific skill sets (not experience) that the client identified as critical to the success of the facility. In certain cases, duplicate skill sets were identified, such as having multiple personnel with electrical or mechanical skills, for example.
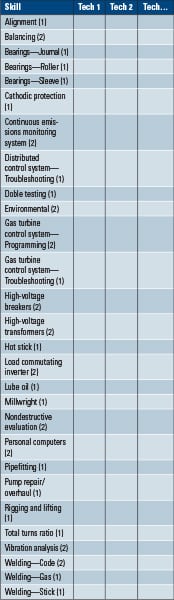 |
| Table 1. Skill set matrix. This abbreviated example identifies skills that candidates were required to have (1) and additional skills that an ideal candidate would have (2). Source: IEM Energy Consultants |
Using the matrix, O&M technician job descriptions were developed, and interviews were conducted. During the interview process, a great deal of concentration was given to personality traits, hobbies, pastimes, and interpersonal discussions, looking for people who were comfortable in their skin.
Although we touched on skill sets, we were often able to ascertain those more easily though reference checks. It must be recognized that reference checks, and the information that is available, have changed over the years. Now, there is an ever-present threat of litigation from angry ex-employees who feel they may have been slandered, so this option may not be as useful as it once was.
If candidates came with true experience, that was considered an added advantage. However, it has also been our experience that in certain cases, it is easier to form individuals into a cohesive squad when they come with no ingrained bad habits. In that case, we have a clean sheet of paper, so to speak, to train them to perform tasks the way the plant wants them to and not the way they did it at their last plant. Just as in the infantry, it is easier to take people who have a basic familiarity with guns and teach them to shoot the “military way,” rather than take people who think they know everything there is to know about guns who have to “unlearn” years of bad habits before they can be taught the military way (Figure 2).
 |
| 2. Understanding the proper technique to use when completing a task is important in all occupations. In this photo, a primary marksmanship instructor and a range coach teach a recruit the fundamentals of marksmanship. Courtesy: U.S. Marine Corps/ Cpl. Jericho W. Crutcher |
As positions were filled, the matrix was reevaluated, so that we could ensure that all identified skill sets were subsequently filled. This approach worked well, and the staffing process for both facilities went very smoothly. At least through commissioning and initial operations, the staff was well adjusted and well trained.
Training
Once you have your recruits, what is the best way to teach them to march in formation, how to drill, and most importantly, how not to fall to pieces when in “combat situations,” such as when steam vents are lifting and it sounds like the world is coming to an end? I will never forget my first experience in a combat situation, so to speak. I failed miserably because I never received the basic training.
I had been given “my gun, my fatigues, a compass and a map, and was told to go out and conquer the enemy,” but I was still unprepared. I was fresh out of college, and there I was standing on top of the boiler building of a brand new 490-MW lignite-fired plant, studying the “enemy positions.” Plant plot plan in hand, I was trying to get the lay of the land.
All of a sudden a clinker let loose, somewhere around 75 feet beneath me. It fell the remaining 200+ feet to the ash hopper and broke the water seal, causing the furnace to lose pressure and the 2,500 psig boiler drum safety directly behind me to lift. I had never heard incoming enemy rounds hit so close, and I had never been so scared in my entire life. I thought my life was coming to an end.
Well, when I recovered and realized that I was going to live through it after all, I vowed to tell this story to all those whom I have since hired and trained, so that when enemy rounds come close, they will at least know what to expect. I try to get them to expect the unexpected.
I have seen training programs that run from literally nothing more than glorified on-the-job training with little formality, to long, drawn-out affairs that rival what some of the best schools offer. At one facility, running a single simple cycle combustion turbine, the operations training program consisted of following the electrical technician around as he operated the unit.
At another plant, involving a 1 x 1 combined cycle project, the initial new plant training involved seven weeks of both classroom and hands-on training, coupled with running and coordinating every aspect of startup and commissioning under the supervision and coordination of an experienced operations lead and startup manager. In both the hands-on setting as well as the classroom setting, the instructors developed and utilized multiple what-if scenarios, based upon real-life O&M incidents, to test trainees’ comprehension of concepts and understanding of emergency situations.
At still another project, currently under construction, the site will run three separate training courses, so that it can rotate its personnel through, without tying them all up at once. That program will stretch out to seven months.
In discussions with a plant manager at a large utility coal plant, he indicated that when his plant brings in new entry-level recruits, they all go through a “Power Plant 101” course to learn the fundamentals. After that, depending upon the nature of the position that they have been hired into, the training can stretch for up to 15 weeks, including a combination of both classroom and hands-on training. Control room qualified personnel must requalify every three years.
As previously noted, in new plants, if the opportunity presents itself, the O&M staff should participate to the greatest extent possible in all commissioning activities. This stipulation should be written into contracts up front to ensure engineering, procurement, and construction, and O&M contractors allow this level of participation. However, this may require some level of temporary additional staffing, which can and should be budgeted for. There are two options for this. Extra workers can either be contract labor, in which case they can be released as soon as they are no longer needed, or they can be direct labor, in which case attrition can take the numbers back down to approved budget levels. The latter is often preferred, as there is a normal level of attrition that will take place during these times.
But as with exercise, continual refinement is necessary, or else skills, like muscles, will atrophy. Just as the military continually trains and drills to hone skills (Figure 3), plant personnel must be allowed to train and hone their skills too. Not only will this keep them fresh and prepared, but it will also prevent the staff from becoming bored with the routine of day-to-day operations.
 |
| 3. When the bullets start flying, remember your training. Preparation and practice are critical to success in any endeavor. Courtesy: U.S. Marine Corps/ Sgt. Benjamin E. Woodle |
Different facilities have their own unique ways of qualifying staff to move up and train for the next position. A good program should include a series of written and oral exams (administered by supervisors as well as peers), proficiency demonstrations, and time in grade. By the time an operator, for example, is qualified to run the control room alone, he or she should have mastered concepts, such as:
■ Plant safety procedures and practices.
■ Plant administrative processes and procedures.
■ Plant work order entry and processing.
■ Basic thermodynamics (including energy conversion and heat rate).
■ Plant piping and instrumentation diagrams for all systems (most systems should be memorized so the operator can draw on them and describe them from memory).
■ Plant electrical one-line diagrams with the same level of memory as noted above.
■ Any contracts that pertain to the O&M of the plant, including fuel supply, ash disposal, power sales, tolling agreements, long-term service agreements, labor agreements, O&M contracts, and water supply.
■ Operating permits relating to the plant, including air, water, noise, and waste.
■ Understanding of plant mechanical equipment and systems and how they operate, including prime movers, steam generators, fuel handling, different types of pumps, compressors, fans, blowers, valves, filters, and strainers.
■ Understanding of plant electrical equipment and systems and how they function, including breakers, transformers, excitation, circuit switches, relays, and metering.
■ Understanding of plant control systems, including a basic understanding of troubleshooting, ladder logic, control valves, transmitters, thermocouples, and resistance temperature detectors.
■ And perhaps the most important thing that all operators should know is what they don’t know. As I always used to tell my employees, don’t be afraid to pick up the phone; know your limitations.
Beyond this, staff should be allowed opportunities, within budget constraints, for outside training, provided that the training is something that will ultimately benefit the plant. At one site visited by IEM, the O&M staff utilized a self-directed workforce that was highly motivated, and outside training was encouraged. One of the O&M technicians, who was already a top-notch welder, had earned a level-2 certification in nondestructive evaluation. This individual was also in the process of becoming a certified weld inspector so that he could take on a more active role in overseeing boiler repairs and inspections as well as other code work that was required on site.
Next, look for opportunities to expand employees’ horizons, such as giving them assignments outside of their regular job description. One thing that worked well for me, for example, and I have seen utilized at several plants since then, was assigning operators to work as project managers during outages, such as for upgrades to water purification systems or on turbine overhauls. I’ve even seen some become outage coordinators. This relieves them of their routine duties, allows them to see the plant from a different perspective, and gives them an introduction to budgetary responsibility, contract management, and scheduling, while allowing supervisors/managers to see how well they do on temporary duty (TDY).
With all that said, training must go beyond the obvious. The men and women who staff these multimillion-dollar facilities are trusted to make snap decisions in the heat of battle, and these decisions can have significant effects on the facilities, beyond generation. Do I trip the unit, or can I do a fired shutdown? Can the unit continue to run through the current peak hours? What changes need to be made to prevent possible damage to the unit? How do these decisions affect long-term service agreements, tolling agreements, or bonus structures under power purchase agreements? How will they influence the bonuses paid to the employees under an O&M contract? This is a combat operation, so to speak, so if everyone doesn’t understand the mission, then everyone might have a different perception of the final objective.
It is imperative that employees of all pay grades understand how their actions or inactions can affect the facility, the bottom line, or even their paycheck. One recommendation that we make to all of our clients is that employees should be trained on the commercial and legal sides of the business. Now that might sound to some like pure torture, but if these agreements affect the facility, then workers need to understand how their actions affect the agreements. All employees—from O&M technicians to management—should be able to produce a simple, one-page summary of each contract that pertains to O&M of the plant and explain how their actions can affect that particular contract and, consequently, the plant.
Natural Born Leaders
As a lieutenant, you must always keep an eye on your platoon, looking for those who need a little extra encouragement. Sometimes motivated people get bored and want to take on additional responsibility. Other workers can get into trouble because they don’t have enough to do.
Frequently, you have a sergeant who watches over the operations and another to watch over the maintenance—depending upon the size and type of facility you are running—but how do you start grooming your sergeants to become top sergeants? How do you start identifying and grooming the next sergeants? Again, this has been a struggle at sites everywhere, and some have done better than others when it comes to answering these questions.
Some promote based on tenure and seniority. Some will select the person who has stood out as the most technically qualified in their position. Others still will bring new sergeants in from other platoons, while some watch for natural born leaders.
Tenure and seniority seem to make sense; those with the most time in grade, those with the most battle scars, will naturally make the best leaders, right? Maybe they will, but maybe not. They may know the equipment, know the plant, processes, and procedures, but do they know how to lead? Do they have the respect of those who will report to them?
At one site that IEM visited, a newly minted operations supervisor, who had been promoted from within, was struggling with his new direct reports. After spending time with those who reported to him, a definite trust issue was identified that had been around for years. This made for a highly dysfunctional organization. To make matters worse, while the individual in question didn’t lack enthusiasm for the position, he hadn’t necessarily been groomed and trained to become a front-line supervisor either. This made for a difficult transition for both the supervisor as well as his direct reports.
I would like to suggest that while sand will irritate the eye, and eventually lead to an infection, that same grain of sand in an oyster will produce a pearl. The point is that it is the irritant—difficult times at a plant—that brings out the true character of individuals.
I would challenge you to watch your personnel the next time the alarm bells are going off in the control room. Oftentimes, what I have seen is that one member of the crew, and perhaps not even one who is assigned to the control room, will be the person everyone looks to for direction. The ones who have the capacity to remain calm when the bullets start flying, while simultaneously processing multiple inputs and outputs, are the ones who will gain the respect of those they work with. Those individuals have an inherent ability to lead.
As plant managers, the whole aspect of personnel management can consume a lot of time—even more if we get it wrong. Understanding a few basic concepts for hiring, training, motivating, and honing your platoon into a well-oiled fighting force that can rely on each other during the heat of battle can pay huge dividends. ■
—Jeff Fassett, PE is founder of IEM Energy Consultants Inc. He has served many years in power plant O&M roles. He has also been active in the American Society of Mechanical Engineers and served on the education committee of the International Gas Turbine Institute.