A predictive approach to finding potential issues with steam or gas turbine valve actuators can help power plant operators realize cost savings and avoid unit downtime. Having a way to analyze actuator diagnostics can include conducting a hysteresis test to gather data.
Utilizing the data to establish a predictive maintenance practice allows operators to optimize a unit’s availability, while also reducing maintenance costs. The predictive approach allows savings to be realized by avoiding unnecessary periodic maintenance and assuring component integrity, thereby avoiding episodic maintenance due to in-service failures that often result in forced outages.
This service is available for all types of steam and gas turbine valve actuators. Differing approaches can be used to test everything from mechanical hydraulic units to the latest digitally controlled systems. Two instances of this practice were performed by MD&A Control Systems at two Xcel Energy-Colorado facilities: Unit 1 at the coal-fired Pawnee Generating Station and Unit 1 at the natural gas-fired Fort St. Vrain Generating Station.
“We wanted to test and diagnose our hydraulic actuators for our control valves, main stop valves, and combined reheat valves prior to our planned overhaul,” said Leif Bothun, a principal operational support consultant at Xcel Energy. “Our normal three-year valve outage interval had not normally covered removal of our actuators and all 10 were in the plan to be removed. Our valves operated smoothly, but that isn’t a good indication of the health of the actuators. By plotting the position versus the servo coil voltage, we were able to see if an actuator was in need of attention. Knowing which of the 10 actuators needed attention could have significant cost and time savings for the outage.”
No regulatory maintenance practices or intervals have been specified in the U.S. for non-nuclear steam turbine valves and actuators. Typically, original equipment manufacturers (OEMs), non-OEMs, and other industry organizations recommend minimum maintenance intervals for steam turbine valve inspection and repairs every three to five years.
Some in the industry say these inspections and repairs should occur, at a minimum, every 25,000 effective operating hours (EOH). Typically, customers’ hydraulic actuators have not been looked at on any defined interval and are often not addressed until there is an issue. Adopting a data-driven approach to condition analysis will produce the following benefits when compared to strictly periodic maintenance:
■ Understanding of, and insight into, the asset’s current operating performance.
■ Awareness of life expectancy predictions for individual system components.
■ The time and confidence to plan and optimize downtime.
■ The ability to focus on and manage costly repairs before they are required.
MD&A Control Systems began its steam turbine valve actuator diagnostics service by recording valve motion data from each of the customer’s control valves, main stop valves, and combined reheat valves. Each of these valves had servo modulated position control capabilities, and were opened and closed at a rate of 3% per second. Data was gathered for servo coil voltage and demodulated position feedback voltage.
 |
|
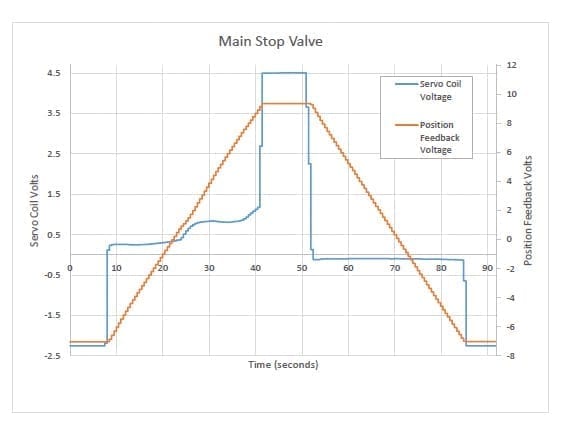
1. This graph shows the valve motion data for a main stop valve using MD&A’s steam turbine valve actuator diagnostics service. Courtesy: MD&A Control Systems |
Individual valve hysteresis test results for each valve were then graphed. There were no concerns of mechanical problems with the hydraulic cylinders on the control valves and intercept valves. As shown in the graph (Figure 1), on main stop valve 2 at Pawnee, the MD&A controls engineer observed that the measured servo coil voltage ramp rate showed anomalies. The slope changes indicate the actuator cylinder is either leaking or sticking.
 |
|
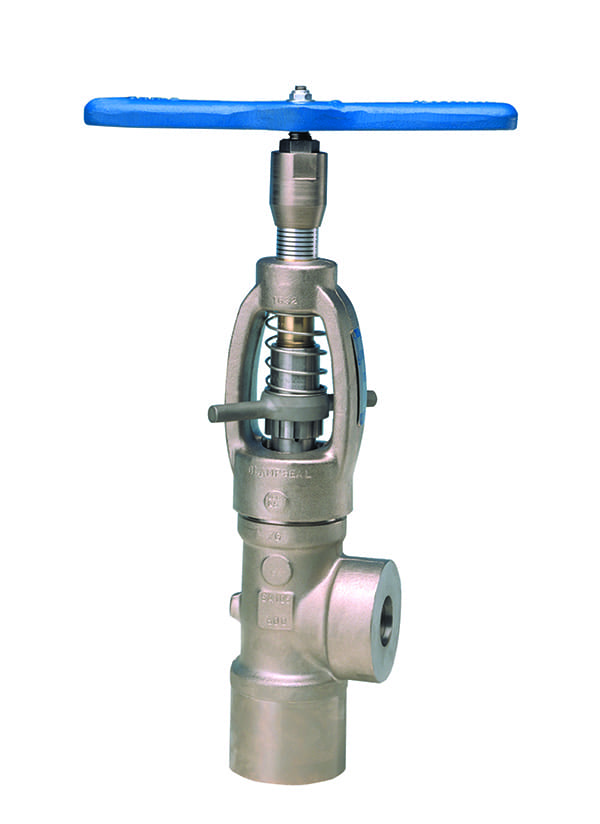
2. A control system engineer recommended further investigation of main stop valve 2 at the Pawnee station based on information from a hysteresis test. Courtesy: MD&A Control Systems |
Recommendations for the customer included further investigation of main stop valve 2 (Figure 2) within the next year. The hysteresis test should be performed again to confirm the anomaly is repeatable.
“Overall, I think it was and is a valuable way to do some testing to prevent unnecessary maintenance,” Bothun said. “These anomalies showed the actuator cylinder was likely leaking by internally given the smooth movement of the valve but an increase in servo coil voltage to overcome the increase in fluid flow through that section of the cylinder. I am glad they pinpointed which main stop valve had issue and recommended that we should inspect that actuator during our outage. We were able to reduce our planned maintenance costs by not having to remove all of the hydraulic cylinders and reduce the likelihood of unplanned downtime on the unit. MD&A was quick and responsive to our needs.”
The cost savings associated with this type of predictive analysis can be substantial. Maintenance on a high-pressure positioning actuator typically ranges from $20,000 to $30,000, including removal and re-installation costs. If the actuators on an average-size turbine are found to be in good condition as a result of the analysis, savings could be well above $200,000.
—Mike Broggi is a general manager for MD&A Control Systems.