Moving thousands of tons of coal per hour at high speeds through a complex handling system is a main cause of airborne coal dust in a coal-fired plant. Depending upon the coal’s characteristics, that dust can become explosive when its concentration reaches 80 g/m3 and, hence, a threat to life and property. The best option is to stop the dust from becoming airborne in the first place.
The dangers and causes of explosions in power plants caused by fugitive coal dust have been discussed at length in POWER and have been addressed extensively by the Occupational Safety and Health Administration’s regulatory response. (See “Coping with Coal Dust,” March 2012; “Proactive Strategies for Dealing with Combustible Dust,” May 2011; and “A Burning Concern: Combustible Dust,” May 2010, all available in the archives at https://www.powermag.com.) Owners of new or soon-to-be upgraded coal-handling systems should be proactive in reducing fugitive dust emissions by using flow control chute technology. In this article we examine the features, benefits, and limitations of flow control chutes and report on a good application of this technology.
Identifying Dust Sources
High-capacity conveying systems handle thousands of tons of coal per hour, and there are a number of conditions, situations, and locations on a coal conveyor where dust can be produced. Even when a small fraction of the coal throughput becomes airborne as dust, it can become an unacceptable safety hazard, particularly when dust levels reach explosive concentrations.
Any coal or other solid fuel that contains small, dry particles is a prime dust source. Moisture content and particle size are important properties to consider when controlling dust. The obvious control option is to add moisture. Coal stockpiles are often sprayed by water cannons to control windblown dust from the surface. Spray headers at coal-handling system transfer points also are used to wet coal as it is discharged from one conveyor to another or to the stockpile. Inevitably, some moist coal particles will adhere to the surface of the conveyor belt. These particles start to dry as the belt travels along the return strand. Flexing of the belt around pulleys and over return idlers releases the bond, so larger particles spill onto the floor below, and the smallest particles become an airborne cloud.
Coal spillage from an operating conveyor increases the dust dilemma. Spillage can be caused by momentary overloads or surges, off-center loading of the belt, poorly fitted seals, holes in worn plates, and inspection ports that are left open or are poorly fitted. Worn or inadequate belt cleaners can also cause spillage. This is most clearly seen behind the conveyor’s discharge, at vertical/horizontal take-up areas, and at the tail-loading section of the conveyor. However, the primary airborne dust sources in most coal-fired plants are the conveyor transfer points. Therefore, the most economic design approach is to first focus on the transfer points to get the best return on the plant’s investment dollar.
Classic Chute Design
Belt conveyors were once designed with relatively low capacity and slow belt speeds. The discharge of coal from the head pulley of a conveyor fell (usually) vertically onto shallow sloped chute surfaces, which slowed the speed of the falling coal stream. The geometry allowed for a relatively low transfer height, which by default helped to minimize dust. Historically, plants handled hard coals rather than a product with a high percentage of small particles, such as today’s Powder River Basin (PRB) coals, which are more friable and prone to spontaneous combustion. Classically designed chutes on older plants burning hard, washed coals had fewer dust problems because of higher surface moisture and fewer small particles.
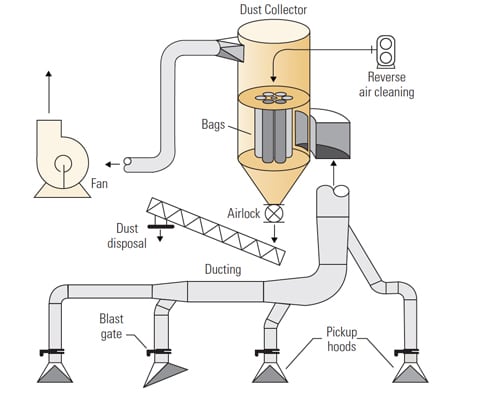
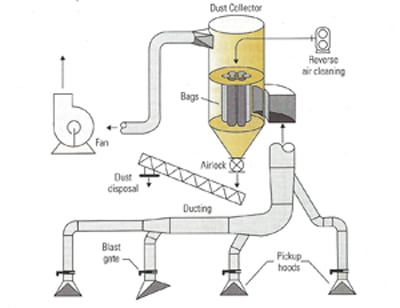
Today, the discharge of coal from the head pulley of a conveyor no longer falls vertically down off the head pulley onto shallow, sloped chute surfaces. At today’s higher belt speeds, coal shoots forward off the conveyor and impacts directly into the vertical plate at the front of the head chute (Figure 1). Some lumps fracture on impact, which creates smaller, lighter dust particles with newly formed dry surfaces. The impact also splatters the coal stream, and gravity accelerates other lumps into a waterfall of particles.
 |
| 1. Classic discharge trajectory. For this 72-inch-wide belt operating at 760 feet per minute, the stream of coal impacts a curved directional plate, which can slide and rotate to turn the falling coal and better center it on the receiving belt. Courtesy: Energy Associates PC |
The falling aerated stream of coal also creates a draft at the entrance to the discharge hood, continuously pulling additional air into the chute. The slightly higher pressure within the chute allows floating dust to escape through poorly sealed openings and flanges. The force of the impact on chute plates allows some particles to adhere to chute surfaces and build up into hard layers. The result is to slow the flow due to increased friction, which creates chute-plugging problems. To lessen coal accumulations within a chute, design parameters have evolved to require much steeper chute slopes and low-friction liners.
Flow Control Chutes Introduced
In the mid-1980s, Australian engineers and universities began examining transfer designs using fluid flow principles as a way to reduce the vexing production problems that high-capacity conveyor systems were experiencing. Their efforts focused on transfer chute design to control the flow of material within the chute.
This technique avoids the direct impact of the coal stream on chute surfaces. Instead, the stream is guided. Its velocity and direction are controlled with intersecting, contoured, and form-fitting plate surfaces so the material’s speed, as it is being loaded onto the downstream belt, closely matches the speed of the receiving belt. This approach also reduces turbulence and sliding friction at the loading point, which is a primary cause of belt cover wear.
Typical design features for a flow control chute, discussed in detail in the following sections, address three stages of the process:
Inbound particles. A conveyor discharge chute head section that is contoured as a curved hood with plates that intersect the particle trajectory at a 15-degree angle centers the particles into a defined width and quickly turns them downward into a vertical stream.
Falling particles. Intermediate chute sections and gates, if needed, are sloped and contoured to again intersect the vertical stream at a modest angle, maintain the particles in the defined width, quickly turn the particles into the desired direction of the outbound conveyor, and control the speed of the stream.
Outbound particles. A conveyor-loading chute is contoured much like a curved spoon that maintains the coal particles in a defined width and centers the particles for belt loading, reduces its incidence angle to the outbound belt, and discharges the stream at a velocity close to that of the outbound belt.
Inbound Particles: Discharge Speed, Trajectory, and Spillage
The trajectory of coal from the inbound belt is typically determined by finding the stream’s velocity (speed and direction) from the inbound conveyor coupled with the effects of gravity. It’s a classic Physics 101 motion-in-a-plane problem for freely falling projectiles.
There is an additional 3-D component for conveyor systems that shouldn’t be ignored. As the stream of coal approaches the discharge point of the inbound conveyor, the belt and the stream of coal are changing shape. The trapezoidal-shaped base of the coal stream (a troughed contour formed by the conveyor’s support idlers, typically fitted with 35-degree inclined wing rolls) flattens into a horizontal plane at the discharge pulley.
During the transition from troughed to flat, lumps and particles on the belt slide outward toward the edges of the belt. In some cases, lumps and particles can spill over the edge of the belt before reaching the discharge chute. The belt is troughed because that configuration can carry more coal than a flat conveyor belt. As a result, the width of the stream expands while its height is reduced. The small sideways velocity does cause some outward particle spills and sprays. Also, as the coal stream’s speed slows upon impact with the first chute plate, the stream expands outward. In one flow control chute, an expanding coal stream spills backward over the discharge pulley (Figure 2).
 |
| 2. Make a mess. Coal often sprays from a flow control head chute if the design doesn’t consider the trajectory of the coal particles during the design. Courtesy: Energy Associates PC |
The discharge pulley can also be slightly elevated above the normal beltline, reducing the belt’s edge tension in the transition section. The change of the belt’s contour from troughed to flat stretches the edges of a belt, like the hypotenuse of a right triangle. Conveyor belt manufacturers and some system design firms favor elevated discharge pulleys to reduce the duty experienced by the belt, to stay well within its elastic limits. By elevating the discharge pulley, however, the coal stream encounters a “speed bump” that “bounces” lumps and sprays them slightly upward (Figure 3).
 |
| 3. Raise discharge pulley. The red arrows illustrate how the discharge direction for the stream of coal deviates from the conveyor’s beltline. This situation is also called a transition flow bump. Source: Energy Associates PC |
Conversely, if the coal stream is somewhat damp and particles on the surface of the belt are somewhat adhesive, they will tend to cling to the belt as it starts to wrap around the pulley and are flung and sprayed into the chute at a slightly negative exit angle. This affects the trajectory and vertical “spray” of the coal stream.
Flow control chutes that fail to adequately consider the trajectory, physics, and horizontal/vertical spraying will result in spillage accumulating in unexpected places. In one instance, maintenance personnel were showered with coal particles when a chute inspection door was opened, even though it was supposedly clear of the discharge stream. This situation makes using the door difficult and creates another cleanup problem (Figure 4).
 |
| 4. Falling on the floor. Coal particles can build up in the flow control head chute when it is not properly designed. At this plant, the coal buildup falls on the floor when the inspection door is opened. Courtesy: Energy Associates PC |
One of the issues that can be more challenging for the layout of a flow control chute is how to gently guide the coal stream while accommodating the twists and turns that are typical of many transfers. The discharge from the head pulley is a good example.
As seen in Figure 1, modern high-speed conveyors throw the coal stream in a nearly horizontal path. As a result, the vertical “drop” centerline for the coal stream moves much farther away from the discharge pulley. Good chute designers historically have enclosed the head pulley, belt scrapers, and bend pulley. This technique captures particles dislodged from the belt by the scrapers and dribble from the bottom of the return strand as it passes over the bend/snub pulley.
Some plants that handle sticky coal will even scrape the surface of the bend/snub pulley—another reason to enclose it within the chute. It becomes more difficult to enclose these dribble sources as the shallow guide angles used in flow control chutes move the vertical drop centerline forward, horizontally farther away from the discharge pulley. If 60-degree chute slopes are used, every 1 foot forward increases transfer height by 1.73 feet.
Figure 5 illustrates how dribble from the belt scrapers and bend pulley might be captured with a dribble chute, which is fitted behind the main flow chute. Dribble chutes are not a new idea, and this feature can be an option for new installations. Because the particles being dropped into the dribble chute are, by their nature, cohesive and adhesive, the dribble chute should be steeply sloped and fabricated from low-friction materials. For a retrofit situation, where the chute designer does not have the option to alter transfer height, how to gently guide the discharge trajectory while capturing dribble from the scrapers and bend pulley is an important design consideration.
 |
| 5. Backup chute. This is an example of a flow control discharge chute with a dribble chute. Source: Energy Associates PC |
A solution that is sometimes employed in some industries that handle adhesive and cohesive bulk materials, like some mineral products, is a scavenger conveyor. This is typically a miniature drag conveyor fitted beneath the head end of the belt conveyor. It can extend fairly far behind the head discharge pulley to capture dribble falling from the first 10 feet (from 0 inches to 10 feet) or more of the conveyor. Another alternative adopted in Australia is a miniature vibrating conveyor, which is hung beneath the head end of the conveyor. This can work fine if the dribble is not adhesive and cohesive slop.
The enclosed belt feeders below the plant silos are equipped with scavenger conveyors. If the feeder was not so designed, it would soon fill with dribble and cause horrific problems. Piles of coal accumulated beneath the return belt can jam an idler or pulley. Friction from the moving belt on a stationary idler is a fire ignition source.
For a belt conveyor application, the scavenger conveyor might extend along the farthest forward 10 to 12 feet at the head of the conveyor. Depending upon the severity of the problem, this scavenger conveyor can cycle periodically, start when needed as sensed via a level switch, or run continuously during freezing conditions, for instance. Some suppliers have developed other options, like Martin Engineering’s hydraulically operated reciprocating blade, called the Carryback Capture System.
Falling Particles: Guiding the Coal Path
The movement of coal through the intermediary chute sections is determined by evaluating the stream’s speed as it:
- Continues to accelerate due to gravity.
- Is slowed by particle friction on chute and liner surfaces.
- Slows due to shallow impacts with chute surfaces.
- Slows due to particle-to-particle friction.
Though it is easy to determine the force and speed due to gravity, it can be problematic to determine the forces due to friction and impact. A potential complication is that friction and impact forces are not coplaner. The width/height of the coal stream varies and intersects chute surface areas with variable contours and angles. Computer modeling techniques, such as discrete element modeling (DEM), have been used to visualize flow along a series of intersection chute sections.
Outbound Particles: Chute Plugging Problems
A common problem experienced with coal chutes is plugging. This is evidence that the multifaceted issues that affect the flow of bulk materials like coal are inadequately understood by many in the industry who design chutes. Overzealous use of DEM as a solution, rather than an aid, by those who lack knowledge and have poor understanding of the design principles is partly to blame. Chutes plug for a variety of reasons. The more common include:
- Gradual buildup of higher-moisture, cohesive fines that pack into corners or adhere to surfaces due to impact.
- Erratic flow and surges that start to overload some chute sections and slow flow.
- Large or frozen lumps that lodge inside the chute and partially obstruct the flow channel.
- Foreign objects that lodge inside the chute and partially obstruct the flow channel.
- Buildup of layers of frozen coal on chute surfaces in unheated areas during the winter.
The cohesive forces between liquid molecules affect particle dynamics and explain how a sandcastle can be formed but then disintegrates as its surface dries. A particle’s surface area and mass are of primary importance when cohesive forces are evaluated. As particle size decreases, these Van der Waals, electrostatic, and capillary forces become increasingly important. These fine particles segregate, collect, and become one of the key reasons for chute plugging problems.
Over time, coal buildup and partial obstructions cascade in magnitude until the chute fully plugs. Hopefully, plug chute switches detect this and the upstream conveyors stop. If they do not, and coal fills the chute, coal spills over walkways and through openings. The jammed chute abruptly brakes the head pulley. The conveyor belt then loses tension, collapsing like the bellows of an accordion. Its take-up can then slam against the stop, and structures can be damaged by the forces unleashed by thousands of pounds of counterweight in a freefall. In more severe cases, the coal-handling system is down for an extended, emergency repair.
The Physics of Flow and Plugging
Ironically, flow control chutes have sometimes exacerbated the chute-plugging problem. The stream of material on a chute will accelerate or decelerate as a function of the slope of the chute and its coefficient of friction. The coefficient of friction will vary for several reasons. Dry coal has a lower coefficient of friction and flows more freely than wet coal, until lubrication principles come into play. A new liner can have a relatively rough surface compared to one that has been polished by wear. Coal buildup on some chute surfaces will have a higher coefficient of friction than a clean liner.
The forces on a particle of coal sliding down an inclined plane is another classic Physics 101 problem, where the coefficient of sliding friction for a bulk material is the tangent of the angle of the inclined plane (µ = tan Ï´), as seen in Figure 6. Chutes are often specified with a minimum slope angle, sometimes 55 degrees for an average flowing coal or other bulk material, which includes a typical 10-degree safety factor. This angle represents a coefficient of 1.0, typical of that found for aged, abrasion-resistant plate.
 |
| 6. Physics review. Coal particles sliding down a chute wall can be modeled as the familiar sliding block on a ramp problem. Source: Energy Associates PC |
Suppose a very slick liner is used so that the coal will slide at a shallow angle. Tests conducted by Jenike and Johanson for one project reported that a given coal sample on 304 SS with a No. 2B finish had a minimum chute angle of 27 degrees, representing a coefficient of 0.51, a significant improvement.
A 1-ton sample of coal with small particles can have an order of magnitude more individual particles and a cumulatively larger surface area than a 1-ton sample with large particles (Figures 7 and 8). For example, a 1-ton sample of coal with 0.01-inch particles has 10,000% more surface area than a ton of 1-inch particles (Figure 8)!
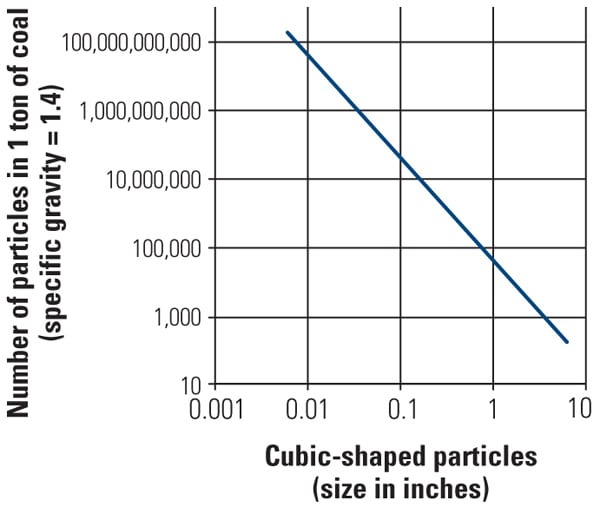 |
| 7. Relationship between the number of particles in a ton of coal to the particle size. Source: Energy Associates PC |
 |
| 8. Relationship between particle size and total surface area. Source: Energy Associates PC |
Because coal flowability across a surface is largely determined by surface moisture, particle size is very important. If a sample of coal is screened into size fractions, the percentage of moisture in the distribution of particles will increase with decreasing size. The moisture of the fines fraction is higher than what’s reported in the typical coal analysis.
These concepts are important for interpreting the results of laboratory testing and for designing chutes. Coal samples used for testing to determine design properties are typically the fine particle fraction. The sample fines are often mostly the soft/pliable or friable materials, because the harder lumps are less prone to attrition and crushing. By testing and reporting the results of the finer fraction, however, the reported angle of wall friction is conservative, as intended. The result is that the coefficient of friction for a representative, uncrushed sample is often different than laboratory test results.
Angular changes in direction occur when the trajectory impacts a chute surface, two inclined plates at different angles meet, or as the coal follows a curved surface. In Figure 9, the downstream particle’s speed (V2) is slower than the upstream particle’s speed (V1) and can be calculated as: V2 = V1 (cos α – µ sine α). Using this equation, we can compare making a 30-degree angular change in one and two steps. In this example, a 0.50 coefficient of friction is used. So, as seen in the computation, it is better to design a chute with gradual angle changes in the chute when the objective is to avoid slowing the coal stream speed. On the other hand, if the speed is too high at the loading point for the receiving conveyor, a larger directional change can be advantageous.
 |
| 9. Changing speed. The velocity of a coal particle sliding down the surface of a coal chute will change based on the angle of the chute’s steel plate surfaces. Gradual angular changes are usually preferable for velocity control. Source: Energy Associates PC |
Particles near the edge of the stream will rebound at odd and unpredictable angles due to the irregular, angular shape of each particle. That is quite evident in Figure 4, where coal is spilling through an opened inspection door. Coal particles are not nice little spheres, as considered in some computer models. Bounce a tennis ball and catch it—that’s child’s play. Bounce a wooden block and catch it—playtime has become much more challenging.
There is another physical issue that affects how quickly plugging conditions can accelerate. Once the flowing, aerated stream of coal within the chute starts to fill the available chute volume, additional forces come into play. The chute casing exerts a compressive force that moves particles closer together. A good example is a bend in the chute with some coal buildup on the surface. The expanded flowing stream slows significantly due to a directional change and starts to fill the chute. The air between the particles seeks a quick escape path, which is often countercurrent to the direction of flow. The escaping air, therefore, becomes a drag force and a brake on the coal stream, which can hasten the formation of a plugged chute.
The dimensions of a chute are also important to control to prevent plugging. Historically, chute designers would use a factor based upon the load area of the inbound conveyor. Design standards are company specific. One company’s rule-of-thumb was to size the sectional area of the chute as four times the Conveyors Equipment Manufacturers Association (CEMA) load area for the inbound conveyor. However, this guide does not consider the speed of the conveyor belt. Higher-speed conveyors deliver a higher volume (volume = load area x belt speed). Air currents entrain dust within transfer chutes, so large chutes that disregard air currents can have a dust issue to handle.
Flow control chute suppliers have opted for different approaches to minimize the effect of air currents within a chute. Instead of considering 400% of the CEMA belt area, one supplier’s standard “fills” chute sections to 60% of the area. Effectively, this is a 167% (100%/60%) factor. An advantage for the supplier is that smaller chutes are less expensive to fabricate and easier to retrofit in the available space. The disadvantage for all is that smaller chutes are easier to plug.
Coal-fired plants naturally refuel at the start of the workday, when bunker levels are low. At one retrofit location, the flow control chutes plugged at such a time during their first commissioning test. The plant’s fueling operation degenerated with the silos’ coal tonnage precipitously falling to near-empty levels before an emergency silo-filling procedure could be applied. This 1,500-MW coal-fired power plant reportedly came within 30 minutes of an emergency plant shutdown.
Inducing Airflow
Computational fluid dynamic computer tools are used to predict the aerodynamic drag, turbulence, and vortices that form as coal flows along the surface of a flow control chute and the movement of air around the stream of coal. These tools can be used to understand aerodynamic forces and the flow paths that dust-size particles will take. DEM does not consider these forces, nor dust-size particles, which would be too numerous for analytical modeling, as seen in Figure 7.
A falling stream’s bulk density (lb/ft3) decreases as air becomes entrained around the moving matrix of particles. This is an indicator that a dust cloud is probably being formed. It is a reason why one of the basic design techniques for flow control chutes is to keep the moving stream of coal in contact with chute surfaces.
Air is induced into the expanding stream as gravity accelerates particle speeds. This moving stream of coal particles and air creates suction that pulls air into the head chute. At the bottom of the chute, the induced air is exhausted from the slowing stream that is condensing as it loads on the receiving conveyor. Depending upon the degree of control at the loading location, large amounts of air can be exhausted from the coal stream as it funnels onto the receiving conveyor. Typically, this dust-laden air will blow out through the skirtboard. This is a reason that one of the primary objectives for flow control chutes is to attempt to match the speed of the coal at the loading point with the speed of the belt. Another reason is to minimize frictional belt wear, as particles slide/accelerate onto the moving belt.
To reduce the amount of air that is pulled into the head chute, dust curtains and belt seals at the discharge are often used and are Ameren’s standard. Figure 10 illustrates a typical arrangement. The dust curtain is slit and cut to conform to the surface contour of coal on the belt. The belt seals are arranged to lightly contact the bottom of the carrying strand and both the top and bottom of the return belt strand. The entrance to the discharge chute is behind the conveyor’s head pulley, in the zone where the belt transitions from a 35-degree trough to a flat, horizontal contour at the head pulley.
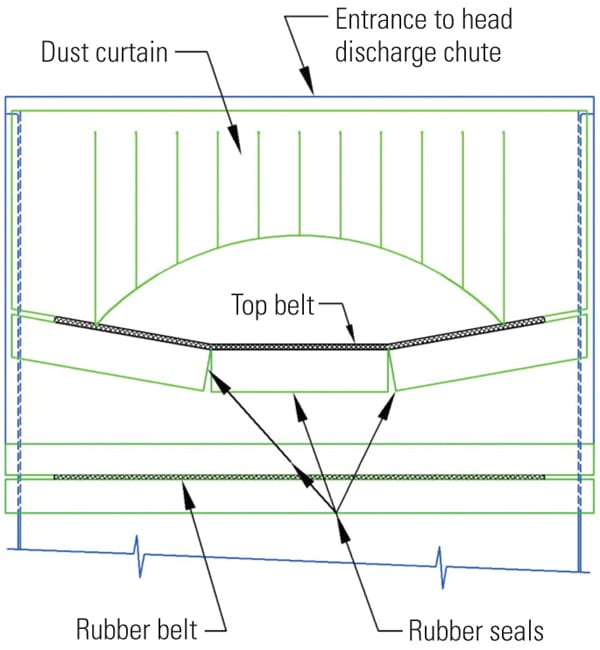 |
| 10. Discharge chute dust curtain and belt seals. Source: Energy Associates PC |
To reduce the amount of air that is exhausted at the loading point, skirtboards are normally fitted with dust curtains at the skirtboard exit. An additional method that has gained a following is to add dust curtains and flow control plates within the length of the skirtboard.
Figure 11 illustrates an example of this. The dust curtains provide additional barriers to airflow, to reduce air speed and turbulence. The flow control plate at the right in Figure 11 also helps to control surges and overflows, particularly following an emergency stop, when the lower portions of the transfer may fill due to differential conveyor stopping times. If you see a large pile of coal at the exit of a skirtboard, chances are that it was caused by such a spill event.
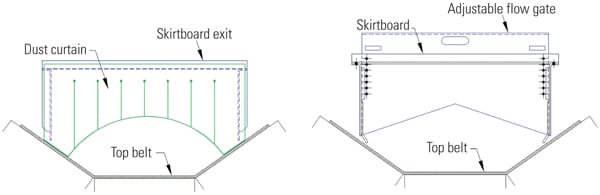 |
| 11. Examples of dust/flow control skirtboard designs. On the left is a dust curtain installed on the skirtboard exit. On the right is skirtboard with an adjustable flow gate. Source: Energy Associates PC |
Reducing Chute Wear
Materials of construction are important for flow control chutes. Because the coal stream maintains contact with chute surfaces, chute and liner wear will increase dramatically. In one case, holes were worn through flow control chutes in a matter of weeks, instead of years, due to errors in selecting and inspecting fabrications and the materials of construction.
Typically, chutes are constructed with replaceable liners. Liners are a wear item. For many chutes, replacement liners can be sourced from local fabricators who can follow the existing shape and attachment patterns.
Because of the high wear rates associated with flow control chutes, some manufacturers and proponents like Weba Chute Systems have adopted a design feature of uniformly spaced micro-ledges that capture the bulk material being handled, like a rock box that is used in some industries. The spacing between ledges is a function of particle size and the product’s rill angle. The flow and impact forces can pack the bulk material tightly. The bulk material wears on itself, rather than a liner plate, so liner maintenance and replacement is often reduced. That’s fine for minerals like iron ore, but it can be problematic for highly volatile bituminous and PRB coal.
Some suppliers have adopted complex curved and circular shapes for chute sections. Their intricate patterns make the design and eventual retrofit of worn liners difficult. Instead, the complete chute section is fabricated from steel with a hardened, finished surface. The chutes themselves become a spare parts replacement business. Special care is needed in these cases, because welding steel with a hardness gradient requires an atypical procedure during fabrication; uneven welded joints become the wear locations.
— Daniel Mahr, PE (danmahr@energy-pc.com) is a project manager with Energy Associates PC. Michael A. Schimmelpfennig, PE (mschimmelpfennig@ameren.com) is a consulting engineer for Power Operations Services, Ameren Missouri.