Utility-scale energy storage in the form of pumped water storage has a long history. One of the oldest U.S. plants found itself in need of an upgrade after 40 years of service. Having the right equipment for the job is proving to be essential.
With the current power market challenges and increasing amounts of variable renewable generation on the grid, fossil-fueled power plants aren’t the only ones finding value in upgrades for efficiency gains. Hydro projects are also getting into the act. Among them is a 40-something pumped storage project that is getting a new lease on life with a major upgrade.
As readers of POWER know from the coverage of variable renewable generation, when larger amounts of solar and wind power are fed into the grid, balancing the grid becomes a greater challenge. Power providers must fill in the gap left when the wind calms or the sun sets with electricity produced from other sources. Pumped storage plants are one proven way to store excess off-peak energy produced from solar and wind sources, as well as from fossil- and nuclear-powered generating plants, and deliver it when variable resources drop off.
One such plant, the Ludington Pumped Storage Plant on Lake Michigan (Figure 1), owned by Consumers Energy Co. and the DTE Energy Co., was the largest plant of its kind when built and consisted of six 312-MW units. It has been in operation since 1973. What was a cutting-edge solution in the mid-70s is now proven technology, serving as a pattern for similar projects that are in expedited permitting stages in 15 states. Today, Ludington is undergoing an $800 million renovation.
 |
| 1. Water storage. The 1,000-acre site of the Ludington Pumped Storage Plant on Lake Michigan includes an 842-acre reservoir that can store up to 27 billion gallons of water. Water from the lake is pumped up to the reservoir during times of low electricity demand for release and power generation during high-demand periods or to balance variable renewable generation. Courtesy: Steven Beachum |
“What we do here is convert and store energy for later use in times of high demand,” said Steven B. Beachum, senior project manager at the Ludington plant. “When power prices are low, usually at night, we use our reversible pump-turbines to move water uphill 363 feet into our 27 billion gallon reservoir. When power prices are higher in the daytime, we produce electricity by running water from the upper reservoir through those same reversible pump-turbines. What is unique about pumped storage is that it can be online within about 4 minutes. It does not require time to heat up—it is not like coal-fired or nuclear-powered thermal plants that require a day or more to heat up to the point they can begin generating electricity.”
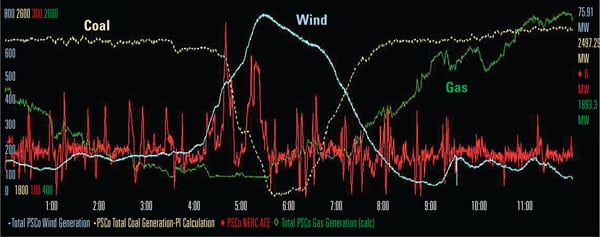
“Wind creates a lot of instability in the grid,” said Beachum. “You can have 1,000 MW on the grid and then the wind suddenly dies down and you have only a fraction of what you were generating minutes earlier. Pumped storage plants can provide a safety net quickly—they are important strategically,” he continued.
But technology has evolved significantly since Ludington was built. Lessons have been learned and are now being applied to improve the plant’s efficiency and productivity.
New Stator Design Mandates Bigger Cranes
The maintenance and efficiency upgrade at the Ludington plant (ongoing through 2019) involves replacing six existing pump-turbine units, now running at about 70% cycle efficiency, with larger units that have been re-engineered to improve the design and bump up power output by nearly 15%. When complete, the upgrade will increase generating capacity from its current 1,872 MW to approximately 2,172 MW.
Redesigned pump turbine generators are the first major element of the upgrade. A related aspect was replacing the facility’s single 360-ton overhead gantry crane with two 410-ton cranes. Supplied by Konecranes, the two modern gantries are as far removed from the 40-year-old original as the Internet is from the Pony Express. Working together, the two 410-ton cranes will be able to lift an entire generator stator, weighing over 600 tons, and set it on its foundation in the plant. This change will both increase unit reliability and save significant time during construction.
“When the plant was originally built, the generator stators were built in six segments and installed piece by piece in the plant,” said Beachum. “The stators were built in pieces so that installation could be done by a single crane. However, we experienced reliability problems over the years as the thermal cycles from startup and shutdown—getting hot and cold—began to affect the stator core laminations. Over time, they began to chafe and spit particles of metal into the generator. Now, when we build new sections and assemble them in our north fabrication shop, we employ a continuous circular stack with no vertical seams,” Beachum explained. “This design is more reliable and eliminates the chafing and erosion of the metal laminations due to thermal cycling.”
This change was important to maintain the reliability and longevity of the stator, but it also required a massive increase in lifting capacity and a need for modern load control technologies.
Custom Crane Required
Konecranes was selected for the project on the basis of its proven crane technology for the type of lifts the project required (synchronized tandem lifts using two cranes was high on the list) and track record for crane replacement at an operating site (see sidebar). Konecranes’ engineers provided a number of suggestions for crane configuration and the installation during the bidding process that ultimately were implemented by Consumers Energy and DTE Energy.
| Cranes for the Global Power Industry
The power industry is diverse and utilizes a wide range of cranes. Some are “off the shelf” while others are complex, individually engineered marvels. Cranes are crucial for many applications in thermal, hydro, nuclear, waste-to-energy, wind, and solar generation. Lifting equipment can range from a 250-kg chain host to a 500-ton or larger custom engineered, purpose-built crane similar to those supplied to the Ludington plant. Each site has its own requirements. The largest cranes for power plant applications are typically maintenance cranes with a long lifetime. In many cases these cranes are also used during the construction/assembly phase of the power plant. The configuration of the crane can also influence the overall construction cost of the plant. Cranes requiring less headroom can save the facility money. When new cranes must go into an existing facility, the difficulties multiply, which explains why custom cranes are the norm. These were the specific issues to be managed for Consumers Energy and DTE Energy:
■ Very large cranes that had to fit into a confined space (Figure 2). ■ Transportation required sectioning of the girders. ■ The facility needed more capacity but could not alter the dam structure. ■ New cranes had to fit within the existing installation footprint and foundation requirements.
Konecranes is a global provider of cranes for all applications in the power industry and draws upon a library of proven solutions as a starting point. Tandem load synchronization, Microspeed, and sway control were at the top of the list for the Ludington plant. Precise handling is key. When you are dealing with loads worth millions of dollars, accurate controls are critical. |

Each crane is equipped with three trolleys, with main “hook to hook” dimension when making a dual lift of 47 feet. The main hoist of each crane is rated CMAA Class “C,” with auxiliary hoists rated Class “D.” Controlled from an operator’s cab or a mobile remote control, the cranes can make fully synchronized tandem lifts, with either crane operating as the “master.” Maximum capacity for a tandem lift with both cranes is 810 tons.
The cranes themselves have a number of special features, including Microspeed—the ability to rescale the drive output to accurately position critical loads at extremely slow, controlled rates of speed—and hoist speed synchronization. The cranes also include shock load prevention and Konecranes DynAPilot anti-sway technology.
The fact that the new cranes had to be installed at an existing site made Konecranes engineering expertise even more critical. Part of the engineering challenge involved re-setting and re-anchoring the rails used for the original, 360-ton crane. Konecranes engineered the gantries of the two new cranes to spread the wheel loads over the existing operational area so that it would be adequate to support the cranes and their load.
Konecranes Site Project Manager Rick Young was in charge of the installation. “Four engineers came up with a design so that the crane’s wheel loads covered enough area that they could make their big lift safely without having to reinforce the plant support structure,” he said.
Another issue involved planning the installation, which mandated splicing the girders for delivery by road to the hillside site. “We were dealing with a very small piece of real estate where we could set up mobile cranes to lift the girders,” Young related. “We had five sticks in the air at the same time. It was quite a ballet to maneuver the steel, get legs under it, and successfully stand it up in the air. We did the prep work ahead of time and built each crane in one day [Figure 3]. The girders were bolt-together sections, which had to be able to travel over the Ohio and Michigan freeway systems.”
 |
| 3. Crane assembly. The second new crane was assembled at the Ludington site in a complicated sequence, using multiple truck cranes. Courtesy: Konecranes |
“This was a very progressive, green project, but the fact that it was a crane replacement increased the challenge,” said Konecranes Vice President of Cranes and Components Juergen Gieske. “There was limited space to maneuver at the site, and Consumers Energy and DTE Energy wanted at least one of the new cranes installed before the existing crane was decommissioned.”
According to Young, the new cranes transitioned the facility from a 40-year-old primitive dinosaur of a crane to a state-of-the-art 21st-century crane with sophisticated variable frequency drive controls, environmentally sensitive features to contain all leakage or seepage, and a design built to operate year-round in all kinds of weather.
“In addition to all the advantages of a modern design, having two cranes opened up a whole new world of possibilities for this customer,” Young related. “It allows them to work on more than one turbine at a time. When they are in an outage situation, they can dedicate one crane to Unit 6 close to the rewind shop and work simultaneously on Unit 1 at the other end of the plant.”
The cranes are also multipurpose. The cantilever on the side with its auxiliary hoist can be used to take supplies and larger equipment deep into the plant. The smallest 25-ton auxiliary hoist has a lifting height of 110 feet and can reach all the way down to level one, four floors below grade level (Figure 4).
 |
| 4. Going down. This is a close-up view of the Class D auxiliary hoist that is used to take loads into the lower reaches of the dam. Courtesy: Konecranes |
Planning the Big Lift
When crane installation and load testing wrapped up on schedule in June 2014, the project team ramped up its plan to install the first of its upgraded pump-turbines, with a goal of making the first big lift in the fall of 2014.
“Before we lifted the stator, we already had several years of work invested in the design of the stator and the lifting fixture itself,” said Beachum. The circular lifting appliance features five lifting beams and one transverse lifting beam and was built by Toshiba in China. Toshiba also provided the stator design.
According to Beachum, the big lift involved literally months of planning, but once technicians got under way, the work progressed quickly. It took a week to assemble the new lifting rig, and a day to hook, balance, and level it. Then the crew moved the cranes to the north end of the plant outside the fabrication shop, where the 600-plus-ton stator was resting on several large carts on rails.
“It was important that we didn’t impose loads on the stator that would cause it to bend or deflect,” said Beachum. “There was only about 1/8 inch of tolerance in terms of leveling the load.” There were 50 bolted connections where the lifting appliance bolted to the lifting arms, with load cells on each, and the crew spent several days ensuring that the load was evenly distributed. The final step was to raise the stator off the carts, check all of the load cells to confirm that everything was adjusted properly, and then remove all of the wire leads from the load cells.
“It took days to load the stator and get everything even, but the lift itself was surprisingly quick,” said Beachum. “We raised it in about five minutes, the traverse took 10 to 15 minutes, and within 40 minutes we had the new stator set in place. The actual lift [Figure 5] and traverse took less than an hour, but the preparation took weeks.”
 |
| 5. Working in tandem. The tandem lift of the new stator is seen here from the side, looking toward Lake Michigan. Courtesy: Steven Beachum |
The total weight of the stator and the 100-ton lifting appliance was 720 tons, running on rails. “We were concerned with that kind of weight, but the cranes performed flawlessly,” said Beachum. “The cranes did a tremendous job, very smooth with no creaking or yawing, and no hiccups in the controls. This crane design performed to our highest expectations—each one is a well-engineered piece of equipment.”
Secrets of a Synchronized Lift
As Beachum explained, the two cranes are linked by software and are controlled by a single operator using a hand-held control or, alternately, from the crane cab (Figure 6). “When the operator tells the cranes to raise the load, both hooks respond at the same speed. In essence, the big lift was a non-event. There were zero surprises, the equipment performed flawlessly, and the lift was executed to plan. We were very pleased with the performance of the cranes during execution of the tandem lift,” he stated.
 |
| 6. Empty cabs. During the tandem lift of the new stator, the cranes were radio controlled from the ground. Courtesy: Steven Beachum |
Konecranes’ proprietary load control technology for sway control contributed significantly to the successful lift. “We had more than 700 tons sitting on the hook, so it was really important to have a soft start,” said Beachum. “There was no evidence of sway. Whatever the crane did in support of that was flawless. We also picked a calm day for the lift.”
Consumers Energy and DTE Energy will do this lift five more times. The facility plans to install one new stator each year through 2019, when they expect to finish the overhaul program. They are currently assembling the stator for the second unit in the north fabrication shop. While the first stator took a year to build, Beachum thinks that the subsequent units will take around eight months to complete. Toshiba fabricates all of the parts for the frame in China, while other components, including the copper windings for the stator, come from Japan.
Lighting the Way for the Future
Pumped storage is an essential solution for grid reliability, providing one of the few large-scale, affordable means of storing and deploying electricity. When the Ludington project was first built, it was the largest plant of its kind in the world. When the upgrade is complete in 2019, it will be the world’s fourth largest and a pattern for how this type of project should be engineered and configured.
The upgrade will enable the facility to meet the electricity demand of a community of 1.65 million, while the increased water pumping efficiency will further decrease the plant’s operating costs. That will help make renewable energy more affordable and reliable for Michigan’s electric customers. ■
—Doug Maclam is vice president, sales and marketing for Konecranes Region Americas.