EMISSIONS CONTROL
Control pollution and slagging on a shoestring
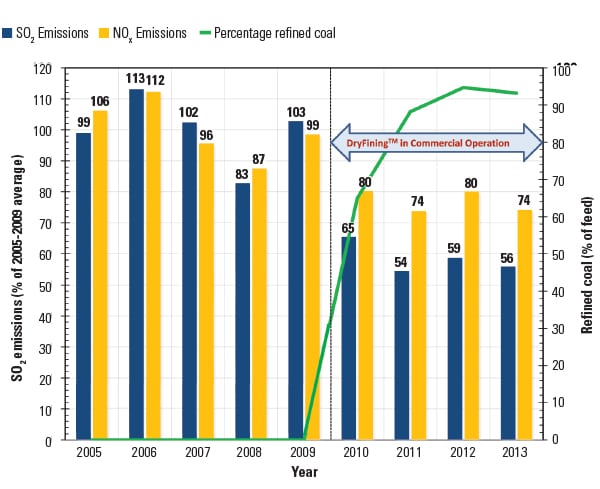
A patented twist on an old technique, flue gas recirculation (FGR), helps prevent slagging in the upper furnace and convective pass. The technology—along with a companion or separate patented technology for furnace sorbent and urea injection for SO2 and NOx control—could help owner/operators of smaller, older coal-fired plants comply with emissions limits fairly inexpensively. The process could save the day for the 300 coal-fired units in the U.S. rated between 100 MW and 300 MW that their owners may simply shut down, rather than make the exorbitant capital investment needed to bring them under the latest SO2 and NOx emissions caps.
Modeling work and preliminary engineering assessments by Aptech Engineering Services Inc. (www.aptecheng.com), the holder of the patents, suggest that at least 50% and possibly up to 80% reduction of both NOx and SO2 can be achieved on a 300-MW unit for around $9 million. That’s at least an order of magnitude less than the cost of buying and installing a scrubber and a selective catalytic reduction (SCR) system.
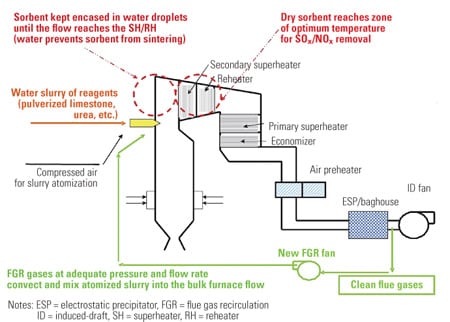
Simplicity is at the heart of the process (Figure 1). Flue gas extracted downstream of the flyash collection device (or air, if a slight heat rate penalty is acceptable) is ducted (recirculated) to the upper levels of the furnace and injected through special venturi-type registers and ports into the main flue gas flow. The point of injection is chosen so the flue gas is cooled to below the ash sintering temperature, preventing or dramatically reducing slagging and fouling in the upper furnace, superheater, and reheater surfaces.
|
1. New approach. Dotted lines indicate the additions needed to modify a coal-fired unit to use flue gas recirculation (FGR) to reduce slagging and fouling of its boiler. Source: Aptech Engineering Services Inc.

|
The use of regulating sleeve dampers allows controlled reductions in temperature of up to several hundred degrees Fahrenheit. Water can also be injected to further reduce flue gas temperatures, but in most cases it shouldn’t be required, avoiding a heat rate penalty. The main impact on operation will be slightly higher pressure differential and power consumption by the induced- or forced-draft fan.
To control SO2 and SO3, an aqueous solution of a suitable sorbent is injected as well. This makes good use of the flue gas residence time in the furnace and keeps the sorbent cool, avoiding sintering and ensuring that the sorbent reaches the critical region so it can react with sulfur. Modeling suggests that 50% sulfur reduction is a "no brainer" and that up to 75% SO2 removal and close to 100% SO3 removal are achievable at a calcium-to-sulfur molar ratio of 2.0 or less. Incorporating urea into the process offers the potential of achieving up to 80% NOx removal. This is possible since the reaction temperature windows for urea and sorbent nearly overlap.
The process can be considered a new generation of technologies that have previously been demonstrated for their respective functions: furnace sorbent injection for SO2 removal, urea injection for NOx removal (also called selective noncatalytic reduction), and FGR for controlling superheater and reheater temperatures and achieving more uniform temperature distributions in the boiler. State-of-the-art computer modeling (either cold flow modeling or via computational fluid dynamics) is used to determine the optimum locations for injected recirculated flue gas, sorbent, and reagent.
Secret sauce
Aptech’s approach differs from previous attempts at furnace sorbent injection in two important ways:
- The sorbent is not injected dry, so it is immune to partial sintering.
- The aqueous sorbent is added near the top of the furnace. Were the sorbent injected lower, tube banks would prevent its distribution and prevent its thorough mixing with flue gas, limiting its effectiveness at absorbing sulfur. Because the sorbent is encapsulated in a water droplet, it remains cool as the target temperature window is reached. The registers of the injection system are positioned so that uniform mixing occurs before the gas enters the convective pass. The convective pass then acts as a reactor, providing enough residence time for sulfur absorption to take place.
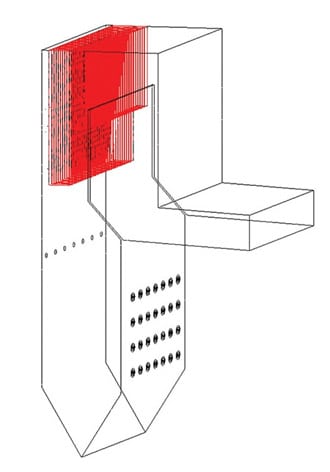
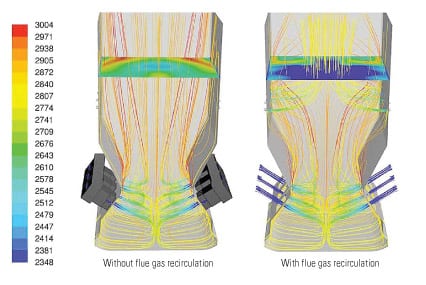
Because the temperature window for maximum SO2 reduction is similar to that for NOx reduction, injecting urea with the sorbent into a uniformly mixed gas stream will remove high levels of NOx (Figures 2, 3, and 4).
|
2. Cleaner path. The path lines and horizontal cut of a Riley down-fired boiler used to demonstrate the Aptech Engineering flue gas recirculation process. Note that the use of FGR reduces the average temperature within the boiler by more than 300 degrees F. Source: Aptech Engineering Services Inc.

|
|
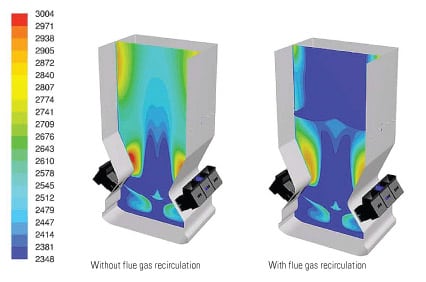
3. Very cool. This center-cut vertical plane shows how FGR evens out the temperature distribution across the unit and equalizes the flue gas temperature profile across the furnace. Source: Aptech Engineering Services Inc.

|

|
4. Bag that slag. A vertical cut plane at one-fourth of the furnace depth that passes through one of the overfire air ports. Note that peak temperatures have been reduced by more than 400 degrees F. Source: Aptech Engineering Services Inc.

|
Other potential benefits of the approach include:
- A lower likelihood of damaging boiler surfaces by abnormally distributed furnace temperatures.
- Eliminating the 2% parasitic power consumption of scrubbers and SCR systems.
- The ability to burn blends with a higher percentage of low-sulfur coal and thus earn incremental carbon credits by operating at higher efficiency. Many units that have switched to Powder River Basin coal are running derated by 20% to 30% and have suffered reliability problems because of slagging issues.
Importantly, the application of the process does not require boiler pressure part modifications beyond what might already be required—and familiar—from adding overfire air for NOx control.
Several utilities have expressed interest in the technology. Initial evaluations for three small units (50 to 130 MW) show capital savings of a whopping $60 million, with annual O&M cost reductions of up to $1.5 million. An evaluation of these new technologies for a 500-MW unit pegged total capital costs at $12 million (compared with almost $200 million for scrubbers and an SCR system) and predicted much lower O&M costs.
Aptech has made an arrangement with Western Research Institute (www.westernresearch.org) to co-fund small-scale testing of the technology on its pilot plant combustor under Western’s existing DOE contract. The tests also will investigate whether FGR can reduce mercury levels in flue gas, as some believe it can.
Aptech says it is willing to be creative about sharing the benefits of the technology and its downstream revenue. The estimated $40K to $50K price tag for a pilot program is a small price to pay to achieve an order of magnitude savings in capital and O&M costs for SO2 and NOx compliance. The other benefit—saving smaller units from mothballing—should particularly interest the owners of plants whose costs have not been approved for recovery from ratepayers.
—Contributed by Terry Rettig, vice president of Aptech Engineering Services Inc. He can be reached at trettig@aptecheng.com.

Combined-cycle O&M
Keeping HRSGs young, cool, and clean
Combined-cycle plants are being cycled more often, which increases the stresses on both their gas turbines and heat-recovery steam generators (HRSGs). A few years ago, Alstom Power (www.power.alstom.com) surveyed the North American retrofit market and found only about 100 gas turbines rated 150 MW or higher that weren’t paired with an HRSG. Those units were used for peaking and typically were run only a few hundred hours each year.
Today, many HRSGs are being cycled once or twice per day, which reduces their life expectancy. "Start-ups and shutdowns can be very detrimental to the life of the plant," explains Tony Thompson, director of engineering for Vogt Power International Inc. (www.babcockpower.com/index.php?coid=24). "The difference in the thermal [expansion] rates of two materials could produce leakage in the joints and seals between them."
HRSG manufacturers have tried a variety of measures to minimize cycling-related problems. One that Vogt has been working on is retaining heat in the steam generator after shutdown to reduce the thermal stress on the gas turbine and shorten unit start-up time. "Normally, we can crank up the HRSG of a standard 2 x 1 plant to full load after a cold start in about two and a half hours," says Thompson. "If the HRSG is already hot, it takes about an hour or hour and a half—depending, of course, on the condition of the steam turbine."
To address the problem, Alstom is using a new HRSG design called OCC—Optimized for Cycling Construction—which features a single row of tubes and a very small header. Use of smaller, lighter components reduces not only the cost of the unit but problems caused by thermal gradients as well. "By using thin pressure parts in the header areas, thermal stress is less than half of what it would be in a typical HRSG," says Tom Mastronarde, Alstom’s chief engineer for global technology development. "That improves its ability to survive frequent shutdowns and cold starts."
Stainless seal
Using more-durable seals is another way to cope with thermal gradients. Steam generator penetration seals can leak when damaged during installation, or if they are of the wrong type. Although the seals aren’t subject to high pressure, they need to be flexible and able to withstand high heat. "The only pressure the seal sees is the gas pressure inside the ductwork, which is about 15 to 20 psig," says Mark Schweikhart, an associate project engineer at Vogt Power.
Both Vogt and Alstom use stainless steel bellows-type seals in their HRSGs. Though stainless steel is less flexible than fabric, it is also more durable and can withstand higher heat. Heat is a particular problem for fabric seals near each other or radiant surfaces.
"Many of our competitors use fabric, but we prefer to use metallic penetration seals," says Schweikhart. "We used to have a sister company that had some bad experiences with a vendor of fabric joints. In our experience, certain areas [within an HRSG] are simply too hot for fabric seals. If you use them there, you can’t expect them to last as long as metal seals."
Vogt now exclusively uses boiler penetration seals from Expansion Joint Systems Inc. (http://206.71.175.206/ejs/) for both new boilers and aftermarket repairs. The HRSG manufacturer selects one of three different but compatible designs, depending on the application. For new equipment, it uses one-piece PenSeal Plus seals (Figure 5) and welds them in place. For replacement purposes, Vogt specifies the vendor’s two-piece clamshell design because it can be wrapped around a pipe and welded in place without having to cut the pipe.
|
5. All stainless. PenSeal Plus boiler penetration seals of 9.5-inch diameter and fitted with a Grade 316L stainless steel bellows await shipment. Courtesy: Expansion Joint Systems Inc.
|

Working with metal seals requires extra care. "Because stainless steel is rather thin, seals using it are easy to damage during installation," explains Bill Balcezak, Alstom’s manager of field engineering. To guard against the possibility of an arc strike in the field, Alstom puts a protective cover over the seals as they are installed.
Water worries
Another problem that HRSG manufacturers have been working on encompasses impurities in makeup water, low temperatures, or both. "Many operators of combined-cycle plants are still struggling with something that should have been figured out 80 years ago—water chemistry," says Mastronarde. "The corrosion mechanisms at work in the high-pressure sections of HRSGs are fairly well understood, compared to those in sections at lower pressure and temperature."
Mastronarde attributes the flow-assisted corrosion problems he considers "widespread in the industry" to improper water treatment. As a result, Alstom now specifies the chemistry of the water to be used in its equipment.
"Thirty years ago, we left water chemistry to the discretion of plant owners," Mastronarde says. "Today, to improve the reliability of our equipment, we specify what kinds of water treatment are acceptable, and we even prohibit the use of certain proprietary chemicals. Paying closer attention to water chemistry has proven to be a good way to extend the life of an operating HRSG."
Turn it up
Even HRSG makeup water with the ideal chemistry can cause problems if it is not hot enough. "The most common operating problem I’ve seen at combined-cycle plants over the last two to three years has been customers turning down the gas turbines as low as possible," says Tony Thompson of Vogt. "HRSG steam generators were never intended to be turned down that low. Some of our customers are running their boilers at as low as 50 to 60% of their rated load."
To be sure, running a gas turbine at less than its rated capacity helps extend its useful life and reduces its ramp-up time. But using the relatively cool exhaust of a turned-down gas to convert makeup to steam in an HRSG can foster pitting of the unit’s headers and tubes. Steam that is cooler than design can even damage the blades of the plant’s steam turbine, if there’s a lot of dissolved silica in the spray water. "The problem can be addressed," Thompson, "but doing so requires either adding another attemperator or a wholesale redesign of the steam generator."
Quantifying the cost of cycling
Although the materials and designs of HRSGs are more capable than ever of coping with cycling, the practice inevitably takes its toll on unit availability, not to mention incurring considerable repair costs. Wouldn’t it be nice to know exactly how much cycling shortens a HRSG’s life? Vogt thinks so, and is developing software tools that will enable HRSG users to calculate unit life cycles under different operating scenarios. Armed with this hard data, users will then be able to evaluate whether it makes economic sense to repeatedly cycle their plant.
—Contributed by Drew Robb, a consultant and writer specializing in power generation. He can be reached at drewrobb@sbcglobal.net.

HVAC
Natural air conditioning
The City of Toronto has capitalized on a valuable asset lying 272 feet below the surface of Lake Ontario—water that remains at a constant 39.2F year-round. Since August 2004, this previously untapped resource has been supplying economical and environmentally friendly air conditioning to large buildings in the city’s downtown.
Toronto’s Deep Lake Water Cooling (DLWC) system (Figure 6) is the world’s largest. It is operated by Enwave Energy Corp., a private corporation co-owned by the City of Toronto and the Ontario Municipal Employees Retirement System (OMERS). Enwave (www.enwave.com) provides district heating and/or cooling services to more than 140 institutional and commercial buildings in downtown Toronto.
|
6. Going deep. To build the Deep Lake Water Cooling system, huge intake pipes had to be towed out into Lake Ontario and sunk to a depth of 272 feet, where the water is 39.2F year-round. Courtesy: Krohne Inc.

|

The DLWC process is about as simple as district cooling gets. A heat-exchange system at the city’s John Street Pumping Station transfers cold water from the bottom of the lake to an underground closed-loop system that distributes the water to Enwave’s customers (Figure 7), including the Metro Toronto Convention Centre. The DLWC system has enough capacity to air-condition 100 average-size office buildings or 34 million square feet of real estate.
|
7. Drop in place. Water pipes being connected to the main underground chilled water distribution system in front of the Adelaide Place complex. Enwave Energy Corp., a private corporation that owns the system, serves 140 commercial and institutional buildings in downtown Toronto. Courtesy: Krohne Inc.

|

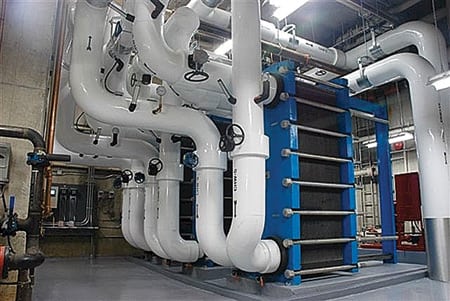
After the lake water passes through the heat-exchange system (Figure 8), it is fed into the city’s potable water system, avoiding the potential negative environmental impact of discharging warmed water back into the lake. In this way, Lake Ontario supplies both Enwave’s DLWC system and drinking water for the city.
|
8. Too cool for words. Plate heat exchangers connect the main cold water distribution system to the cool water circulated from Lake Ontario. Courtesy: Krohne Inc.

|
The benefits of centralization
The benefits of the DLWC system are many and striking. For one, it consumes only 10% of the electricity that banks of conventional chillers would require. This alone reduces the load on Ontario’s electrical grid by 61 MW, and the reduction remains in effect even on hot summer days of peak usage.
Another benefit is enjoyed by Enwave’s customers, who are kept cool by a clean, renewable resource that doesn’t command premium prices. Like other green energy projects, the DLWC system cost a lot to build but has low operating costs. As a result, Enwave can offer stable prices to its customers.
A third advantage of the DLWC system is the same one that central station power plants enjoy over distributed generation. Centralized production of cooling water is more cost-effective, reliable, and convenient than building and maintaining chiller systems in many individual buildings. It also eliminates the noise and vibration that such systems produce and frees up space for better use.
Metering H2O, not kWh
Few cities of Toronto’s size and density are blessed to have such a large energy-equivalent resource on its doorstep. At least in local terms, Steve Perkins, Enwave’s vice president of engineering, is correct in saying, "We’re changing the paradigm of how buildings provide air conditioning." As Perkins explains, "Instead of buying electricity to power their own cooling system, our customers now outsource the process to our district cooling operation. They receive cooling energy in the form of cold water, and they need only distribute that cooling energy within their building."
Enwave bills end users based on both their water consumption and the temperature difference between their supply and return lines. "Our customers are used to buying precisely metered electricity, so it is critical that we duplicate that accuracy," says Perkins. "Some spend millions of dollars on cooling each year."
For its water-metering system, Enwave turned to SRB Controls Inc. of Markham, Ontario, which recommended IFS 4000 KC Enviromag electromagnetic flowmeters (EMFs, or magmeters). The meters, which range in diameter from 3 inches to 20 inches, are made both by Krohne Inc., based in Peabody, Mass., and Krohne Toronto (www.krohne-mar.com). Krohne has been a leader in the development of magmeters since it introduced the first EMF for industrial applications in 1952.
Mag wheels turn
"We use only magmeters, because they’re economical and very accurate and reliable over a wide range of diameters and flow rates," says Perkins. "Accuracy is especially important, considering that the flow to a customer might fall from 5,000 gallons per minute on a hot summer afternoon to only 200 gpm that same night."
EMF technology relies on a fairly simple principle of electromagnetism. Inside the meter, an electrically conductive fluid is pushed through an insulated measuring tube in the presence of a constant magnetic field. The voltage induced by the movement is proportional to the mean velocity of the fluid flow and detected by electrodes. Microprocessor-based electronics converts the voltages into scaled pulses at the rate of 1 pulse for every gallon that flows through the measuring tube. Enwave uses Krohne IFC 020 electromagnetic flow converters to store and aggregate data and to perform self-diagnostics.
In addition to providing billing information, the magmeters are networked over telephone lines to provide real-time information for monitoring the flow to each customer. For example, if a meter indicates that a customer is consuming a lot more water than usual, that may be a sign of a leak in the building’s distribution system. Or, it may simply mean that Enwave needs to lower the temperature of its supply.
Enwave is connecting DLWC customers to its distribution loop at the rate of about 18 new buildings per year. Because of the wide variety of meter diameters required by different customers, it is not economical to carry any meter inventory. "But most important of all," says Perkins, "is the accuracy of the magmeters. We hate it when customers dispute bills, and that’s why we’re so fussy about the quality of the meters we use."
—Visit Krohne on the web at www.krohne.com.