A facility’s steam turbine ranks at, or at least near, the top of the list of vital power plant equipment. Without it, the thermal energy in pressurized steam can not be converted to rotary motion, which is required to generate electricity. That is why it is imperative for a plant’s steam turbine to operate flawlessly.
Abnormal vibrations are a good indication that something’s not right. If ignored, the problem causing the vibration will frequently worsen, and in a turbine it could result in damage to blades or other internal components. In extreme cases, catastrophic failure of the equipment can occur, endangering personnel and costing millions of dollars to repair.
Commissioning Hiccup
Doosan Škoda Power understands that abnormal turbine vibration requires action. The company has more than a century’s experience manufacturing steam turbines and has invested in research and development to be an international leader in the delivery of advanced clean energy technologies.
For one of its power generation customers in Scandinavia, Doosan Škoda Power engineered a 46-MW steam turbine as part of a combined cycle system for generation of electricity as well as heat recovery. During the initial commissioning process, the turbine experienced rotor instability that prevented the drive train from operating at full load. High subsynchronous vibrations forced a trip in turbine operation at just 27 MW versus the rated 46 MW.
Changes to the bearing clearances and configurations mitigated the vibrations but were not able to eliminate them completely. Doosan Škoda Power decided to contact Bearings Plus, a Waukesha Bearings business, for a damper solution.
Assessing and Solving the Problem
Bearings Plus performed a system-level rotordynamic assessment of the turbine, which evaluated the rotor, bearings, and seals. The cause of the vibrations was confirmed to be a flexible rotor (caused by the large span between the bearings) combined with steam whirl forces in secondary sealing locations.
The steam turbine’s original five-pad rocker pivot tilt pad journal (TPJ) bearings were designed with asymmetrical oil film stiffness to try to accommodate the rotordynamics of the combined cycle system. However, the rotor flexibility and destabilizing steam whirl forces resulted in a negatively damped system and, consequently, strong subsynchronous vibrations at about 30 Hz (Figure 1).
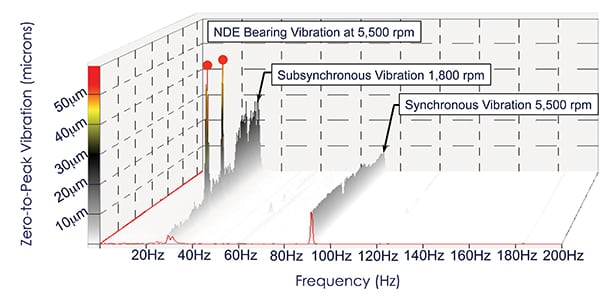 |
| 1. Abnormal vibrations identified. The waterfall spectrum shows subsynchronous vibrations at 30 Hz with the original five-pad tilt pad journal bearings. Courtesy: Waukesha Bearings |
For a solution, Bearings Plus suggested soft-mounting the rotor system on TPJ bearings with trademarked ISFD technology. In contrast to the original design, bearings with this integral squeeze film damper technology provide low-stiffness and high-effective damping to maximize the damping ratio and eliminate subsynchronous vibrations.
How It Works
The ISFD design is manufactured through electrical discharge machining. Integral “S” shape springs connect an outer and inner ring, and a squeeze film damper land extends between each set of springs. Bearing pads are housed in the inner ring (Figure 2). The unique design allows for high-precision control of concentricity, stiffness, and rotor positioning. It produces superior damping effectiveness by separating stiffness from damping.
 |
| 2. The ISFD design. This four-pad tilt pad journal bearing utilizes integral squeeze film damper technology. Courtesy: Waukesha Bearings |
While a conventional squeeze film damper (SFD) experiences a dynamic stiffness from the damper film that is dependent on amplitude and frequency, in the ISFD design, the stiffness is defined only by the springs. This allows for good predictability, and precise placement of critical speeds and rotor modes, regardless of vibration amplitudes and frequencies.
Whereas damping in a conventional SFD is generated by squeezing in the damper film and governed by circumferential film flow, the segmented ISFD design prevents circumferential flow and absorbs energy through the piston/dashpot effect. Flow resistance at the oil supply nozzle and end seals controls ISFD damping.
Both the stiffness and the damping of the ISFD design are optimized for the application through a rigorous rotordynamic analysis. For the steam turbine, because steam whirl was one of the root causes of the subsynchronous vibrations, the analysis of the ISFD solution paid careful attention to modeling destabilizing seal forces and stage forces.
A damped eigenvalue analysis without those forces showed a better stability margin by a factor of 12 with the ISFD design compared to the original bearings. With the destabilizing forces, the ISFD solution maintained a high stability margin. The combination of low stiffness and optimum damping at the bearing support is the key in transforming bending modes to more rigid body modes and improving the overall stability and damping ratio of the rotor/bearing system.
Proven Results
Field vibration data after installation proved that the solution worked. The subsynchronous vibration spikes experienced at the initial commissioning were eliminated with the use of the ISFD design (Figure 3). The larger stability margin provided by the bearings with ISFD technology freed the system from significant subsynchronous vibrations and enabled full-speed, full-power operation of the turbine.
 |
| 3. Problem solved. The waterfall spectrum shows the subsynchronous vibrations were eliminated using the ISFD design. Courtesy: Waukesha Bearings |
More than 3,200 bearings with ISFD technology have been supplied over the last 20 years and have established this unique design as a leading solution to vibration problems in turbomachinery. ISFD technology is successful in a broad range of turbomachinery due to the flexibility of its design. The technology can be used with tilt pad bearings, as described above, as well as with Flexure Pivot bearings, fixed profile bearings, and rolling element bearings, in sizes from 10 mm up to 400 mm.
ISFD technology has successfully improved stability, shifted critical speeds, and reduced amplification factors in steam and gas turbines, integrally geared air and process compressors, centrifugal compressors, turbo-expanders, radial turbines, supercritical CO2 power turbines, generators, motors, and overhung process equipment. The cost to implement an ISFD bearing-damper solution is nominal compared to the ongoing, potentially significant costs that can result from vibration problems’ effects across a machine.
In many applications, the minimal space requirements of the ISFD design allow bearings with ISFD technology to serve as drop-in replacements to existing bearings. Most importantly, the ISFD bearing-damper solution can be engineered to a specific support stiffness and damping for each application’s operating conditions to maximize the ratio of energy transmitted to the bearing locations, thus significantly improving the stability of the system. ■
—Jong Kim is senior principal engineer of Waukesha Bearings.