All conveyor systems are at risk of fire caused by the ignition of transported materials or equipment failure. But the propensity of Powder River Basin (PRB) coal to self-ignite introduces an exceptional hazard requiring special fire prevention and automatic detection and suppression efforts.
To that end, this article discusses the technologies of linear heat detection (LHD), infrared (IR) detection, and CO detection as applied to coal conveyor systems (Figure 1). These technologies have proven successful in actual field installations. Because the physical layouts of coal-handling plants vary widely, our comments are limited to the technologies’ application to conveyor belt transport mechanisms, rather than to any specific equipment. The guidelines presented are not comprehensive and therefore should not be construed as constituting a detailed operating procedure or an engineering specification.

1. A typical PRB coal conveyer system. Courtesy: Utility FPE Group Inc.
Fire Prevention
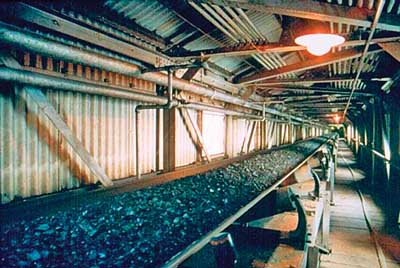
PRB’s unique characteristics almost ensure that, for systems that handle this coal, it is not a case of if a fire occurs, but when. Taking measures to minimize the occurrence of fires is by far the most economic way to counter PRB coal hazards. Spending on both active protection designs and additional operational procedures is recommended. The latter — limiting dust accumulation, preventing spills, and conducting effective regular cleanups (Figure 2) — constitute good housekeeping.

2. PRB coal accumulation at a conveyor tail. Courtesy: Utility FPE Group Inc.
Prevention is your first line of defense against fires and explosions. For example:
-
Contain airborne dust at transfer points; remove dust that has accumulated on beams, pipes, conduits, equipment, and fixtures; and minimize spillage from belts.
-
Never allow stopped conveyors to stand with an undischarged load for an extended period.
-
Minimize the accumulation of PRB coal below conveyors and on conveyor parts, because it can spontaneously combust.
A manual, daily washdown with a hose is beneficial, but it’s generally not totally effective at removing PRB coal dust and debris. Fixed, automatic washdown systems designed for broad coverage are widely available. Compared to manual washdown systems, such systems reduce labor costs and significantly improve the level of housekeeping.
For optimum results, consider a custom-designed combined fire suppression and washdown system. Plants that have installed and regularly operate this kind of integrated hydraulic water-spray system report being satisfied with its performance.
Whether you use manual washdown, fixed washdown, or an integrated system, the cleaning of conveyors and structures is essential to dealing with the worse traits of PRB coal.
Different Fire Types
Despite the best prevention efforts, even the best PRB coal-handling systems likely will experience fires as a matter of course. The faster these fires are detected and extinguished, the lower the cost of damage to the plant.
A fire condition within a conveyor system represents either a static fire — on a stationary conveyor belt or within the conveyor’s mechanism or housing — or a moving hazard: hot or burning coal riding on a traveling conveyor belt. Each condition requires a different form of site-specific fire detection to guarantee fast, effective response and trouble-free operation.
Detecting Static Fires
Within a conveyor structure, PRB coal that falls from the moving belt and accumulations of settled PRB coal dust both represent a potential spontaneous combustion hazard.
If not removed, stray PRB coal or coal dust may eventually ignite under the right conditions. A mechanical fault in the bearing of a roller or the friction between a seized roller and the conveyor belt can produce a buildup of heat sufficient to ignite the belt after it stops (Figure 3).
3. A mechanical failure within the conveyor system can cause enough heat buildup to start a coal fire. Courtesy: Utility FPE Group Inc.
Many different types of fire detectors have been added to conveyors, including these:
-
Collective reflectors (thermocouple hoods)
-
Ionization and optical point smoke detectors
-
Point (spot) heat detectors
-
Point flame detectors
-
Obscuration detectors using beams of IR light
-
Pneumatic detectors with fusible bulbs
In every case, experience indicates that these devices either are unsuited to the environment (producing false alarms caused by dust or fog) or are so insensitive that a fire can propagate and engulf the static conveyor before they activate.
Linear heat detection has proven to be a more-sensitive thermal solution. LHD can take any of three forms:
-
Analog electrical
-
Digital electrical
-
Analog optical
In all three cases, the LHD system serves as a robust "cable" that sounds an alarm if it reads an abnormally high temperature anywhere in its coverage area (Figure 4). Because the system is sealed, it is not vulnerable to the water and dust problems that render conventional smoke/heat/flame/obscuration ineffective in the harsh environment of a coal-handling system.
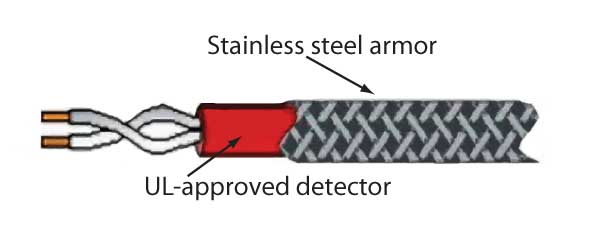
4. A typical arrangement for a digital electrical linear heat detector. Source: Patol Ltd.
Each LHD system supplier makes its own recommendations for locating and mounting the detector, based on factory and field tests. A typical guideline for protecting the upper side of the conveyor itself is to locate a detector run 3 to 5 feet above the center of the belt. This is normally done by installing a steel catenary support wire (commonly called a messenger wire) and affixing the LHD to it (Figure 5).

5. Linear heat detection and catenary wire support. Courtesy: Patol Ltd.
Ideally, LHD runs also should be located at the conveyor’s sides, to detect spillage of fire-heated air from the underside of the belt upward around the belt edges. The detector is mounted above the return roller (belt) on each side.
However, experience has shown that LHD installed in this location is prone to damage from both rigorous cleaning and maintenance activity, such as roller changes. All possible arrangements should be considered to determine the optimum mounting method. For example, the mechanical arrangement of some conveyor truss work may provide a suitable mounting and eliminate the need for further protection, such as the use of slotted-steel trunking. The LHD must always be mounted (by clips or spacers) in the air flow. It must not be directly mounted to steelwork, which would act as a heat sink and retard response.
In some cases, based on their knowledge of site operating procedures, engineers may decide that LHD side runs are not practical. In these cases, enclosed conveyors must be provided with extra LHD at ceiling height, to detect the ignition of PRB dust on cable trays and pipes above the conveyors. For conveyor systems with a pitched-roof enclosure, LHD should be located near the apex.
Fire Zoning and Extinguishing
The design of the fire detection system must take into account the precision of alarm definition needed to give personnel a good idea where a static fire threat has arisen. Some LHD systems incorporate distance monitoring and display units that show exactly where the initiating event has occurred.
Normally, each conveyor in the plant is subdivided into fire zones. If the LHD system automatically initiates a water-spray extinguisher, this feature usually is the defining factor of zone size, for the following reasons:
-
Hydraulic limitations on water delivery (the sizes of pumps and pipes).
-
The nature and efficiency of water spray delivery.
-
To consider the extent of the activities needed to clean up the deluging of a conveyor loaded with coal, which produces a slurry.
Comparing Static Fire Detectors
Tests conducted to compare the performance of water-spray systems activated solely by sprinklers to that of systems electrically initiated by an LHD indicate that:
-
LHD located 3 to 5 feet above a conveyor (Figure 6) responded within 2 minutes to a small coal fire with a surface area of about 1 square foot.
-
A conventional sprinkler bulb took over 12 minutes to respond.
-
If used with an electrically actuated sprinkler system, LHD responds as rapidly as any thermal detector system.
-
LHD should only be used to detect fires on stationary conveyor belts or within the conveyor’s housing. Because fires on moving belts can travel at up to 20 ft/sec, their "dwell time" is insufficient to transfer sufficient heat energy to make the use of LHD effective.
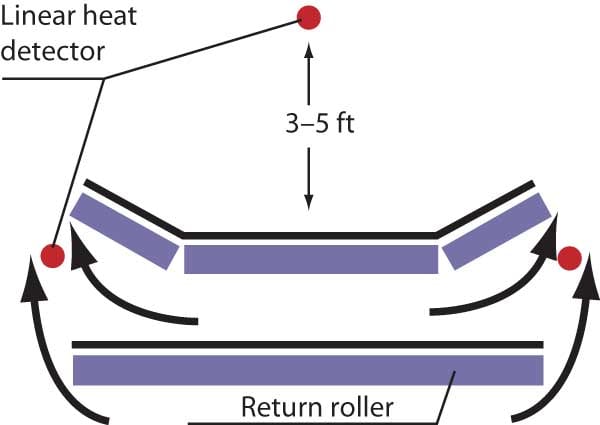
6. A cross section of a typical coal conveyor, showing the ideal location of a linear heat detector. Courtesy: Patol Ltd.
Detecting Moving Fires
Years ago, equipment manufacturers and safety specialists conducted research to determine the best way to detect fires on moving conveyors belts. The impetus was the realization that then-current systems that employed thermocouples and heat detectors within heat-collecting hoods could detect only very large, static fires.
The reason that such systems cannot detect small or moving fires is that they rely on convected and radiated heat. These indirect kinds of heat cannot transfer enough energy to thermocouples, however low in thermal mass, to produce reliable results.
A stronger and therefore better input to a detector than imparted thermal energy is the collective, IR "black body" emissions produced by all materials. For any material, the spectrum and intensity of this kind of energy depends largely on the material’s temperature. For solid bodies, such as pieces of PRB coal, both parameters are also affected by their physical properties.
A wide variety of commercial IR monitors are available for detecting fires on moving conveyor belts. But some technologies work better for certain applications, and within each category various models with different features perform better than others.
IR monitors fall into four main categories: thermal imaging systems, spark detectors, flame detectors, and IR black body emission detectors.
Thermal imaging systems. These use an IR camera to produce a thermal image that can be observed directly or be computer-analyzed for anomalies. Thermal imaging is a very useful tool for monitoring static bunkers and silos. However, it is not usually practical for detecting fires on moving conveyors because the imaging period is longer than the fire’s dwell time.
Spark detectors. Spark detectors can sense small, visibly glowing embers. Because they look for short IR wavelengths at or near the solar band, spark detectors are best installed in ducts with no ambient lighting. In addition, their IR filters of light with a wavelength between 0.4 and 1.6 microns preclude detection of IR emissions from low-temperature pre-ignited coal.
Flame detectors. Many detectors in this class monitor for the peak IR emissions produced by specific gases during combustion.
Be aware that peak IR emission spectra are not the same as those for "black body" radiators, as defined by Planck. For example, the emissions spectrum for CO 2 formation has a peak at 4.3 microns, but none elsewhere, where little emission occurs. Like spark detectors, some flame detectors filter shorter wavelengths in the 0.7 to 2.7 micron band and apply analysis to detect flickering flames. These techniques are suitable for monitoring volatile fluids and gases above their flash point. But they are not suitable for close-range monitoring of moving bulk materials, such as coal on conveyor belts.
IR black body emission detectors. These employ IR filters that select longer wavelengths and are "blind" to the visible spectrum. They can detect both high-energy emissions from very hot or glowing embers and those from abnormal but still relatively low-temperature bulk coal transiting the monitored belt area.
Which Is Best?
Coal is a good thermal insulator, so buried hot or burning coals will only slightly raise the surface temperature of the load on a belt. Similarly, PRB coal in its pre-ignition state has an abnormal, but relatively low temperature.
While some detectors can respond to burning coal at 1,000F to 1,800F, a black body monitor also can respond to an abnormally hot but non-ignited conveyor load at 200F to 400F. Spark, ember, and flame detectors will not respond to such a condition.
As alluded to earlier, detectors must be blind to visible radiation from both artificial illumination and reflected sunlight. Accordingly, for best performance, the detector should be aimed at the conveyor.
Installation Considerations
Mounted 3 to 5 feet above a conveyor belt, a detector should be able to cover the full width of the belt using its optics. However, its response time depends on the size and surface temperature of objects in its viewing area. Typically, an alarm is sounded if an object of at least 40 inches 2 at a temperature of 280F to 380F passes beneath the detector at a speed of up to 20 ft/sec. The device must also be able to detect glowing coals of 1 inch 2 or smaller.
Lorum ipsum pullis quotum canecta django reinhart lonesta booma piero umiliani mario baba ennio morricone. Canecta django reinhart lonesta booma.
IR detectors should be mounted at the loading ends of conveyors. Placing them there ensures that if a fire is detected, stopping the belt would situate the fire under the water spray deluge curtain. The IR detector should be programmed to automatically stop the conveyor, sound an alarm, and initiate the spray after a time delay. An operator who observes a fire should also be able to manually initiate the spray. Sprays should automatically start after a time delay if they are not overridden by the operator or initiated by LHD detection.
Because these "stop zones" are outside the plant control room, they should be monitored by closed-circuit television (CCTV) cameras. However, if water spray is always automatically initiated by the IR detection system, a CCTV system would be unnecessary.
In addition to installing detectors above belt loading points, an IR detector should be installed just before the point where the conveyor belt discharges its load to silos or hoppers. This detector should be located far enough from the end of the conveyor so that stopping the belt would leave the hazard under the deluge curtain. For very long conveyors, it may be prudent to install additional, intermediate IR detection units, to account for the buildup of abnormal heat to ignition levels produced by movement of the coal in air.
Finally, because coal conveyor tunnels and housings are extremely dusty environments, it should be possible to air-clean the lenses of IR detectors. The same consideration applies to CCTV cameras, and it may be possible to save some money by sharing the air supplies of both cleaning systems. Remember that such cleaning systems must be able to withstand the violence of housekeeping hose-downs.
Don’t Forget the Risks of CO
Although both LHD and IR detectors require the presence of a heat source, carbon monoxide (CO) gas monitors detect the off-gassing of CO in its very earliest stages of precombustion. CO is a toxic and combustible gas that is colorless, odorless, and tasteless, with explosive limits between 12.5% and 74%. CO has a PEL (permissible exposure limit, a regulatory safety ceiling on the amount of a specific chemical allowed in workroom air, usually averaged over a full workday) of 35 ppm. Its IDLH (immediately dangerous to life and health) limit is 1,500 ppm.
With a density of 0.97 (compared to air’s density of 1.0), CO will follow the prevailing air currents. CO detectors work best when installed in enclosed areas with minimal intrusion of erratic air currents. Plant areas such as reclaim tunnels and silos usually have predictable air currents and thus are prime targets for CO monitoring. Other areas such as dust collectors, transfer houses, and enclosed conveyors may also benefit from CO detection. But before going to the expense of installing them there, it would be wise to evaluate the areas’ level of air intrusion; too much would disperse CO before a detector could sense its presence.
The use of CO detection in PRB coal – fired plants is rapidly becoming another required method of early warning. Fires at transfer points and in conveyor tunnels have been detected by CO monitors where no other technique has been able to sense the incomplete combustion stage. A well-defined detection strategy that incorporates thermal, IR, and CO monitoring usually ensures early enough response to make fixed extinguishing systems unnecessary.