As clean power technologies become more mainstream, offshore and river-based energy generating systems are beginning to come into their own in terms of proven performance. While the sea and rivers are a widely available resource, they do come with a unique set of equipment protection and sealing challenges. The sealing solutions should be robust, safe, and effective, and able to handle the difficulties of the environment, lifecycle requirements, and inaccessibility for maintenance.
Turbine Gearbox Sealing and Protection
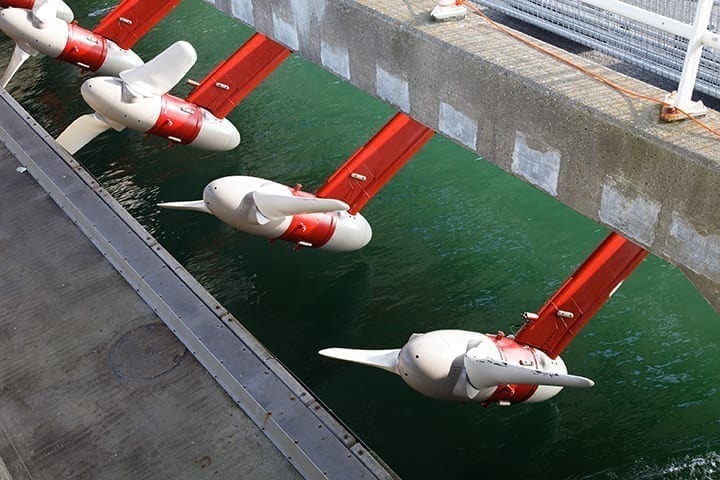
Effective equipment sealing is necessary for successful deployment of tidal turbines, such as the turbines shown in Figure 1. Within the turbine, the gearbox lubrication must be retained while moisture and contaminants must be excluded. Traditionally, such rotational sealing applications would utilize lip seals at the gearbox boundaries, which are a reasonable solution in many pieces of equipment.
 |
|
1. Tidal turbines come in many configurations. They are similar to wind turbines in that they have blades that turn a rotor to power a generator, and can be placed on the sea floor where there is strong tidal flow. These turbines are part of Verdant Power’s RITE Project on the East River in New York City. Courtesy: Verdant Power |
However, oil seals must contact the rotating shaft to provide an effective seal, and even when operated in a well-lubricated environment, the lip seal will have a finite life. Oil seals require eventual replacement, and when used in a submerged marine environment, an oil seal replacement could come with a hefty price tag.
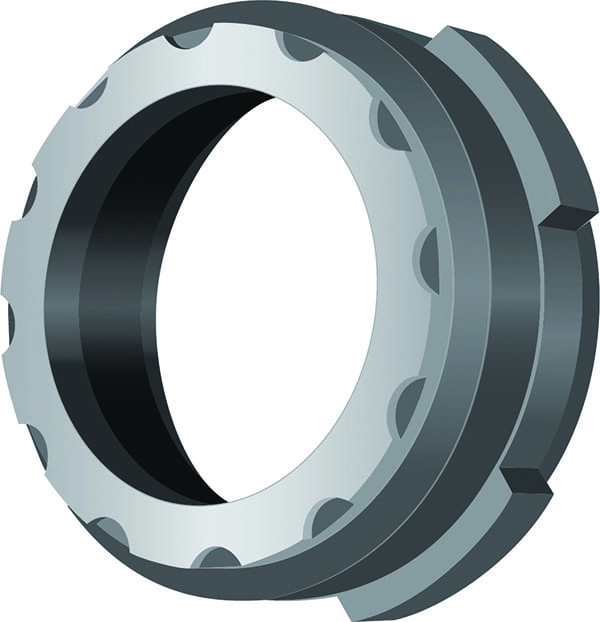
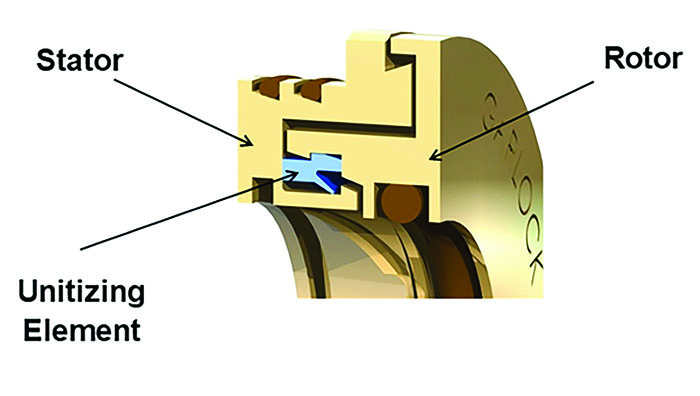
Bearing isolator technology offers a non-contact seal that will provide both ingress and egress protection for the life of the equipment, with zero wear to the seal or the shaft. Bearing isolators feature a labyrinth path to exclude dust and moisture, providing Ingress Protection (IP), a rating system used to define levels of sealing effectiveness of electrical enclosures against intrusion from foreign bodies and moisture. This bearing isolator design also eliminates a contacting wear surface on the rotating shaft. The Garlock Guardian bearing isolator is an example of this technology, and includes three components: the stator, rotor, and unitizing element.
 |
|
2. Bearing isolator technology offers a non-contact seal that will provide both ingress and egress protection for the life of the equipment, with zero wear to the seal or the shaft. The Garlock Guardian bearing isolator shown here is an example of this technology. It includes three components: the stator, rotor, and unitizing element. Courtesy: Garlock Sealing Technologies |
The rotor uses an incorporated O-ring to create the static seal on the shaft. The rotor and O-ring both turn with the shaft, removing any relative movement between them and, most importantly, eliminating shaft wear. The rotor and the stator are separated by a unitizing element, which is unique to this type of bearing isolator. The unitizing element is made from polytetrafluoroethylene (PTFE), known for its low friction and chemical inertness. The unitizing element maintains the spacing between the rotor and stator during installation, and prevents metal-to-metal contact between the two parts during operation (Figure 2).
Keeping the rotor and stator from interacting with each other eliminates the potential for the seal to generate contamination through internal metal-to-metal contact. The stator is retained within the equipment bore by patented Cam-Lock O-ring grooves, which allow for installation by hand while providing excellent seal retention without damaging or galling the mating equipment.
This non-contact seal technology allows the bearing isolator to have a truly infinite life. There are no wear components within the seal design, removing the need for costly routine maintenance.
Bearing isolator technology is scalable in size, with applications ranging from 1/2-inch thru 24-inch diameter shafts. Bearing isolators are rated for surface speeds of up to 12,000 feet per minute and can absorb radial misalignment of up to 1/5 inch. Bearing isolators are available in several materials including bronze, stainless steel, and Hastelloy for compatibility in challenging environments.
 |
|
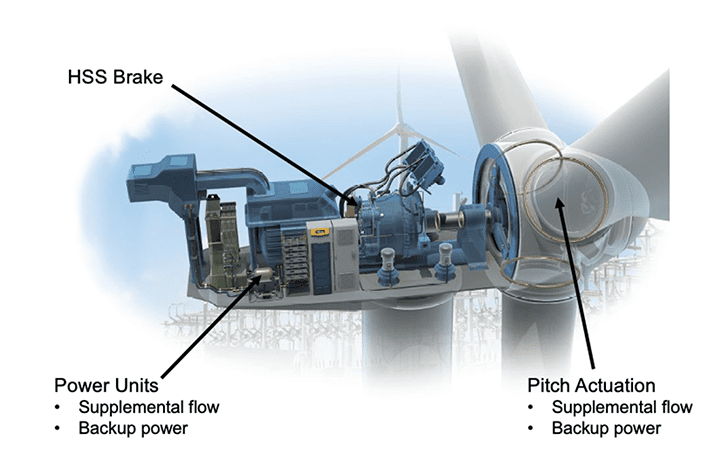
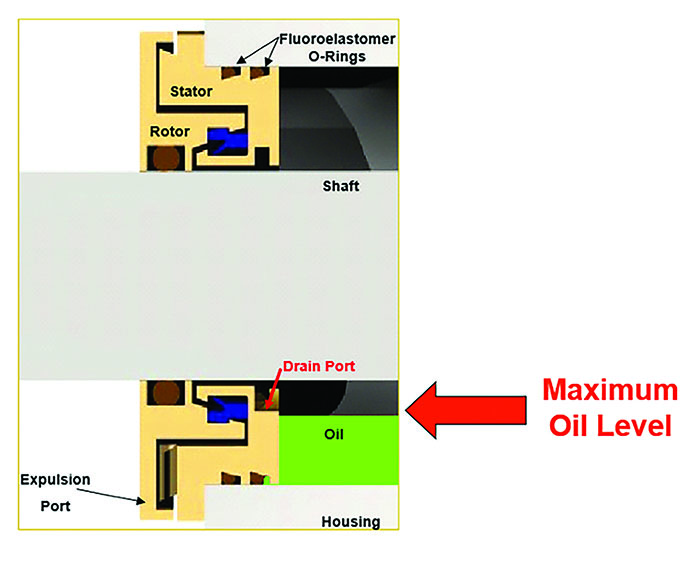
3. The fluid level within the gearbox must be maintained below the bottom of the shaft in a traditional bearing isolator design. In some gearbox designs, the oil level or behavior of the oil during running conditions can result in high splash or a flooded seal condition. A bearing isolator with an advanced design can solve that problem. Courtesy: Garlock Sealing Technologies |
When using a traditional bearing isolator design, the fluid level within the gearbox must be maintained below the bottom of the shaft as noted in Figure 3. Within some gearbox designs the oil level or behavior of the oil under running conditions can result in high splash or even a flooded seal condition. In such applications, an advanced design of bearing isolator can meet the need. The Flood-Gard bearing isolator is an example of such technology.
 |
|
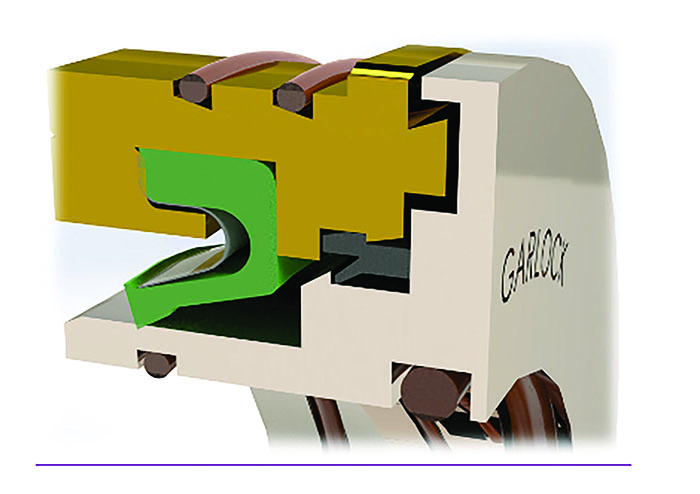
4. The Garlock Flood-Gard bearing isolator is an example of an advanced design. It is suitable for use in situations where the internal lubrication level in the gearbox is higher than the bottom of the shaft or when extreme splash conditions exist. Courtesy: Garlock Sealing Technologies |
Designed for applications and gearboxes where the internal lubrication level is higher than the bottom of the shaft, or where extreme splash conditions exist, the Flood-Gard shown in Figure 4 combines the benefits of a bearing isolator with a traditional oil seal. This model provides the exceptional ingress protection of a bearing isolator while also creating an ideal running surface for the internal oil seal. The Flood-Gard is available in standard sizes from 1- to 6-inch shaft diameters. It provides consistent, reliable sealing for even the most challenging of applications.
Turbine Shaft Seal
Due to the unique location and operation of tidal turbines, the external shaft seal must be able to withstand several application challenges. Pressure differential, radial and angular misalignment, as well as corrosion and contamination all need to be managed in this underwater environment.
 |
|
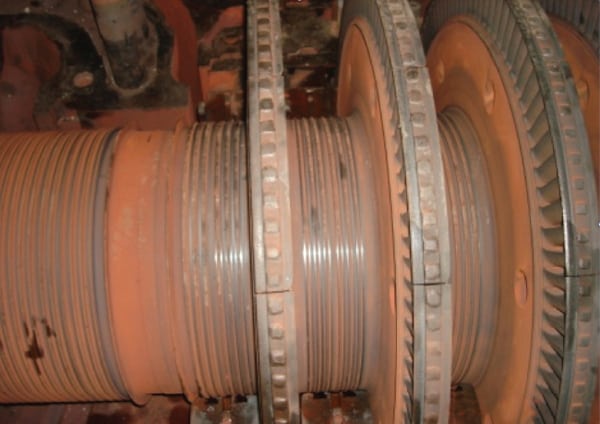
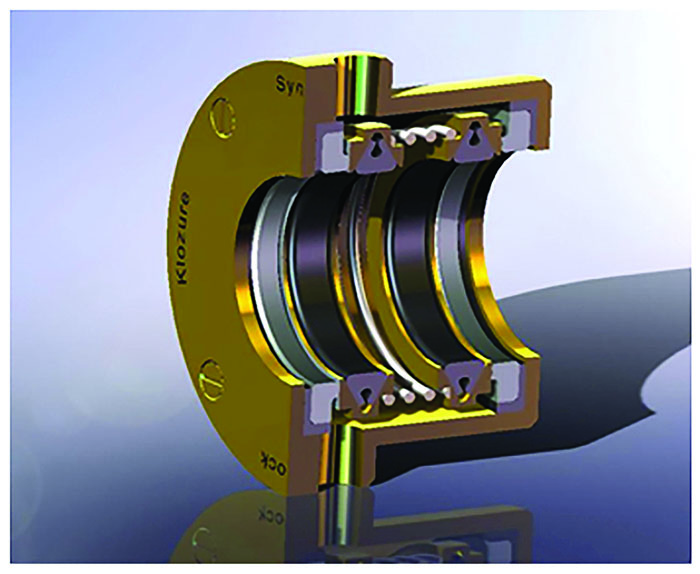
5. The Syntron Double Face mechanical seal is a cartridge-style seal with two opposing carbon and bronze sealing faces. It has proven to be a good shaft seal solution for seawater pressure boundaries. Courtesy: Garlock Sealing Technologies |
Initially developed for usage with shipboard propeller shafts, the Syntron Double Face mechanical seal has proven to be a solid mechanical shaft seal solution for seawater pressure boundaries. The Syntron mechanical seal is a cartridge-style seal that contains two opposing carbon and bronze sealing faces (Figure 5). These faces are loaded with an internally captured coil spring (or springs), allowing for continued sealing performance as the faces wear over time during normal operation.
The rotary faces and the spring(s) are affixed to the shaft with two drive rings. The drive rings create the static seal at the shaft outer diameter and translate the rotational force to the rotary seal faces. Similar to bearing isolators, no wear is imparted to the shaft. The stationary faces are captured within the seal housing by two molded rubber seats, creating the static seal on the stationary side.
In use, the seal housing is filled with a lubricating oil and capped. When submerged, the pressure across the faces equalizes; therefore, no external contaminates are driven across the sealing faces. This allows for extremely long life with essentially zero leakage.
The seal housing is manufactured from machined bronze, eliminating the corrosion concern that is inherent in operating in marine environments. The combination of materials, construction, and operating parameters make the Syntron mechanical seal a uniquely well-suited solution for the challenging environment associated with equipment operating offshore. As an additional benefit, the Syntron is a cartridge-style seal, and completely rebuildable. This allows for easy repair and replacement as needed, while minimizing the total cost of ownership.
The Syntron mechanical seal is rated to 150 psi differential pressure, and up to 400F operating temperature. While the default materials are bronze, carbon, and nitrile rubber, the seals can be manufactured with nearly any elastomer and housing material.
Neoprene, silicone, and FKM (fluorelastomer) are common elastomer offerings, while 316 stainless steel and Hastelloy are available choices for the seal housing and internal components. In addition, the seal can be configured to act as a fluid coupling. Flow through the housing is communicated through vented spring guides to the shaft diameter. When paired with a hollow shaft, this allows cooling fluid to be transmitted through the shaft core to bearings located further down the shaft. This is a common solution used in annealing fan designs.
Leveraging Technology and Proven Solutions
The necessity and the growth of clean energy technologies continues to present unique equipment protection and sealing challenges. By leveraging both new sealing technology and mature proven solutions, matching them with carefully chosen materials and benefits, successful and cost-effective solutions can be configured.
When evaluating these challenging environments, the life, performance, and maintenance cost must all be accounted for. Often, the total cost of ownership can be proven to be lowest when using a more initially expensive sealing solution like a bearing isolator in favor of an oil seal. ■
—Dan Naugle is an engineering manager with Garlock Sealing Technologies, and Joshua Cavinee is an application and commercial solutions engineer for the Klozure Dynamic Sealing Group at Garlock Sealing Technologies.