The U.S. Environmental Protection Agency adjusted the language of the final Mercury and Air Toxics Standards (MATS) regulation to recognize the value of neural network combustion optimization systems by extending the required “boiler tune-up” frequency from 36 months to 48 months. Neural net systems have not only demonstrated reduced boiler emissions and improved combustion efficiency, but they also now can reduce the administrative costs of complying with MATS.
The Mercury and Air Toxics Standards (MATS), promulgated by the Environmental Protection Agency (EPA) on Dec. 21, 2011, set maximum achievable control technology (MACT) emission standards for specific classes of hazardous air pollutants (HAPs) found in the flue gases of coal- and oil-fired utility boilers. The emission limits vary based on the type of coal burned and whether the units are new or already in operation at time of publication of the final rule.
Specifically, MATS sets removal standards for mercury (Hg), acid gases (such as hydrochloric acid [HCl] and hydrofluoric acid), toxic non-mercury metals (such as arsenic, chromium, and nickel) and organic HAPs. MATS also limits HCl emissions (a surrogate for acid gases) and filterable particulate matter (PM, a surrogate for non-mercury HAP metals). Total non-mercury HAP metals and individual non-mercury HAP metals can be used as an alternative to the filterable PM limits. Coal-fired electric utility steam generating units (EGUs) equipped with flue gas desulfurization (FGD) systems may use SO2 limits as an alternative to HCl limits. Complying with these complicated and interrelated standards will require boiler operators to develop new operating and maintenance practices. MATS identifies neural network optimization software as a best combustion practice for NOx and CO reduction.
MATS Drives Work Practice Standards
MATS also requires new work practice standards to increase combustion efficiency, thus decreasing CO, NOx, and HAPs such as dioxin and furan that cannot be measured by continuous emissions monitoring systems. NOx and CO reduction tuning includes burners, overfire air (OFA) controls, concentric firing system improvements, control system calibrations, and adjustment of combustion zone temperature profiles. Selective catalytic reduction (SCR) and selective noncatalytic reduction (SNCR) are included in the NOx tuning requirement.
Work practices include burner and combustion control inspection and maintenance, tuning combustion controls, maintaining records of CO and NOx emissions before and after burner adjustments, and submitting reports after each tune-up. The data must be taken while operating at full load or the unit’s predominant operating mode.
The tune-up requires inspection of all burner and combustion controls, and cleaning or replacement of any components of the burner or combustion controls as necessary upon initiation of the work practice program and at least once every required inspection period. The inspections include operation such as damper operation, cyclone and pulverizer coal feeder loadings, or other pulverizer and coal mill performance parameters. Also, air-fuel ratios must be calibrated and functioning properly, including calibration of excess O2 sensors, adjusting OFA systems, changing optimization software parameters, and calibrating associated actuators and dampers to ensure that the systems are optimally operated. Burner or combustion control component parts needing replacement that affect the ability to optimize NOx and CO must be installed within three calendar months after the burner inspection.
The work practice and tune-up testing reports must be submitted to the EPA every three years—except for those units that employ neural network optimization software. For those units, the reports may be submitted every four years, following MATS implementation in 2015. Depending on the unit specifics, this additional year may produce significant costs savings.
The effect of the work rules on unit operations is difficult to quantify at this time. However, the cost of plant testing and outages for repairs prior and subsequent to the testing will likely be substantial. For example, a one-day outage of a 500-MW coal-fired plant will result in lost revenue of about $250,000, assuming replacement generation is $20/MWh more expensive.
Optimizing Combustion
Real-time combustion optimization systems have demonstrated substantial value for reducing NOx emissions, controlling CO, and improving heat rate for over a decade. In addition to improved emissions performance, optimized combustion can also reduce opacity, accelerate unit load ramping and load following, reduce tube leakage incidents by alleviating the reducing conditions typically found inside the primary furnace, and reduce slag agglomeration through better management of the fuel gas exit temperature. These problems are often cited as the cause of most forced outages or reduced unit availability and/or capacity.
Modern neural network-based combustion optimization technologies have evolved significantly since their introduction in the mid-1990s. Early optimization systems were manpower intensive to sustain targeted improvements, causing some unit operators to bypass the neural network. Today’s more sophisticated systems combine neural network–based optimization and model predictive control (MPC) to extract knowledge about the combustion process, determine the optimal balance of fuel and airflow in a furnace, and quickly respond to changing conditions.
Neural networks are based on nonlinear, multivariable steady-state models derived from historical unit operating data that identify the best combination of independent operating variables that will produce the best possible combustion efficiency and the lowest possible emissions. MPC employs dynamic models used to predict changes that will occur during the next few minutes of operation and anticipate the effects of disturbances. Specifically, these optimization processes directly adjust the unit’s distributed control system (DCS) or other control system to more consistently position dampers, burner tilts, OFA, and other controllable parameters to continuously minimize NOx and CO. The process of determining the optimal biases and adjusting them accordingly is continuous and occurs in closed loop, without the need for operator action.
Strong Return on Investment
There are several important ways in which combustion optimization provides economic and operational value, even if the system is focused on just the optimization of NOx and CO required by the pending MATS work practices. There are inherent boiler efficiency improvements that will be achieved when optimizing NOx and CO as required by the rule. Figure 1 shows an example of the boiler NOx reduction achieved with neural net combustion optimization on a 600-MW coal-fired unit. Note that the average NOx is approximately 19% lower during the 30-day test and there were fewer excursions when the neural net system was engaged.
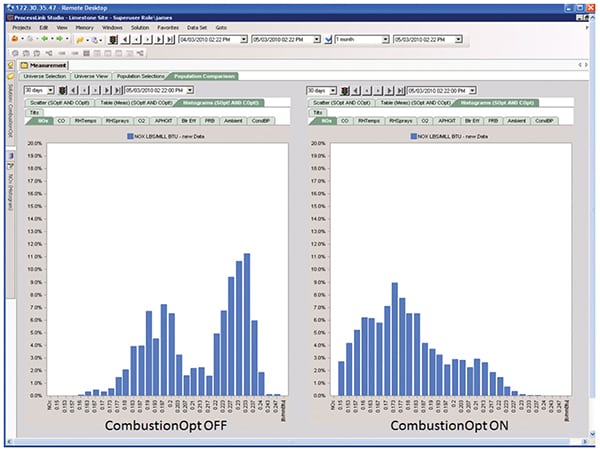 |
| 1. Demonstrated advantage. The figure illustrates measured NOx produced (horizontal scale) under the same operating conditions when the neural network is engaged (right) and when removed from service (left). The data shown was taken at equivalent load, coal quality, and ambient conditions. The vertical scale is percentage of time the boiler operates at the prescribed concentration of NOx. Courtesy: NeuCo Inc. |
Units with post-combustion NOx control (SCR and SNCR) experience additional cost savings from neural net combustion optimization in two significant ways. First, combustion optimization enables boiler controls to more closely match boiler temperatures and NOx profiles to catalyst effectiveness and reagent distribution as each changes over time. Second, combustion optimization will reduce reagent usage by 10% to 20%. Other beneficial side benefits include reduced ammonia slip and minimizing sulfur trioxide conversion (Figure 2). Combined with the typical fuel savings achieved with combustion optimization, the investment in combustion optimization produces a very attractive financial return. Table 1 shows fuel savings and reagent cost savings for two illustrative coal-fired units, one a large 600-MW unit with an SCR, and the second a medium-sized 350-MW unit with an SNCR.
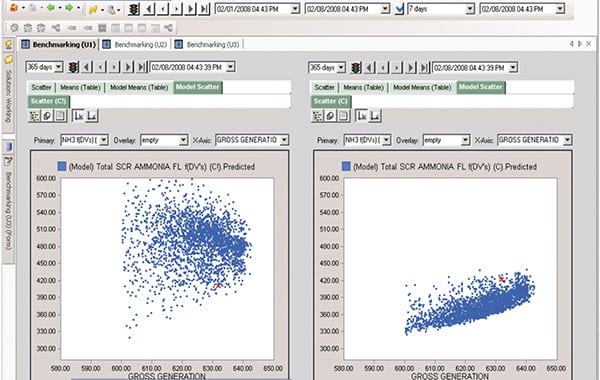 |
| 2. Reduced operating costs. Ammonia flow required to meet a 90% NOx removal setpoint (vertical axis) over one year is illustrated with the neural net combustion optimizer enabled (right) and secured (left). The horizontal axis is unit load. Source: NeuCo Inc. |
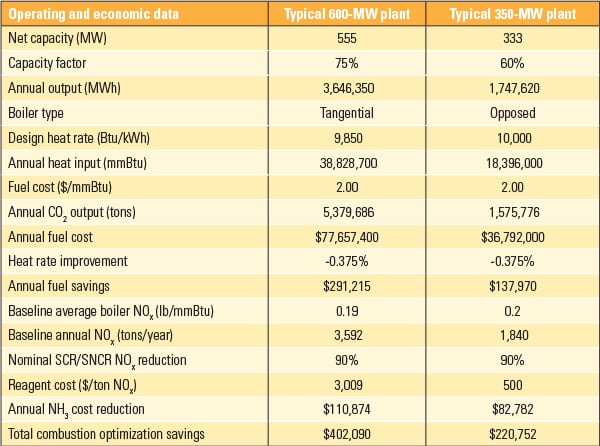 |
| Table 1. Operating cost savings. This table shows fuel and reagent cost savings for a 600-MW unit with selective catalytic reduction and a 350-MW unit with selective noncatalytic reduction with neural net combustion optimization, both burning Powder River Basin or other subbituminous coal. The simple payback for the 600-MW unit is less than one year, based solely on fuel and reagent cost savings. The cost savings that result from avoided MATS tune-ups and avoided slagging and waterwall tube corrosion are unit-specific but will further reduce the payback period, as will the cost of NOx allowances, if required. Source: NeuCo Inc. |
Integrated Optimization
Boiler optimization, once synonymous with furnace fuel and air mixing, now refers to the integrated optimization of the combustion and sootblowing processes, including the furnace and backpass regions of the boiler. An example of the holistic nature of boiler optimization is seen in the sootblower system. The typical sootblowing system determines the specific boiler zones to be cleaned and activates the needed blowers and lances through the DCS system. However, boiler cleanliness significantly impacts combustion efficiency, and furnace temperatures affect ash build up, fouling, and slag formation. The complexity of these interrelated processes must also be considered when the best possible operating economics is the goal.
Resolving these complex relationships is the strength of neural net combustion optimization systems. Heuristic models, representing knowledge in the form of situation-action rules, are the cornerstone of the neural net combustion system. Instead of attempting to fully express every possible operating alternative in a physical control system (an impossible task), heuristic models use expert knowledge gleaned from the plant data historian and plant operator experience to represent situations in which plant operating experts know how best to react. These rules can be systematically applied by an inference engine, which automatically ranks a set of possible actions described in the form of situation-action rules and selects the optimal action. In the sootblower example, the rule set would determine when and where to perform the next sootblowing operation so the overall unit operation is cost-optimized. Expert rules can also be used to address challenging discrete changes in plant operations, such as determining the most economic combination of pulverizers to put into service at a particular load.
The expert rules have become much more sophisticated in recent years and today there are processes that “extract” knowledge from experienced operators with intimate knowledge of the operation of a particular unit. These rules can now be reflected in software so the knowledge is permanently stored yet easily retrievable. The expert rules approach can then be seamlessly combined with neural networks, MPC, first-principles equations, and other methods in the best possible combination to solve a particular problem, such as an integrated boiler combustion optimization system.
Optimize Back-End Systems Too
Integrated unit optimization must go beyond boiler optimization. Other plant operations must be considered in order to substantially increase the efficiency, availability, and emissions benefits obtained though combustion optimization. For example, boiler optimization will impact flue gas temperatures, stoichiometry, and unburned carbon in the flue gas that will in turn impact FGD sorbent and reagent use, and therefore the effectiveness of the FGD used for control of HAPS under MATS. The same may be said of reagents, such as activated carbon, injected directly into the boiler or flue gas for mercury removal.
The variable costs for these reagents can be quite high, particularly those injected directly into the flue gas. The emissions removal efficiency can be improved considerably by optimizing the injection rates of these chemicals in response to not only load, but also the very same operating parameters addressed with boiler optimization. The best unit combustion optimization system must consider tradeoffs between boiler efficiency, NOx levels, reagent use, and sorbent costs in order to minimize total operating costs while adhering to emissions and operational constraints.
MATS adds another layer of complexity for operators of coal-fired plants beginning in 2015, so now is the time to begin developing a compliance plan. A neural net combustion optimization system is the only holistic tool available that will help ensure MATS compliance while at the same time paying for itself through improved plant operating efficiency. An intangible yet valuable side benefit is reducing the testing and administrative reporting expense that comes with MATS compliance. ■
– Peter Spinney (spinney@neuco.net) is director of market and technology assessment for NeuCo Inc. His background includes more than 25 years of combined electric power generation, economics consulting, and government agency experience.