The James M. Barry Electric Generating Plant, both a coal-fired and natural gas-fired facility in Bucks, Alabama, sits on the west bank of the Mobile River. The facility’s coal is delivered via the river, and the river supplies water to cool the plant.
Plant Barry (Figure 1), named for James M. Barry, who was president of the Alabama Power Co. from 1949 to 1952, until 2015 had five coal-fired units—which came online between 1954 and 1971—with combined generating capacity of 1,636 MW, and five natural gas-fired units (installed in 2000) with 925 MW of winter capacity. Today the plant has nine units, seven powered by natural gas and two by coal, after one coal-fired unit was closed in 2015 and two others were converted to natural gas-fired reserve units.
 |
| 1. Plant Barry on the Mobile River. Plant Barry in Bucks, Alabama, today has nine units, seven fueled by natural gas and two producing coal-fired power. The plant is well-maintained thanks to an emphasis on keeping it clean and well-lit. An internal stakeholder group in the fossil fuels department has been built to oversee operations, such as the management of combustible dust. Courtesy: Alabama Power |
The team at Plant Barry keeps the facility clean and well-maintained both inside and out. The plant is exceptionally well-lit; surfaces are kept painted, and free of dust and grime. In comparison to a typical power plant, particularly a coal plant, this may seem like a small aesthetic change. In reality, it’s an effective operating strategy that helps accomplish numerous goals. The environment improves staff working conditions, equipment lasts longer, and equipment problems can be ascertained more quickly.
“Plant Barry takes time to focus on plant details like painting handrails and stairs and platforms,” said Jason Schwartz, a principal at Acensium, an engineering and intellectual services provider to industry that specializes in the mitigation of combustible dust. “They turn a coal plant environment, which can be dingy and dirty, into a much more appealing place to work. The mindset of the staff is different. They can see better. They feel safer. Equipment is maintained to a higher standard. Dust control issues are immediately noticeable. Daily cleaning acts as an operations benchmark as well as an aesthetic improvement.”
Innovation Beyond Physical O&M
Management at the plant has taken innovation beyond physical maintenance and operations. Plant Barry’s leadership has locked onto a team approach to addressing plant retrofit and expansion needs, with great success. The plant has built an internal core stakeholder group in the fossil fuels department for management of combustible dust. This group is comprised of representatives from across the plant and includes engineering, maintenance, and operations personnel.
The team works through possible solutions and scenarios for any needs. The process ensures all plant stakeholders have influence on changes, and all outcomes are considered. For example, input from Plant Barry’s maintenance team ensures that all new equipment is designed with proper maintenance procedures in mind. Operations input makes sure inspections and safety are considered. Seemingly small considerations, such as the size and weight of inspection doors, how they swing, counterweights, and height placement can cause major operational or safety issues—and these issues can be avoided with a team-wide perspective.
Said Schwartz: “The Plant Barry committee process allows the plant to ‘pass the baton’ through the inevitable staff changes that can happen at any level during the execution of years-long retrofit plans. This allows new staff to integrate while maintaining project continuity much more elegantly than is typical. [For example], when the new fuels manager, Deseree Lennet, came on board she could quickly be brought up to speed by the committee.”
A 3-D Perspective
Within such a diverse committee of people, many stakeholders do not read 2-D drawings as part of their normal job. 3-D scanning and modeling (Figure 2) as part of project planning provides a natural 3-D perspective that can be moved around in a digital environment. Acensium began working with Plant Barry in 2012, focused on combustible dust risks and transfer point engineering. Acensium’s 3-D Scanning, Functional and Operational Requirements, and Discrete Element Modeling (DEM) experience was unique among Plant Barry contractors.
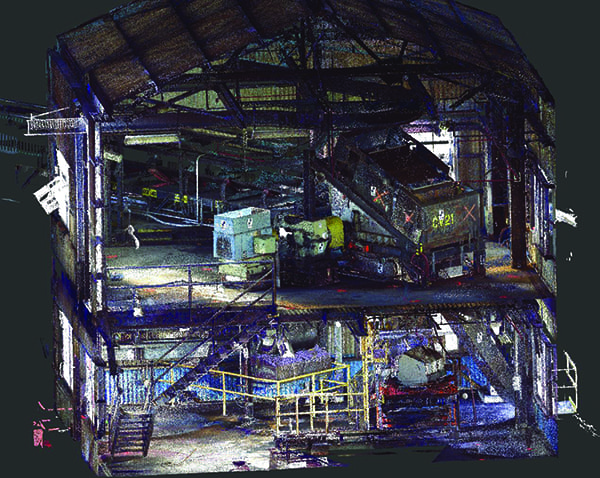 |
| 2. 3-D scanning helps with retrofit analysis. Acensium has provided 3-D scanning and retrofit services at Plant Barry to help with the plant’s operations and maintenance. The process has helped all the plant’s stakeholders have insight into planning for new and retrofitted equipment. Courtesy: Acensium |
Tiffany Mackin, the fossil fuels manager at the time Acensium began providing services, was initially unsure of the value 3-D scanning would add to the upcoming transfer point retrofit process Plant Barry was ready to start planning. After seeing some examples of 3-D scanning delivering positive results in other plants, she enlisted Acensium to provide 3-D scanning and retrofit analysis services in addition to designing retrofitted transfer points to accompany the new conveyor from the barge unloader to the coal pile.
This was not a short-term job; every bit of chute work and each transfer point was scheduled for retrofit over a period of five years. Often these transfer points had design constraints due to the volume of equipment in close proximity in the transfer tower. New or retrofitted equipment had strict size maximums and components moved in or out of the transfer tower had to be broken down into pieces. 3-D scanning and modeling allowed all stakeholders on the committee to have insight into all aspects of planning. 3-D scanning made it possible to measure the various amounts of clearance left for maintenance staff with a hatch open in tight confines.
As another example, 3-D modeling allowed the committee to account for various employee sizes and equipment positioning in inspection hatch design; an acceptable hatch mounting height for a 6-foot-tall employee might be unusable for a 5-foot-tall worker. Having access to the committee’s diverse perspectives brought these types of issues to light before a cut was ever made for the new equipment.
By advocating for, and executing, planning policies that ensure stakeholder input, Plant Barry has set new industry standards for project risk management, with exceptional attention to detail and proactive action taken by the maintenance and operations team.
Over the course of multiple Plant Barry retrofit projects, Acensium delivered 3-D scanning data, precision environment modeling, and DRM analysis needed to help Plant Barry innovate. With its penchant for collaboration and innovation in the retrofit planning and risk management realms, the Plant Barry team was able to execute retrofit projects that delivered new equipment designed to the facility’s unique specifications. Management’s dedication to bringing in stakeholders from all levels of plant operations and maintenance ensures both universal buy-in and a clear vision of the effects any project will have on plant operations.
—Jason Adkins is a principal at Acensium.