When the decision is made to retire a power plant, the work of getting there is just beginning. Maintaining safe and reliable generation requires strong leadership, clear communications, and heightened attention to operations and maintenance, staff morale, and post-shutdown plans.
For utilities and other generators facing the challenge of winding down operations at an aging power plant without compromising safety or reliability, Kenny Mullinax, senior manager of coal transition for the Tennessee Valley Authority (TVA), has some succinct advice: “It’s not saying the right things, but doing the right things.”
The reason for this advice is that successfully navigating the last few years of a plant’s service life begins and ends with its staff.
The U.S. generation fleet is undergoing a profound transition. The Energy Information Administration (EIA) estimated in its 2014 Annual Energy Outlook that 61 GW of coal-fired capacity would retire by 2020, 90% of that by 2016. That represents at least 400 units across the country.
And coal is not alone. The EIA projects that substantial amounts of nuclear generation will retire after 2030 unless the licenses for those plants are extended beyond the current 60 years. And more than a few older gas-fired thermal units will be retired as pressures mount to raise efficiencies and reduce carbon dioxide emissions.
Not all of these plants are operated by large organizations like TVA. Many are owned and operated by smaller utilities that may have no institutional experience with retiring a power plant—and may not appreciate that doing so is not simply a matter of shutting down the boilers on the last day of operations. Far from representing a reduction in work and management, selecting a plant for retirement creates a whole new set of challenges on top of existing day-to-day concerns.
People First
When the decision is made to retire a plant, a great many things change, though day-to-day operation may superficially appear to continue as it always has.
The biggest impact is on plant staff, who will immediately be worrying about the future of their jobs—worries that can distract from safe operation if not firmly addressed. Meeting that challenge requires active, upfront engagement from senior management, Mullinax said in an interview with POWER.
“We are really spending a lot of our efforts on face-to-face conversations with our people, being very transparent with them around closure dates, what our intentions are, what our plans are, and trying to place as many of them in our company as possible,” Mullinax said.
TVA has announced nearly 6 GW of coal retirements, which means Mullinax and his team have been very busy (Figure 1). He stressed repeatedly that TVA’s focus is on personnel concerns.
 |
| 1. Winding down. Tennessee Valley Authority (TVA) has committed to closing the five-unit, 1,184-MW Colbert plant in Alabama by 2016. Units 1–4 may be repowered with biomass and returned to service. Courtesy: TVA |
“The bulk of our energy is put around our people to keep them in the right state of mind and keep the morale in good shape. We know they’re capable of keeping our assets running,” he added.
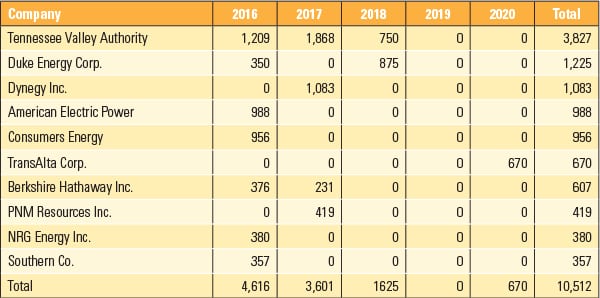
American Electric Power (AEP) is undergoing a similar transition (see “American Electric Power: A Coal Powerhouse Repositions Itself” in the February 2015 issue), with even more coal capacity slated for retirement than TVA (Figure 2). Dan Lee, AEP’s senior vice president of fossil and hydro generation, echoed Mullinax’s sentiments.
 |
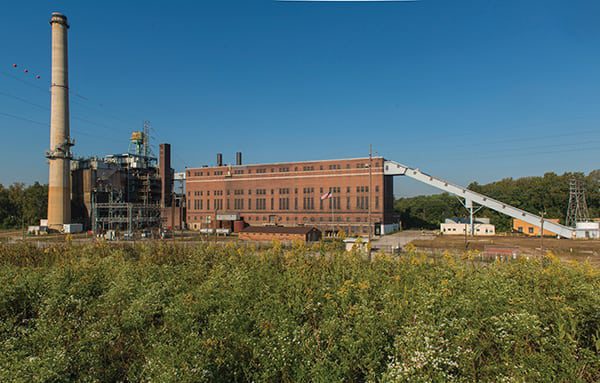
| 2. End of an era. American Electric Power’s 400-MW coal-fired Kanawha River Plant in Glasgow, W.Va., was retired at the end of 2014. Courtesy: AEP |
Keeping morale up with an impending retirement is “an everyday challenge for the management of the facility,” Lee said. Making that happen requires a lot of visibility from senior management. Good lines of communication—always important—are even more critical in these situations.
“A sizeable number of folks have worked at the plant for some time, their families have lived in the community, they feel real pride in the plant and want to see it do well up to retirement,” he noted.
Plant staff are stressed and concerned about their future, Lee said, and will naturally have a lot of questions. “It’s a big thing to get those questions answered. That helps a lot.”
Mullinax agreed. “There is nothing more important than face time,” he said.
Mullinax said that his team does everything it can to augment communication with plant staff. Questions his team answers are available not just to the staff who asked them but to everyone—these Q&A sessions are posted on the company network for all TVA employees to access.
Though not an option for every plant, both TVA and AEP make active efforts to place staff from a retiring plant into new positions with active assets.
“A sizeable number of these folks are going to be able to transfer,” Lee said.
Mullinax’s team takes the lead in finding these new jobs and makes it clear to plant staff that the company will take care of them as best it can. That’s not only a source of reassurance; it also allows the staff to keep focused. “They let us deal with the day-to-day struggles of finding them a job,” he said, “and that keeps their minds seriously focused on returning home safely every day.”
For key staff, management must be alert to the importance of keeping their expertise around. AEP often offers economic incentives for staff to stay with the plant up to retirement, Lee said.
When vacant positions must be filled, TVA uses contractors rather than permanent replacements, often bringing back retired staff to wind up operations. That allows it to leverage that experience while easing the transition when it’s time to transfer the remaining staff to an active plant, Mullinax said. “This is working out really well for us.”
Keeping Morale Up
Few things threaten reliability and safe operation more than deteriorating morale among plant staff. Even when their jobs are secure, staff will naturally be upset to learn that a plant they may have put 10, 20, or even 30 or more years of their lives into is retiring.
That means the retirement process has to be handled with dignity, both toward staff and toward the plant itself.
“We really try to do it on a solid level of pride and dignity, as well as a legacy,” Mullinax said. “We call it gracefully walking our plants into retirement.”
Upper management needs to make it clear that a retiring plant is still valued until the day it retires, even if it may be pushed down the dispatch order.
“It’s important that they still feel like an important part of the family,” Lee noted. “Being able to contribute on the days when system demand is high is a big point for these folks, so we make sure when that happens that some kind of appreciation is shared.”
“Little things” like plant cleanliness and appearance are not little things in these situations.
“The housekeeping standards in our retiring plants are really good,” Mullinax said. “We are continuing to keep our floors waxed and shiny. We want to keep that pride level extremely high. Our staff want to walk out of the plant with the same pride that people did 60 years ago when they walked into it.”
Even when the economic reasons for retirement are clear, some long-time plant staff and plant management may be inclined to blame themselves, wondering if there might have been things they could have done differently over the years to keep the plant operating. That risk has to be met head-on, Mullinax said.
“We make sure our people understand that our plants are not being closed because of them. It is not their fault, it is not because they have not maintained them, not because they have not managed them. The plants are being closed down because of economic reasons.”
Creative O&M
Scheduling a plant for retirement involves other significant changes, including a major shift in its operations and maintenance (O&M) posture. With the operations horizon contracting to a few more years at most, the goal shifts to getting the plant safely to its retirement date without major capital expenses. That places an extra burden on maintenance staff to harness their creativity.
“Clearly you’re not making capital investments,” Lee noted. “We have made prudent maintenance spending decisions, and our plant managers have done a wonderful job keeping costs under control. We’ve done a lot of patch-it-up O&M work to avoid any big capital spending and big component replacement.”
This means added demands on plant staff to be more flexible and innovative. AEP has seen availability of its retiring units degrade over time, but on the whole, its plant staff have been “amazingly good at being there when we needed them,” Lee said.
Mullinax echoed those thoughts: “We are not spending large capital dollars for the long-term view on those plants. The dollars we’re spending are to keep them reliable.”
That means maintenance staff are sometimes called upon to stretch component lives further than what might once have been envisioned.
“We have some of the most talented people in the industry,” he said, “and they have really stepped up with some ways to keep our assets very reliable in a very low budget environment.”
The results have been impressive for TVA. Mullinax explained, “One of our units right now that is working toward a world-record run, that has been online 941 days [Paradise Unit 2; see article in the April 2013 issue], is one that we are also walking into retirement three years from now.”
Making this happen, however, isn’t easy.
For plants that are retiring, TVA schedules shorter outages. “We don’t do the 25- to 45-day outages we have done previously,” he said. “We are doing more five- to 10-day outages now” during the off-season. During these outages, staff perform comprehensive inspections of known problem areas. “We know the areas that have been a historical challenge, so we will go in and do a little work in there. We have a lot of data on our components, so we know what’s coming ahead of time.”
With no capital budget, the goal shifts to keeping things running. “We will go in and find the components, cut small sections out, and just do partial replacements and bring those areas back up to compliance.”
When components are reaching or approaching end of life before retirement, plant staff need to make judgment calls on what to do. Mullinax said TVA’s staff will look at what the most cost-effective approach is, whether to replace the failing component with one from a plant that has already been shut down or to operate the plant on a lower level of redundancy. “It’s all very dependent on what the system it is.”
For safety-related systems, the staff will obviously do whatever it takes to bring the system back up, but where it’s reliability related, they have to get creative.
“We get our subject matter experts together with our day-to-day O&M people and say, here is our problem, and give them a chance to bring some solutions to the table,” Mullinax said. “They are very innovative people, and they have come up with very unique ways to extend lives.”
“We are running on a lot of innovation today, and it is the result of our people and giving them flexibility to maybe try something, even if it didn’t work. They are coming up with a lot of solutions that historically we would not even have thought about.”
“They continue to come to us with solutions that sometimes just completely blow your mind, you think, ‘Wow, why did we not come up with that before?’”
Lee has seen the same thing with AEP’s fleet. “It really makes you proud to see how innovative folks can be” when it comes to keeping things running safely, he said.
Jeff Pope, manager of facility decommissioning and demolition services for Burns & McDonnell, who spoke during a session on plant decommissioning at the Energy, Utility & Environment Conference in San Diego this February, explained that another challenge is that plant staff need to be mindful of the need to deplete stores of chemicals and spare parts during the final days. The more that’s left over, the more work that is necessary after final shutdown. Managing coal inventories is also key—coal stockpiles should be burned down to the extent possible, something that requires substantial advance planning.
Safety Is Still First
Management at a retiring plant must take extra care to make sure safety standards do not degrade in the waning days of a plant’s life. That sometimes means making difficult decisions on reliability, Lee said.
“We have had a number of facilities where we’ve chosen not to operate the unit because we have a safety concern” that AEP was not willing to risk, he said. Making those decisions, though, enhances safety overall because it underscores how seriously upper management takes it. “Where that actually happens, if people see it, they embrace it,” Lee noted.
That pays dividends when retiring a plant. “Our safety performance at these retiring plants matches up well with the rest of the fleet,” Lee said.
Mullinax agreed. “We don’t compromise any of our compliance standards, period,” he said. “Everything from a safety and regulatory standpoint we are continuing to walk through and do those things the right way.”
Both oversight and incentives need to remain in place. Even where other budgets are constrained, plant managers still need to be allowed to recognize successes.
Plant staff should also be clear that regulatory and record-keeping obligations are not relaxed because the plant will be shutting down. Indeed, these are as important as ever given the added work and oversight that will be present once the plant enters the decommissioning phase (Figure 3).
 |
| 3. End of the line. AEP’s 106-MW Picway Power Plant in Lockbourne, Ohio, was shut down last year. Courtesy: AEP |
Walking Down the Final Days
One big challenge of the decommissioning process is that it has to begin while the plant is still operating. It’s a challenge for both the decommissioning team and the plant staff.
There is a lot to be done during this period, Lee noted. “We certainly have put a lot of effort into preparing for the tasks that will come after the units are no longer available,” he said. “It’s not that the tasks are that complex, but there are so many of them, and they may sound small, but they all add up to a very important activity to make sure that we decommission the site properly. So there’s a lot of activity going on around that.”
That means a lot of careful planning is necessary.
“It’s important to analyze out the things that need to be done to do that right without being a distraction to plant staff,” Lee said.
TVA approaches decommissioning with a handpicked team of subject matter experts who focus on what needs to be done so that plant staff are not burdened with these tasks, Mullinax said.
Still, some involvement of plant staff is unavoidable, Pope noted, especially for those staff members who have worked at the facility the longest. The decommissioning team will need to work with them to identify areas where toxic substances such as asbestos, PCBs, mercury, nuclear sources (such as flow meters and exit signs), and so forth are located—both areas of past spills and areas where such materials may have been stored in the past. Plant staff will also need to be available to help identify components that can be recovered for further use, whether they are to be sold or repurposed.
These activities need to be carefully coordinated with plant operations. To the extent possible, the decommissioning team should take advantage of outages to conduct inspections and interviews.
Happy Endings
In the end, Mullinax stressed, it comes down to strong leadership and good communications. Senior executives need to be visible at the plant and ready to answer all questions, not just once but throughout the process. Regular all-hands meetings are important to keep staff engaged in their daily jobs and not worried about the future.
“On a lot of these things there are no answers until you get closer to the retirement date,” he noted. “So we continue to walk through this with them. It is not one of those once-a-month things; it is a daily journey.”
And impending retirement or not, everyone has to stay as focused on quality work, as they always have been.
“Our goal is still to get better every day,” Mullinax insisted. ■
— Thomas W. Overton, JD is a POWER associate editor.