My career began as a results engineer testing large utility boilers. Ever since that first assignment, I have remained interested in the details of how the measurement and control of the furnace fuel and air inputs can make a huge difference in overall boiler performance. Given that plant operations and maintenance (O&M) budgets are slimmer today than in recent memory, my experience is that targeted performance testing can provide important feedback for prioritizing maintenance expenditures. The combination of plant testing and targeted O&M expenditures provide the best opportunity for efficient and reliable plant operations. I call this approach to plant efficiency improvement “performance-driven maintenace.”
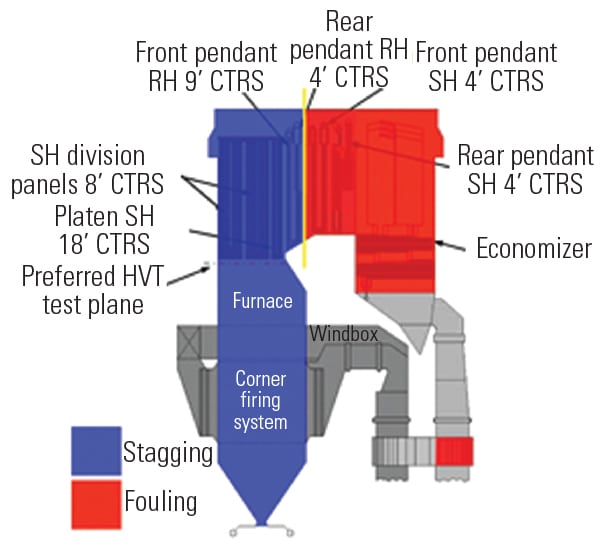
Performance testing of the entire plant and each system is very expensive and impractical. Instead, target your testing on the equipment that has the greatest potential positive impact on plant emissions and efficiency. Specifically, focus your testing on the pulverizer system, boiler air in-leakage, and boiler ash to achieve the greatest performance return at the least cost (Figure 1).
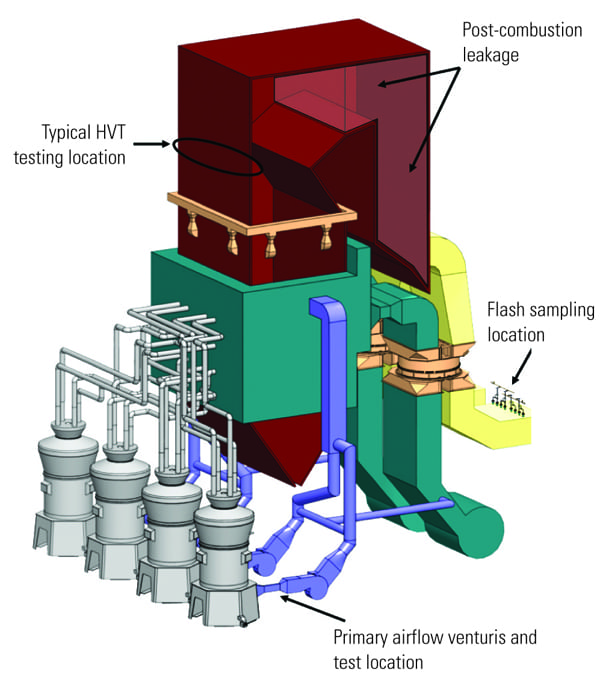 |
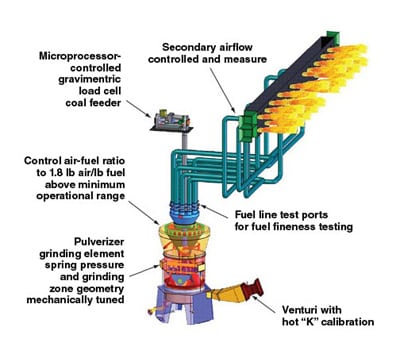
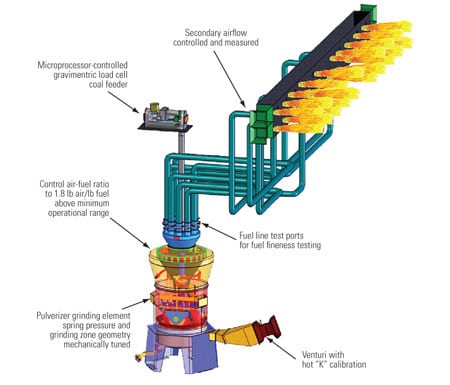
| 1. Three plant tests to perform. Three performance tests often produce the greatest return on your testing dollar: the pulverizer system, boiler air in-leakage, and unburned fuel or loss on ignition in the fly ash. The results of these tests often show where maintenance dollars should be invested. Source: Storm Technologies Inc. |
Begin with the Pulverizers
The pulverizer is the heart of the coal combustion system. Efficient coal combustion requires precise fuel fineness and proper distribution of the required air/fuel mixture to the burners (see the sidebar “Looking for More Pulverizer and Coal Fineness Resources?”).
Some plants are content with overhauling a pulverizer at the prescribed maintenance interval (usually 7,000 hours, 500,000 tons throughput, or a certain number of months) and placing it back into service without testing its performance. The overhaul often includes extensive procedures such as replacing the grinding elements, replacing worn areas of the classifier cones and blades, “blueprinting” the clearances and dimensions, and checking spring tension.
However, a successful overhaul requires much more than assembling the parts to specification. The final step of the overhaul should be a test that demonstrates that the leaving coal fineness is up to standard (at least 75% passing a 200-mesh sieve). Without the correct fuel fineness, the remainder of the combustion system cannot efficiently burn the fuel.
For example, following an MPS-89 pulverizer overhaul, the plant staff determined fuel fineness was poor. The principal reason was identified as high primary airflow, the most common cause of poor fuel fineness. The primary air/fuel ratio was at 2.3 pounds of air per pound of fuel. When the primary airflow was lowered to the optimum air/fuel ratio, fineness improved from a value in the mid-60% range passing a 200-mesh sieve to the mid-70% range.
Undesirably high primary airflow not only contributes to poor fuel fineness but also to longer flames, increased fuel imbalance, higher CO levels, and higher peak flame temperatures at the superheater. Also, pockets of the products of combustion in a reducing atmosphere are often found in the upper furnace, which contributes to slagging when a fuel with high iron content ash is fired (Figures 2 and 3).
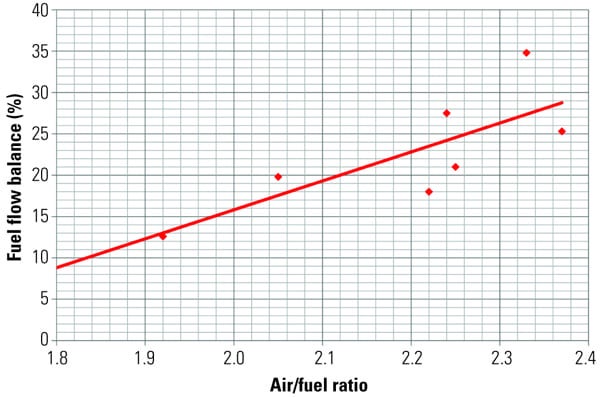 |
| 2. Pipe-to-pipe fuel flow balance. The test data illustrate how minor coal pulverizer and primary air/fuel ratio adjustments often result in a dramatic change in boiler performance. Source: Storm Technologies Inc. |
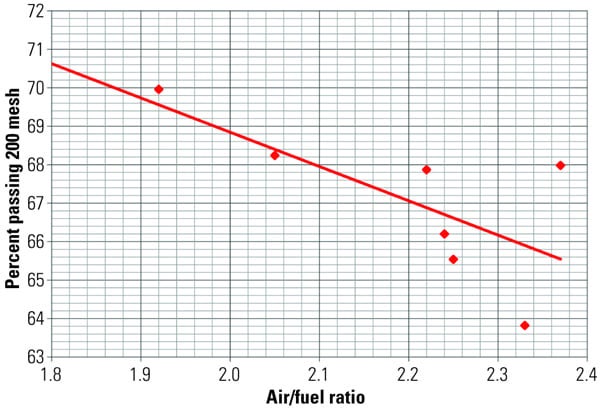 |
| 3. Effect of excess primary airflow on fuel fineness. At this plant, reducing primary airflow improved fuel fineness and reduced undesirable combustion losses in the boiler. Source: Storm Technologies Inc. |
At another plant, the pulverizers were equipped with dynamic classifiers and were periodically tested at 170 rpm by the plant staff. Strangely, the day-to-day operation of the pulverizer classifier was at 160 rpm or less. The problem was that plant staff didn’t understand that a pulverizer outfitted with a dynamic classifier operating at lower than design speed produces poor fuel fineness, which also lowers combustion efficiency. When the classifier speed was increased to ~170 rpm, the fly ash carbon content dropped to 15% in loss on ignition (LOI, or unburned fuel).
Check Furnace Oxygen Levels
One of the most common problems that creates opportunities for improvement is insufficient combustion air in the furnace. Most large utility boilers use oxygen analyzers installed at the boiler economizer exit gas ducts. Because of the age of the boilers and the reduced frequency of overhauls, many boilers have significant air in-leakage between the furnace exit and the oxygen analyzers. Any air that seeps into the furnace post-combustion does not take part in combustion, yet it registers on the oxygen analyzers as “excess oxygen.”
We often find the excess oxygen increase from the furnace to the economizer outlet to be more than 2% oxygen. This represents the equivalent of about 10% of the total combustion air. When a boiler is operated with the furnace exit as low as 2% oxygen, the CO levels are usually extreme, into the 4,000+ ppm range. Carbon monoxide will still burn out as the flue gases pass through the convection pass and cool down to about 1,350F. The result is reasonable, yet close to the limit stack CO levels even when the furnace is starved for oxygen.
Perform Periodic Fly Ash Sampling
Periodic sampling of fly ash at the boiler exit can be very informative about combustion efficiency. The key is to obtain representative fly ash samples, which is easier said than done. First, don’t use electrostatic precipitator or baghouse hopper samples, which aren’t as representative as the fly ash captured directly from the gas stream. Instead, use a fly ash sampler to sample fly ash in the flue gas. This approach ensures that the sample reflects the true carbon content of the fly ash that is useful to monitor pulverizer performance. Permanent mounting of the fly ash sampler with pulley hoists for lowering the probes and permanent compressed air piping can make the sampling task much easier.
After the fly ash sample is collected, apply the three-part fly ash LOI test. The first part measures the fly ash LOI collected from each duct. Next, sieve a portion of the ash through a 200-mesh sieve and determine the LOI of both the fine ash (passing the 200-mesh sieve) and the coarse ash (remaining on 200-mesh sieve). The final task is to analyze the test results. If the composite ash (fines and coarse) is, for example, 10% LOI and the fine ash is 2% LOI, then the problem causing the poor LOI is likely pulverizer related. If the fine particles (less than 200-mesh size) have high carbon content, then the problem is not pulverizer related but more likely is caused by insufficient furnace oxygen or poor fuel balancing.
—Contributed by Dick Storm (richard.storm@stormeng.com), president of Storm Technologies Inc.