How Do We Learn About Safety?
The hard way—usually when somebody dies. That was one of the critical messages conveyed in the Monday preconvention workshop on "Conveyor Safety." It was also a key rationale for the session, led by Larry Goldbeck, manager of conveyor technology for Martin Engineering.
In 1911, 3,539 people died handling coal in the U.S. In 1977 (the year that the Occupational Safety and Health Administration and the Mine Safety & Health Act were instituted), 272 people died. The numbers in more recent years have dropped out of the hundreds, but any number is too high.
Injuries involving conveyors are due to routine activities: performing maintenance, lubrication or checking a conveyor, cleaning, and shoveling around a belt. The most commonly reported accident is getting caught by a moving belt. Goldbeck (black shirt in the photo) noted that he has seen belts that move anywhere from 200 feet per minute to 1,800 feet per minute. Think you’re fast enough to avoid getting caught? Goldbeck recruited a participant volunteer for a little hand-slap demonstration to make everyone reconsider their answer to that question.You don’t have enough time and strength to react.
What’s more, the safety devices currently in use at most plants using conveyor belts provide insufficient protection. Emergency, or E-stops, are supposed to stop a belt immediately when someone gets caught, but they don’t. Goldbeck swore that in a few years we will see the end of E-stops, because "they don’t protect employees." Instead, guards will be required for conveyor belts. But even guards, he noted, are only effective if they meet safety requirements, which include being of a color that stands out and is different than the color of the equipment being guarded.
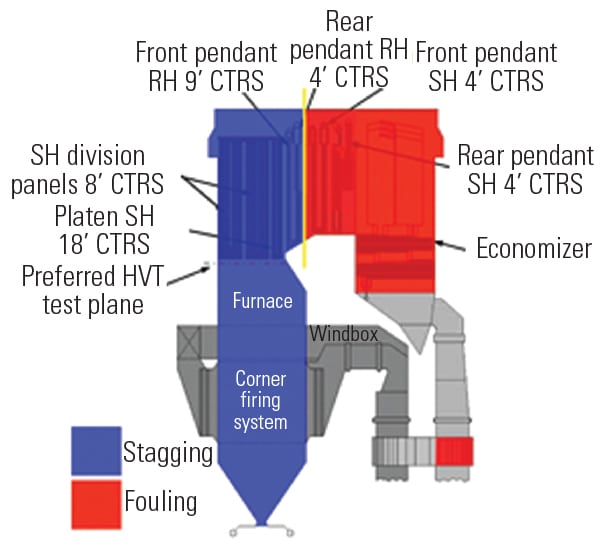
There’s More Than One Way to Lower NOx
Although adding equipment, such as a selective catalytic reduction (SCR) system, is a common way of reducing NOx emissions from fossil-fueled power plants, that’s not your only option. In Monday’s preconference workshop on "Combustion Optimization in Utility Boilers," Dr. Muhammad Sami, senior consulting engineer at ANSYS Inc., detailed how boiler optimization can be a viable alternative.
Any equipment that’s untuned—whether it’s your car, your home’s furnace, or your plant’s boiler—won’t deliver its best performance. In order to optimize the combustion process, you need to understand the underlying chemical reactions and physics of the fuel flow.
There’s no simple formula for boiler optimization, because each boiler is different—by design, fuel, and capacity factor. Though one approach doesn’t apply to all plants, the session covered issues with different boiler designs, how pollutants form, what pollution-reduction methods are available, and several case studies.
Some of the optimization tools available are flow-monitoring devices, computational fluid dynamics, optimization software (to set operation points in real time), and neural networks (the most sophisticated option).
Case studies have shown that combustion process optimization can be a low-cost way to reduce NOx and O&M costs while increasing unit efficiency. The payback period for optimization is also usually shorter than for post-combustion techniques.
Today’s Sessions
(All are from 2 p.m. to 4 p.m.)
1A: Co-Firing, Room 23
2A: Trends in Gas Turbine Technologies, Room 24
3A: Nuclear Energy – How Are We Doing? Room 14
4A: Utility Perspective, Panel, Room 25
5A: Lessons Learned on Backend Equipment, Room 12
6A: Outage Planning and Management from a Utilities Perspective, Room 13
7A/8A: Environmental Strategies, Carbon Capture, and Policy Issues, Room 21
9A: Transcendant Energy Technologies (beyond 2030), Room 10
10B: Brains and Brawn: Integrating Automation, Software, Sensors, and Data Communications into Digital Asset Intelligence, Room 11