One of the keys to boiler efficiency in thermal power plants is ensuring fouling and clinkers formed on superheater bundles are routinely removed. A mobile shockwave cleaning method offers one innovative solution.
In general, due to the complexity of waste properties, using waste as fuel tends to create a significant amount of fouling and clinkers. Furthermore, an ill-designed boiler with insufficient space between superheater bundles is likely to suffer from fouling and clinker problems more often. This article discusses a successful case employing a mobile shockwave method to clean fouling and clinkers from superheater bundles, which lowered downtime for cleaning, helped boost uptime by 200 hours, and increased waste-handling capacity by 2,500 tons per boiler annually.
Fouling and Clinker Formations on Superheaters
A superheater is one operation unit in the boiler that serves to further heat the steam to produce desired steam for turning turbines. Fouling and clinker buildup on superheaters occur from two processes: initial fouling and clinker due to inertia effect. Initial fouling consists of a thin layer of chemically active ash formed by volatile elements and tiny ash particles that condense on superheater bundles. Such sedimentation has particles rich in alkali metal oxides, chloride, and sulfate, which are able to attach to the tube walls due to Van de Waals force and electrostatic force. The particles also react with tube metals to become chemical compounds with a low boiling point, which in turn strengthens the attachment of these tiny particles onto the walls. Due to its excellent insulation property, fouling will impede heat transfer.
Clinker due to inertia effect, on the other hand, is the process of larger particles attaching onto initial fouling due to inertia effect. This is the main threat to a boiler’s safe operations, as fouling and clinkers can quickly build up when the sticky initial fouling attracts larger particles. In particular, when the temperature of these particles is so high that they become molten, it aggravates the sedimentation problem. The thickness of fouling and clinkers may vary depending on tube structure, air dynamics, tube surface temperature, tube location, and the physical and chemical properties of fuels.
Compared to conventional fuels (such as gas and coal), waste generally has a lower heating value and higher water content, making it a poorer form of fuel. In addition, waste content varies widely, which makes the burning process and fouling problem more complicated.
Problem Faced and Cleaning Options
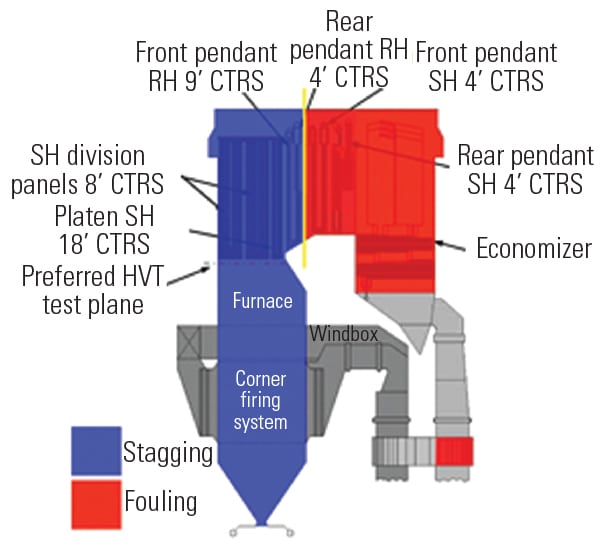
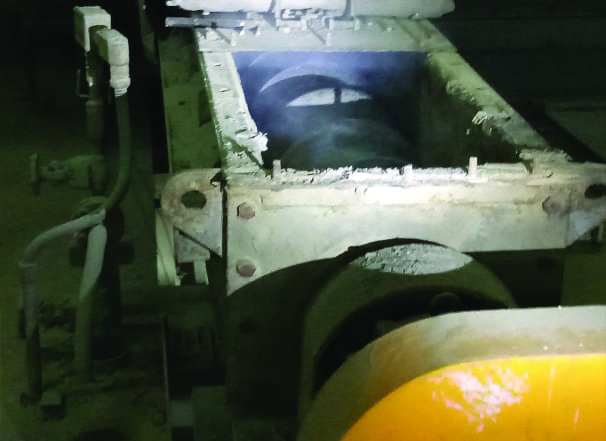
An energy-from-waste (EfW) plant in Taiwan uses vertical passes of superheaters and economizers. The spaces between superheater bundles in this facility are too narrow by design, such that, when the flue gas passes through, fouling and clinkers easily get stuck onto the bundles (Figure 1).
 |
|
1. Energy-from-waste boilers can have serious fouling issues due to the nature of the fuel. In this case, inadequate spacing in the superheater bundle, shown here, also contributed to high fouling and clinker formation. Courtesy: ECOVE Environment Services Corp. |
Over time, they clog the passes and hinder the smooth flow of flue gases, making it difficult for induced draft fans to suck out exhaust gases. This raises flue gas temperatures, reduces heat exchange efficiency, and reduces the durability of boilers. Consequently, the boilers needed to be shut down for at least 48 hours just two and a half months after annual outages, so that fouling and clinkers could be cleaned manually. This is equivalent to more than 200 hours of downtime per boiler per year, which is costly in terms of a loss of waste that could have been incinerated, a loss of power that could have been generated, and a loss of revenue. It also creates problems for the local government in making waste mobilization plans.
The most straightforward way to clean fouling and clinkers is to send workers inside the boiler to scrape them off with simple tools. However, this is a laborious task and requires boilers to go offline, which is inefficient. There are several other cleaning options that can be done online. They include:
- CO2 Shockwave. This method uses the shockwave generated from the detonation of heated, liquidized CO2 in a lance to implement cleaning. The constraint in using this method is that the lance needs to be fixed to a mount on the boiler wall, which limits the scope of areas that can be cleaned.
- Hydroblasting. The idea here is to use a water lance to clean fouling and clinkers. When water touches the hot surface, the water droplet is instantly absorbed and evaporates as vapor, where the volume will expand 1,000 times and turn into an explosion, shaking off fouling and clinkers. However, the water lance cannot be aimed at superheaters, otherwise, it will create extreme thermal shock that can seriously damage superheaters.
- Steam Sootblower. This method uses an ultra-high-speed compressed stream blown out from a nozzle to implement cleaning. A well-designed nozzle can create an air stream with speed exceeding 900 meters per second (4.5 bar at 0.2 meter). The constraint here is that the area where the steam travels needs to be covered to reduce the likelihood of damage to superheater bundles.
- Rapping. Using rappers that knock on the header of bundles to implement cleaning. This method is only suitable for horizontal passes.
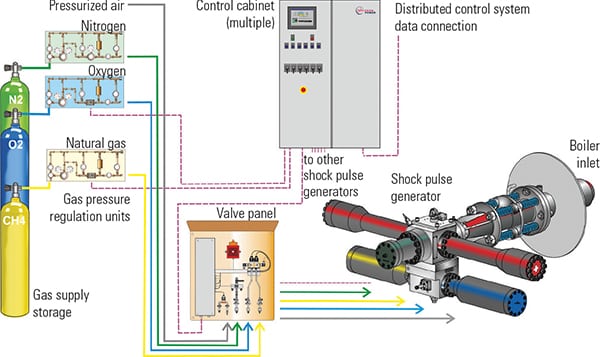
- Stationary Shockwave. Methane and oxygen are mixed and detonated to create a pulse to implement cleaning. However, there is a limitation on the size of the area around the pulse exit where no equipment or pipelines can be placed. Therefore, this is better suited for installation on preexisting manholes.
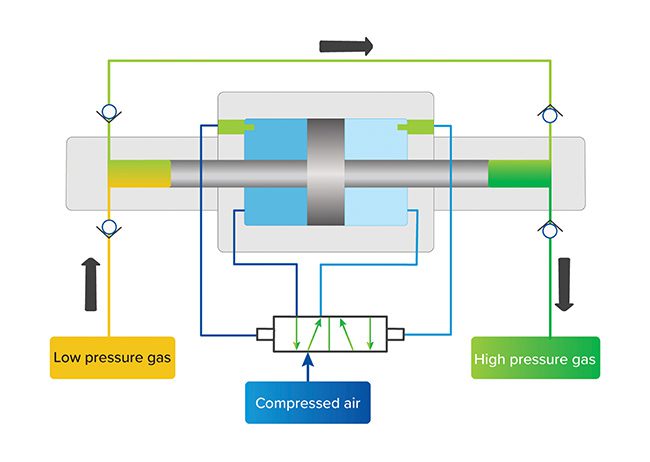
- Mobile Shockwave. Ethane and oxygen are mixed and detonated to create a pulse to implement cleaning. Contrary to the stationary shockwave method, this method is mobile and allows precise position cleaning. The main constraint is that the cleaning outcome heavily depends on the operator’s techniques and experiences.
Because the EfW plant wanted a cleaning solution that did not require any modifications to the boiler, but at the same time, it demanded the flexibility to choose cleaning positions at will, the mobile shockwave method was deemed the best option and was therefore chosen after careful studies and assessment.
Mobile Shockwave Method in Practice
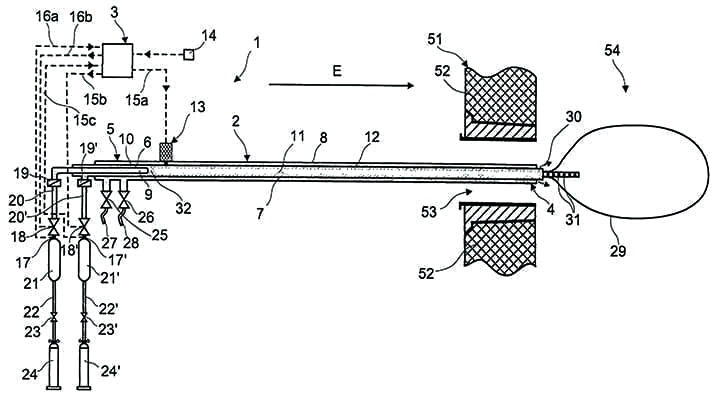
To clean fouling and clinkers on the superheater bundles, a special container is fixed at the front-end of the ignition lance, which is then inserted into the boiler. The ethane-oxygen mixture is transferred into the container and detonated, sending out a shockwave to shake off fouling and clinkers (Figure 2). There are three issues that need to be considered to ensure the success of this method: operation safety, discharge bridging, and lifecycle impact of boiler tubes.
 |
|
2. This diagram shows some of the components needed to implement the mobile shockwave method. When activated, ethane and oxygen are mixed and detonated to create a pulse, which shakes off fouling and clinkers from the superheater tubes. Courtesy: ECOVE Environment Services Corp. |
Operation Safety. Because this method requires detonation of an ethane-oxygen gas mixture, safety is a high priority. Staff needs to be briefed in advance about safety protocols. During cleaning, waste must not be fed into the boiler at the time of detonation. After each detonation, flammable gas must be aired out. Staff must wear personal protective equipment, and they should all be insured.
Discharge Bridging. A massive amount of ash may fall off due to shockwaves from detonation, which in turn may possibly clog the boiler. Look through the inspection hole (Figure 3) to ensure bottom ash has been carried away by bottom ash extractors before the next detonation. Otherwise, the boiler may again need to be shut down, which renders such cleaning method pointless.
 |
|
3. Mobile shockwave cleaning can cause significant amounts of ash to fall from the superheater tubes. Therefore, the bottom ash extractor must be monitored through inspection covers to ensure it doesn’t plug up, which could otherwise require the boiler to be shut down for remediation. Courtesy: ECOVE Environment Services Corp. |
Lifecycle Impact of Boiler Tubes. Shockwave is the key mechanism of cleaning, but it may also cause damage or deformation to superheater bundles. One factor that can ensure no damage or deformation is done to superheater bundles is to control the intensity of shockwaves by selecting the appropriate container and adjusting the pressure of filled gas. Other factors include the design strength of superheater bundles and the level of shockwave pressure these bundles bear.
In the case of the EfW plant, experts agreed that the maximum pressure at the point of detonation would fall below the pressure that superheater bundles with conventional design of 40 bar at 400C can take (about 52 bar). The shockwave from detonation will become weaker in pressure as it travels from the center outward, so that when it reaches superheater bundles, it is not likely to damage them.
Outcome
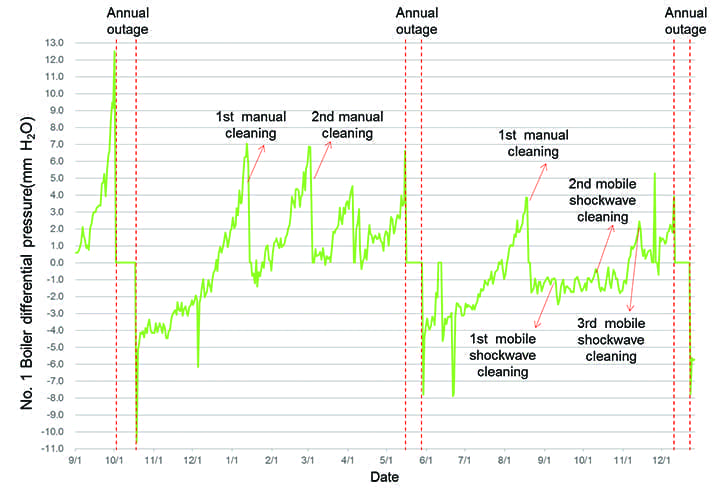
The boiler differential pressure value serves as a quantitative indicator of the amount of fouling in a boiler. It also shows whether the boiler needs to go offline for fouling cleaning. The differential pressure value is defined as the pressure difference between the upper boiler chamber and the entrance to the economizer. The higher the pressure difference, the higher the amount of fouling, and vice versa. From the EfW plant’s No. 1 boiler differential pressure chart, shown in Figure 4, it can be seen how fouling affects boiler pressures, as well as how the mobile shockwave method contributes to lower differential pressures.
 |
|
4. This chart shows the before and after effects of manual cleaning and mobile shockwave cleaning through two operating cycles between outages. Courtesy: ECOVE Environment Services Corp. |
As can be seen from the line chart, the EfW plant underwent three major outages, one in October, one the following May, and one the following December. The prominently low differential pressures at these three annual outages mean that fouling has been cleaned thoroughly. However, soon after annual outages, the trends show that waterwall tubes and superheater tubes begin to build up with fly ash again, which gradually reduces the amount of space the flue gas can pass through, and therefore the flue flow resistance increases—as indicated by the rising differential pressure values.
On average, the EfW plant requires its boilers to go offline to clean fouling manually at least twice between two annual outages, but manual cleaning only has a short-term effect and cannot help reduce the differential pressures as well as annual outages can, which is evident from the line chart between October and the following May. At a certain threshold, the slope of the differential pressure curve sharply rises, which means there is an abrupt hike in differential pressure.
From May to December, the mobile shockwave method was introduced in addition to manual cleaning, so that the effects of both methods could be better compared. Mobile shockwaves were deployed online three times, and offline manual cleaning one time. The result shows that within a few days after the deployment of mobile shockwaves, the differential pressure first gradually decreased before gradually increasing. The slopes of the curves after each deployment of mobile shockwaves is much smaller than that of manual cleaning, suggesting far better performance of the former method than the latter.
Normally in boiler operations, the differential pressure control threshold (that is, the limit requiring fouling to be cleaned) is set at some point lower than the differential pressure value where the superheater passes are completely stuck with fouling. Whenever the boiler pressure nearly reaches the differential pressure control threshold, boiler operators would shut down the boiler to clean fouling manually to avoid superheater passes being completely stuck with fouling, because when the latter happens, the flue gas cannot circulate and the induced draft fan will not be able to function. The line chart shows that by deploying the mobile shockwave method, the differential pressures were successfully controlled to stay below the differential control threshold, which is better than the performance of offline cleaning.
It can therefore be inferred that when the mobile shockwave method is deployed routinely, it can effectively help control a boiler’s differential pressures and ensure that such pressures stay below control thresholds. The amount of fouling between superheater bundles will therefore stay within the normal operation range of boilers, and can furthermore reduce the need—or even eliminate the need—for boilers to go offline for manual cleaning between annual outages.
Figure 5 shows the results of deploying the mobile shockwave method. Compared to Figure 1, which was before the mobile shockwave method was deployed, the superheater bundles are much cleaner. The stalactite-shaped fouling is gone in Figure 5. Furthermore, by probing into the operating boiler with an infrared camera, it was observed that high-temperature, lighter-grey areas identified before mobile shockwave cleaning was implemented were replaced by lower-temperature, darker-grey tubes, confirming the positive results.
 |
|
5. This image shows reduced fouling on superheater tubes as a result of deploying the mobile shockwave system compared to the fouling shown in Figure 1, which was prior to the change in cleaning methods. Courtesy: ECOVE Environment Services Corp. |
To sum up, the mobile shockwave method can be deployed without the need for boilers to go offline, and indeed effectively reduces fouling and clinkers on superheater bundles, as seen from the differential pressure charts, visual images, and infrared images.
Takeaways
It is important for boiler designers to properly account for the interval between superheater bundles as well as the number of bundle layers, because these parameters greatly affect the smooth flow of flue gas and differential pressures. An ill-designed superheater can cause differential pressures to rise too quickly and therefore reduces the uptime rate of the boiler, which also increases the cost of cleaning and boiler shutdowns.
After adjustments and testing for more than two years, ECOVE can now precisely control the fouling buildup period and deploy the mobile shockwave method effectively to inhibit fouling and clinkers on boiler tubes. The uptime per boiler at the EfW plant was boosted by more than 200 hours annually, helping to significantly increase waste-handling capacity by 2,500 tons.
Compared to the stationary shockwave method, the mobile method is advantageous in that it does not require the installment of stationary devices. It can be used with mobility to clean the desired parts, offering timely fouling and clinker removal.
—Chien-Pang Yang, Chieh-Ming Yang, Ching-Yun Yi, and Teng-Hui Huang are engineers in Taiwan with
ECOVE Environment Services Corp., a CTCI company.