The first power plants were built about 130 years ago. Coal was then, and is still today, the major fuel used for power generation. Currently, about 1,400 pulverized coal – fired units, with an average age of more than 30 years, generate over 50% of U.S. electric power.
The use of low-sulfur coal and improved emission controls have reduced emissions from these plants. In addition, advanced pulverized coal – fired power plants with multi-pollutant removal systems can further reduce the carbon dioxide (CO2) and hazardous air pollutants, including sulfur dioxide (SO2), nitric oxides (NOX), and mercury (Hg).
Advanced pulverized coal – fired power plants can generate electricity with a net efficiency of over 45%. This is quite an improvement over the average net efficiency of 32% for the older plants still in operation. With this improvement, CO2 discharge has been reduced by 40%. However, this is without capturing and sequestration of CO2.
Currently, single-pollutant removal techniques include flue gas desulphurization (scrubbers), selective catalytic converters, and improved bag houses or electrostatic precipitators. Removal of mercury using activated carbon as an absorbent is still in the experimental phase. The specific capital costs for the four single-pollutant removal systems mentioned are estimated to be in excess of $400/kW.
Multi-Pollutant Controls Development
A major step toward more-effective and more-economic emission control of pulverized coal – fired power plants was made by Process Engineering Associates (PEA) with the introduction of its multi-pollutant removal system. Development of its system was based on the company’s experience with sulfuric acid production since 1750. In the 18th century, the nitric oxides required for producing sulfuric acid (H2SO4) were discharged into the atmosphere.
In 1827 the process of producing H2SO4 was improved by the invention of the Gay-Lussac tower to absorb NOX. In this process, NOX could be recycled to enter a Glover tower (denitration) upstream of the lead chamber (SO2 conversion). Although the H2SO4 production per specific chamber volume was small, it could be significantly improved by the introduction of filling material (packed towers).
After the introduction of the Gay-Lussac tower in 1908, hundreds of such improved systems were built. The Petersen tower plant at Kalundborg, Denmark, produced 35 kg/day of 78% H2SO4 per cubic meter of tower volume. All the early plants were used for the conversion of SO2 to H2SO4.
In the 1970s the system concept was modified to not only produce H2SO4 but also to remove sulfur from flue gases of metallurgical facilities and pulverized coal – fired power plants. Two tower plants (in Goslar, Germany, and Salsigne, France) have been modified for flue gas cleanup.
Rustenburg Installation
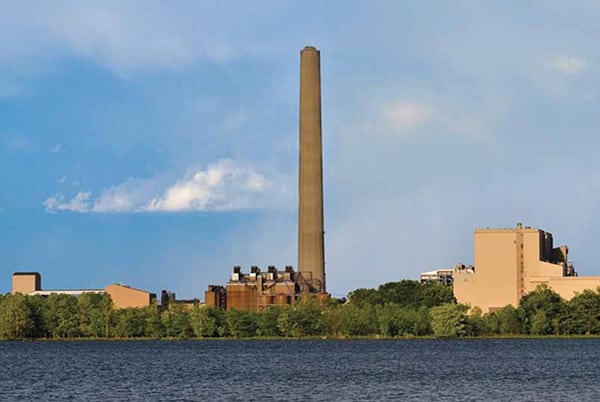
The U.S. Clean Air Act lists about 15 elements as hazardous air pollutants that are being discharged in flue gas from coal-fired plants. Separate removal systems for SO2, NOX, and Hg are no longer the solution. Hence, the interest in multi-pollutant removal systems such as the one installed at the Rustenburg facility in South Africa (Figure 1). A tower plant, based on the two-stage Fattinger-Jaeger process design, was installed at the Rustenburg plant in 1999.

1. Multipollutant system installed at Rustenburg Power Plant in South Africa. Courtesy: PEA
The Fattinger-Jaeger process was developed to remove multiple hazardous pollutants from the flue gas. Experience in Rustenburg has shown that the discharged flue gas is optically clean. The SO2 content, measured on a daily basis, has been 10% upstream of the system and is reduced in the first stage to about 1%. Downstream of the second stage of the PEA tower, less than 0.2 ppm of SO2 has been measured.
Based on operating experiences at the Rustenberg plant, the standard PEA system for pulverized coal – fired power plants has been conservative designed for approximately 1% SO2 in the flue gas entering the system and less than 3 ppm SO2 in the flue gas leaving the system. A simplified contact plant is used for pulverized coal – fired power plants to clean up small particulates and aerosols from the flue gas prior to it entering the second-stage tower plant. In the second stage, SO2, NOX, and Hg are removed.
At the Rustenburg facility the multi-pollutant removal system has showed excellent operating flexibility in regard to changing flue gas flow as well as incoming emission levels. Emissions of Hg and PM2.5 are not traceable in the discharged flue gas. Although NOX was measured at 60 ppm in the Rustenburg plant, there was no specific request for its removal. Nonetheless, the latest test data shows that for the standard power plant multi-pollutant removal system, NOX emission is already as low as 10 ppm. If needed, this can be further reduced.
The standard multi-pollutant removal system design for pulverized coal – fired power plants is shown in Figure 2. Using an electrostatic precipitator or baghouse, coarse particulates and dust in the flue gas entering the system are removed. Final cleanup takes place in the first section of the system. Tests and operating experience have shown that small particulates, PM2.5, are not traceable in the flue gas leaving the first stage of the system.

2. Schematic of a standard multipollutant removal system design for pulverized coal-fired power plants. Courtesy: PEA
The first-stage cleanup section of the multi-pollutant removal system features a heat exchanger, a washing and cooling tower, and a venturi scrubber. After the flue gas leaves the heat exchanger, it passes though the washing and cooling tower, where it is cooled. The washing and cooling tower is also where the initial cleanup of particulates takes place. After leaving the washing and cleaning tower, the fluid discharge is partially recycled and drained as slurry. After being aerated, a portion is discharged as weak acid.
Final cleaning of the flue gas takes place in the venturi scrubber, where fine particulates ( PM2.5) and aerosols are removed. The end product is an optically clean gas. Before entering the SO 2 absorption tower in the second stage of the system, a flue gas fan increases the flue gas pressure to a level that compensates for the entire multi-pollutant removal system’s flue gas pressure loss of about 47 inch water gauge (119 mbar). The power consumption of this fan amounts to approximately 1% of the power plant’s net output.
In the following four towers of the second stage of the multi-pollutant removal system SO2, NOX, and Hg emissions are removed. These towers produce saleable 76% strong H2SO4 and 60% strong nitric acid (HNO3).
In the SO2 absorption tower, SO2 is converted into sulfuric acid under simultaneous catalytic reaction with NOX. The SO2 absorption tower cycle includes a cooler for the recirculated acid and a recirculation line from the NOX absorption tower to the SO2 absorption tower. As the flue gas containing SO2 and NOX passes through the SO2 absorption tower, it is converted into H2O4.
In the NOX absorption tower, NOX is converted into HNO3. The NOX absorption tower cycle includes a cooler for cooling the recirculated acid. After leaving the NO X absorption tower the flue gas enters the nitric acid production station, where a 60% concentrated HNO3 is produced.
The removal of mercury takes place in the SO2 and NOX absorption towers with the following reactions:
Hg + H2SO4 + ½ O2 = HgS 4 + H2O
HgSO4 + SO + 2 H2O = Hg + 2 H2SO4
Metallic mercury is discharged from the SO 2 absorption tower.
A standard module of the PEA multi-pollutant removal system for large pulverized coal – fired power plants can handle about 150 Nm3 /s (340,000 scfm) flue gas. This relates to roughly 200 MW of an advanced pulverized coal – fired power plant. The module is approximately 100 meters (330 ft) long and 29 meters (96 ft) wide. For larger power plants, multiple modules are used. The modules are in parallel and operate independently of one another.
The costs of multi-pollutant removal systems for different size pulverized coal – fired power plants versus the flue gas flow are shown in Figure 3. The relationship of costs to flue gas flow is linear, with small step changes when adding additional modules. There is no direct relationship between the multi-pollutant removal system costs and a power plant’s rating. The reason for this is that different power plant design concepts are used for upgrading old plants and new plants.

3. Cost of multipollutant removal systems versus flue gas flow. Courtesy: PEA
A 750-MW advanced power plant discharges about 575 Nm3 /s (1,300 000 scfm) flue gas. To handle this amount of gas a fourth module system is needed. The cost for the fourth unit is approximately $60/kW.
Revenue and Costs
The estimated operating costs for multi-pollutant removal systems are very attractive, because a large portion of the costs are recovered by selling sulfuric acid and nitric acid by-products. They can also be sold as ammonium sulfate fertilizers. The following is an estimate of operating costs of a multi-pollutant removal system for a base-load 750-MW power plant:
-
Capital costs (15-year write-off) for auxiliary power, steam, water, and operation and maintenance: $24.0 million.
-
Income from sulfuric acid and nitric acid sales: $11.3 million.
-
Effective annual costs: $12.7 million (about 0.2 cents/kWh or 5 cents/standard cubic yard of flue gas).
Other by-product options include brine, a mixture of sulfuric and nitric acid, and super-phosphate for use by the fertilizer industry. Saleable by-products not only provide another revenue steam for coal-fired power plants, but the high-sulfur coal used also is less expensive.
The advantages of using multi-pollutant removal systems include:
-
Lower SO2 emissions <0.04 lb/MWh (<3 ppm)
-
Lower NOX emissions <0.1 lb/MWh (<10 ppm)
-
Nontraceable Hg (<3 ppb)
-
Nontraceable PM2.5
-
Low investment costs
-
Low operating costs
-
High plant operating flexibility, as there are no start-up or load-cycling limitations
-
Use of high-sulfur low-cost coal
-
No primary NOX reduction required (no low-NOX burners)
-
Saleable by-products
-
No need for limestone and ammonia
-
Mercury discharged as a liquid metal
-
Removal of other hazardous air pollutants trace elements
When comparing the emission performance of coal-fired power plants, it is important to relate emissions to the electric power generated rather than simply measuring emissions in ppm or ppb. The statement "more air equals less emissions" is just not correct, because only the ppm or ppb emissions — not the lb/kWh or lb/MWh emissions — are lower.