Maintaining and operating a coal-fired generating station requires the utmost attention to detail to stay competitive. Focusing on the fundamentals of combustion allows engineers to improve reliability, emissions, and efficiency.
The Plum Point Energy Station (PPES) is a 720-MW (gross) pulverized coal-fired boiler that operates on a subcritical Rankine steam cycle with reheat. The facility is located in eastern Arkansas and operated by NRG Energy. In the spring of 2020, Storm Technologies Inc. was contracted by PPES to provide the plant with a “tune-up” prior to a 10-year American Society of Mechanical Engineers (ASME) Overall Plant Performance (Performance Test Code 46 [PTC 46]) heat rate evaluation of the unit. This article explains details about the two-phase boiler tune-up that was performed, and how it reduced emissions, improved combustion efficiency, increased reliability, enhanced unit responsiveness to demand changes, and achieved a new lower operating load limit.
Essentials of Pulverized Coal Combustion
The first phase of tuning began with optimizing the performance of all pulverizers. Pulverized coal (PC) boilers can only begin to achieve optimum combustion when all pulverizers are operated and maintained with rigorous performance standards in mind. For all PC boilers, fuel fineness is one of the most important aspects of combustion, as most furnaces only allow for 1–2 seconds of residence time for the fuel to completely combust.
Storm recommends that all pulverizers are operated with a fuel fineness of greater than 75% passing through a 200-mesh sieve and less than 0.1% retained on a 50-mesh sieve. If this fineness level is achieved, fuel is much more likely to complete combustion by the time it reaches the nose arch. In addition to fuel fineness, all pulverizers should maintain a fuel distribution of±10% and a “dirty air” distribution of±5% on a pipe-to-pipe basis.
A list of Storm’s 13 essentials of combustion are shown below (note that nine of the 13 essentials directly relate to operation of the pulverizers):
- ■ Furnace exit must be oxidizing (preferably at 3%).
- ■ Fuel lines balanced to each burner by “clean air” test±2%.
- ■ Fuel lines balanced by “dirty air” test, using a dirty air velocity probe, to±5% or better.
- ■ Fuel lines balanced in fuel flow by±10% or better.
- ■ Fuel line fineness shall be 75% or more passing a 200-mesh screen and 50-mesh particles shall be less than 0.1%.
- ■ Primary airflow shall be accurately measured and controlled to±3% accuracy.
- ■ Overfire air shall be accurately measured and controlled to±3% accuracy.
- ■ Primary air/fuel ratio shall be accurately controlled when above minimum airflow setpoint.
- ■ Fuel line minimum velocities shall be greater than 3,300 feet per minute (fpm).
- ■ Mechanical tolerances of burners and dampers shall be±1/4 inch or better.
- ■ Secondary airflow indication should be within±3% of the measured airflow and distribution to the burners within±5%.
- ■ Fuel feed to the pulverizers should be smooth during load changes, measured, and controlled as accurately as possible. Load cell-equipped gravimetric feeders are preferred.
- ■ Fuel feed quality and sizing should be consistent. Raw coal “top size” should not exceed 3/4 inch to each pulverizer.
Storm Technologies began tuning at PPES by utilizing a five-hole probe to measure primary airflow at the inlet to each pulverizer. By utilizing a three-dimensional probe versus a standard pitot tube, total primary airflow could be accurately quantified in less than ideal runs of ductwork.
After a series of baseline tests, Storm was able to calibrate all primary airflow to the pulverizers to within a margin of±3% indicated versus measured flow. This benchmark for performance has been established through years of testing and observing the effects of too much or too little primary airflow. When a pulverizer operates with excessively high primary airflow, mill performance is greatly reduced with regard to fineness and distribution, which results in poor combustion in the burner zone. Excessively low primary airflow can be even more detrimental to reliability as the odds of fuel laying out and plugging fuel lines increases, and an excessive amount of rejects can also result.
Following the calibration of primary airflow, Storm proceeded with pulverizer testing by extracting samples from each fuel line isokineticly, so that fuel fineness, fuel distribution, and fuel line velocities could be quantified. After a performance baseline was established for each mill, Storm worked with plant personnel to establish a new operating primary air-to-fuel curve.
In total, primary airflow typically accounts for approximately 25% of the total theoretical air required for combustion for Powder River Basin fuels. Initially, Storm found that PPES was operating with approximately 33% of total air being supplied as primary air for the pulverizers at low load. This was concerning as elevated burner nozzle velocities can impact the combustion zone negatively, leading to poor combustion, higher formation of nitrogen oxides (NOX), undesirable upper furnace conditions, poor fuel fineness/distribution, slagging, excessive wear on fuel lines and burners, and is also a stealth heat rate penalty.
To improve upon this baseline, Storm and plant personnel reduced the minimum required airflow to each mill so that the total primary airflow accounted for 28.8%—an approximate reduction of 200,000 lb/hr—of the total airflow supplied to the boiler at low load. After implementing a new operating curve, each mill was retested to ensure minimum required velocities were maintained and optimum performance achieved. As a result of reducing the minimum airflow, tempering airflow bypassing the air heaters was reduced and directly resulted in a small heat rate credit.
Pulverizers have proven to be a leading factor to achieving great combustion efficiency; however, pulverizers can also dictate how responsive a unit is to a change in demand. At PPES, a goal was to increase the rate at which the unit could ramp when a change in demand was made. This was achieved in conjunction with plant personnel and Emerson Automation Solutions by adding anticipatory signals to the control logic. In short, the anticipatory signals detect a change in demand, and immediately signal the primary air fans to increase slightly and remove additional inventory from the pulverizers allowing the unit to ramp quicker. These changes were also aided by the calibration of primary airflow and the adjustments made to the air-to-fuel curve in the logic. Following the load change, the primary air then settles back to the desired air-to-fuel curve setpoint to maintain optimum performance.
Emissions Analysis Confirms the Benefits
The second phase of tuning focused on quantifying flue gas constituents including oxygen (%), carbon monoxide (CO, ppm), NOX (ppm), and temperature (F) at the economizer outlet across the entire operating range of the boiler. The goal of the tuning at the economizer outlet was to balance the oxygen and temperature evenly across both outlet ducts, and reduce the amount of CO and NOX measured. After a series of iterative tests utilizing Storm’s SOAR (Storm Optimization Automated Results) gas sampling system (Figure 1) to sample gas constituents at 64 evenly spaced points, Storm was able to reduce both CO and NOX across the operating range.
 |
|
1. The Storm-designed SOAR (Storm Optimization Automated Results) gas sampling system. Courtesy: Storm Technologies |
To achieve these goals, adjustments were made to the compartmentalized wind boxes controlling secondary airflow to each burner elevation, as well as overfire air ports located on both the front and rear walls. This allowed Storm to achieve a better oxygen distribution in the backpass and subsequently led to the ability to lower overall excess air.
Lowering excess air aided with the staged-combustion, low-NOX burner performance; improved dry gas losses; and resulted in a significant reduction in NOX measured at the economizer outlet. A 30% reduction in NOX on a lb/MMBtu basis was calculated from a baseline of 0.15 lb/MMBtu to 0.10 lb/MMBtu at the inlet of the selective catalytic reduction (SCR) system.
To further validate the effects boiler tuning had on PPES, historian data was analyzed for ammonia injection at low load before and after the tuning efforts made by Storm and plant personnel. These results showed a significant decrease in the ammonia injection rate on both ducts in the boiler. Data collected from the control room indicated that spray flows were reduced by 22.83% at full load and 54.89% at low load.
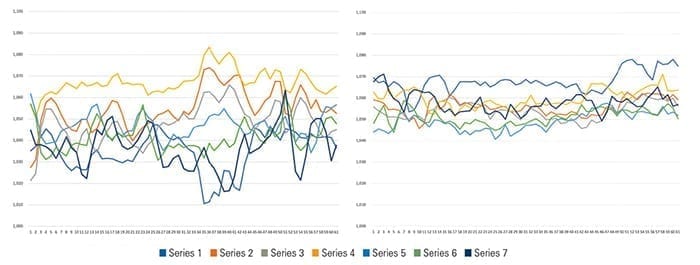
An added benefit of a balanced furnace with regard to combustion and oxygen distribution is also a temperature balance that coincides with these conditions. Initially at PPES, tube metal temperatures were observed to have a significant deviation from east to west. After tuning, the tube metal temperatures indicated a more even balance. Furthermore, a decrease of 115,000 lb/hr in superheat spray flow was observed after the final adjustments were made. Figure 2 depicts the final superheat tube metal temperatures measured by the distributed control system before and after combustion tubing.
 |
|
2. The graph on the left shows the final superheater outlet tube metal temperatures over a one-hour period before combustion tuning was performed, while the one on the right shows the temperatures during a one-hour period after the unit was optimized. Courtesy: Storm Technologies |
The result of PPES’s efforts was naturally apparent in the results of its heat rate evaluation. After more than 10 years of operation, PPES boasts an impressive net heat rate of 9,231 Btu/kWh (37% efficiency) at full load. The heat rate evaluation was done in conjunction with Storm Technologies, plant personnel, and several other companies. Each heat rate test was run to meet the ASME PTC 46 Overall Plant Performance evaluation standard.
Plant reliability, efficiency, emissions, and operating range are four of the main factors affecting today’s active coal fleet in the U.S. and many other places in the world. Each facet of operation was addressed at PPES during Storm Technologies’ time onsite in 2020, and as result, the plant saw improvements across the board. Operating range of the boiler improved as a result of the tuning by achieving a safe low-load operating setpoint of 290 MW (gross), approximately 60 MW less than the previous low-load operating limit. This new operating range along with the other factors addressed during this project will help to solidify PPES’s position as one of the most competitive coal-fired boilers in the country for years to come.
—Teddy Cook, EI is project engineer with Storm Technologies Inc.; Bruce Partlow, PE and Robert Dickson are plant engineers with NRG Energy at Plum Point Energy Station.