Fossil-fuel-based power generation plants with wet scrubbing systems use slurries of sorbents to remove sulfur dioxide from their emissions. These highly abrasive slurries accelerate wear on the expansion joints in plants’ piping systems, resulting in failures and unplanned outages. These failures and outages can be prevented and the service life of the joints maximized by taking into account key factors, such as tube selection, arch design, and the use of flow liners and controllers.
Sulfur dioxide is removed from power plants’ flue gas using wet or dry desulfurization systems. Wet systems, which use alkaline chemical reagents including limestone, lime, ammonia, and sodium, pose the greatest potential for abrasive wear in non-metallic joints. These reagents convert sulfur dioxide into a liquid or solid waste by-product, from which gypsum can be extracted through oxidation.
Expansion joints (Figure 1) are flexible connectors used to reduce vibration, dampen sound, and accommodate movement in industrial piping systems for pressurized fluids. These systems are subject to movement from pressure or vacuum, temperature gradients, equipment vibration, their own weight, and structural settlement. To compensate for this movement, expansion joints are typically installed at the suction or discharge side of pumps, and at directional changes and long runs of piping.
 |
| 1. Expansive benefits. Expansion joints reduce vibration, dampen sound, and accommodate movement in piping systems. Courtesy: Garlock Sealing Technologies |
Types of Expansion Joints
There are two primary types of expansion joints—metal and non-metallic or elastomeric. Metal expansion joints are constructed in a bellows configuration from thin-gauge material designed to absorb mechanical and thermal movement. Elastomeric expansion joints, by contrast, are fabricated from natural or synthetic rubber and fabric. Consisting of an inner elastomeric tube fused to a metal-reinforced fabric body and an elastomeric cover, these types of expansion joints accommodate greater pipe movement and provide more abrasion resistance than metal joints.
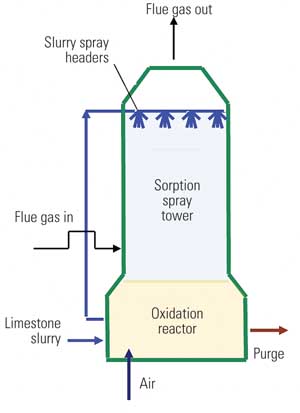
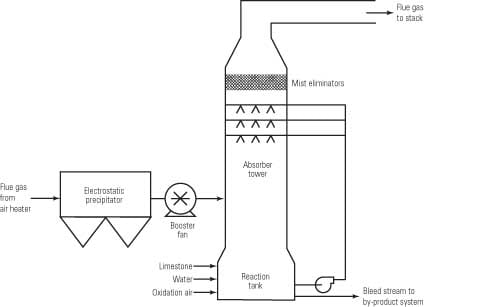
A typical flue gas desulfurization (FGD) system using a limestone reagent operates in two stages—one for the removal of fly ash and the other for the removal of sulfur dioxide. Flue gas passes through the fly ash removal phase and then enters the sulfur dioxide removal stage. Wet systems use expansion joints in a number of locations, notably absorber bleed and slurry recycle pumps, where they compensate for movement and dampen vibration.
The majority of expansion joints in FGD systems are elastomeric because of the abrasive nature of the application. The three basic components in this type of joint are the tube, body, and cover (Figure 2). Consisting primarily of an elastomeric material, the tube protects the internal structure of the joint from the media passing through it. Selection of the tube material should be based on chemical compatibility, temperature, and abrasiveness of the application.
 |
| 2. Main parts. This cutaway shows the tube (yellow), cover (gray), and body (black) of an elastomeric expansion joint. Courtesy: Garlock Sealing Technologies |
Serving as the “backbone” of an elastomeric joint, the body consists of combinations of fabric and reinforcing metallic rings. As with the tube, the body materials must be able to withstand the temperature and internal pressure of the system during operation. The cover is similar to the tube, but it protects the body from the external rather than internal environment. As such, it must be compatible with the surrounding environment, including chemicals and temperature, as well as its location in the system and the presence of nearby components that can leak onto it.
Flow Liners
Flow liners are used in expansion joints to combat the effects of abrasion. Abrasive flows are frequently accompanied by substantial flow rates that can wreak havoc on piping systems, including expansion joints. Here they can wear away the elastomeric tube material, exposing the body to the potentially harmful media. Flow liners protect the surface of the tube by directing the fluid media away from it, while allowing the joint to move freely within its capabilities.
It is important to understand the relationship between the direction of flow and the orientation of the flow liner, as it can potentially harm the piping system. In most FGD systems, the recycle pump discharges vertically for recycling the material further up the tower wall. This gravity-opposing flow can recirculate and build up behind the liner, rendering the joint ineffective.
As noted, the primary criteria used when selecting the proper type of expansion joint for a specific application include size, operating temperature, pressure, and media. However, consideration also should be given to flow rate, location in the system, and the use of control units. Significant flow rates accelerate abrasive wear; using filled-arch joints reduce turbulence, improve flow with minimal disruptions, and reduce the potential for particle buildup.
Expansion joints also can be found on the suction side of recycle pumps (Figure 3), where they are used in two configurations. The first is a straight joint attached to a reducing spool attached to a pump, where a flow liner can be used in conjunction with a filled arch to protect it from abrasive media. The second is a tapered joint to replace the reducing spool. This configuration prohibits the use of a flow liner and requires tube material that can withstand significant wear.
 |
| 3. In use. Expansion joints are used on both the discharge and suction sides of recycle pumps. Courtesy: Garlock Sealing Technologies |
It should be noted that custom drill patterns and lateral offset from pipe misalignment can also contribute to premature failure of suction-side expansion joints.
Unlike recycle pumps, absorber bleed pumps generally have smaller I.D.s but higher flow velocities and greater levels of abrasive particulates. Again, vertically oriented flows can eliminate the protection afforded by flow liners.
Troubleshooting
Proper pipe support is critical to the performance of absorber bleed pumps, as movements during operation can magnify the effects of abrasion-induced fatigue on the expansion joints. Therefore, measurements should be made prior to initial installation of an expansion joint and periodically during operation to detect any potential offsets (Figure 4).
 |
| 4. Measure twice, install once. Measurements before and after installation can detect potentially troublesome offsets. Courtesy: Garlock Sealing Technologies |
Unlike metal expansion joints, elastomeric joints exhibit visible signs of wear and fatigue that can alert observant users to potential failures. The indications include exterior cracking, blistering, deformation and delamination, exposure of metal or fabric reinforcement, ply separation of the cover, rubber deterioration, and leakage. Signs of impending failure can be seen in cracking at the base and softening of the joint, arch inversion, splitting of the outer diameter of the flange, and leakage at the flanges.
The failure modes can be attributed to a variety of root causes, such as overextension of the joint, chemical attack, excessive pressure or vacuum, elevated temperatures, and insufficient bolt load on the joint. Proper selection of expansion joints and appropriate preventative maintenance programs that include proactive troubleshooting and failure analysis can result in significant savings by reducing unplanned breakdowns and maximizing the life of non-metallic expansion joints in FGD applications. ■
—Sherwin Damdar (sherwin.damdar@garlock.com) is associate product manager and (stephen.cramb@garlock.com) is applications and product engineer for expansion joints, Garlock Sealing Technologies.