A stationary shockwave ash cleaning device combined with a pneumatic booster system is a solution to the hourly cleaning of accumulated ash in boiler tube bundles. The automated ash cleaning process stably controls ash buildup, further improving power generation efficiency in energy-from-waste plants.
Due to the complex and diverse properties of waste in energy-from-waste (EfW) plants, the combustion reaction between different substances will form fouling and clinkers that adhere to the boiler tube walls, thereby reducing the boiler efficiency and the lifespan of the superheater and other equipment. Traditional cleaning of incinerators requires manual removal of ash buildup in a 3D (dangerous, dirty, and difficult) environment. Aside from being time-consuming, the optimal boiler efficiency can only be maintained for a short period of time right after fouling cleaning.
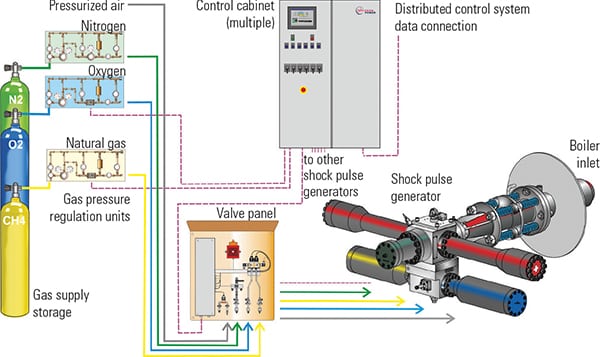
This article explains how a stationary shockwave ash cleaning device (SSACD) and pneumatic booster system have been integrated in EfW plants to implement hourly automated cleaning of fouling and clinkers between the superheater bundles. Through an uninterrupted gas supply and the pressurization of the low-pressure gases, there is no longer the need to manually replace the gas cylinders on the ash cleaning device, realizing an automated fouling cleaning process with enhanced efficiency.
Fouling and Clinkers That Affect Heat Exchange Efficiency
When waste is incinerated, the high-temperature flue gas heats the steam inside the superheater of the boiler through heat transfer, so that the steam can drive the turbines. The heat transfer efficiency of the superheater surface affects the power generation efficiency of the EfW plant.
However, due to the complex properties of waste, high-temperature gases with large amounts of ash particles are generated during incineration. Initially, these ash particles will form a thin ash layer on the tube walls due to the Van der Waals force and electrostatic force. Then, larger ash particles will begin to adhere to the thin ash layer. As the boiler operates, the ash layer will quickly become thicker at a non-linear rate.
In general, the pressure difference between the inlet and outlet of the superheater can be used as a quantitative indicator of the severity of ash accumulation in the boiler. Some poorly designed boilers even require frequent suspensions of operation to clean up the fouling and clinkers (including regular annual outages and temporary suspensions for ash cleanings) due to severe ash accumulation and, as a result, pressure differences higher than the acceptable value that serves as a reminder for ash cleanup. Frequent suspension of boiler operations not only reduces the amount of waste processed each year, but also shortens the service life of the boiler.

In This Issue
Full issueOnline Ash Cleaning Method That Optimizes the Work Environment
Traditionally, ash is cleaned manually by having workers enter the superheater area to remove the ash with hand tools and pneumatic tools during boiler downtime. This method is not only inefficient, but also unfavorable because it requires working in a 3D environment. As awareness for safe and sustainable workplaces is paramount today, this operation should be avoided whenever possible. That being the case, online ash cleaning that does not involve boiler shutdown has become the top choice.
When it comes to online ash cleaning methods, there are a few common practices, including CO2 shockwave, hydro-blasting, steam sootblower, rapping, mobile shockwave, and stationary shockwave. Below we will discuss ash cleaning with a case study.
An EfW plant in Taiwan has an excessively narrow gap between superheater bundles, resulting in severe ash accumulation. As a result, the EfW plant must undergo shutdowns for ash cleaning more than six times a year. Attempts for adopting various online ash cleaning methods have been made, with significant reduction in average ash thickness; however, favorable boiler conditions can only be maintained for a short period of time. Therefore, SSACD was introduced to maintain good heat transfer performance of the superheater in the long term.
This online ash cleaning method requires the filling of flammable gas and oxygen. The two gases are transmitted in a fixed proportion and quantity from the sources to the device chamber for mixing. In order to fill the chamber with a higher concentration of flammable gas and oxygen molecules, both gases are filled under high pressure until the mixed gas is ignited and explodes, sending shockwaves to the superheater to dislodge accumulated ash on the tube walls.
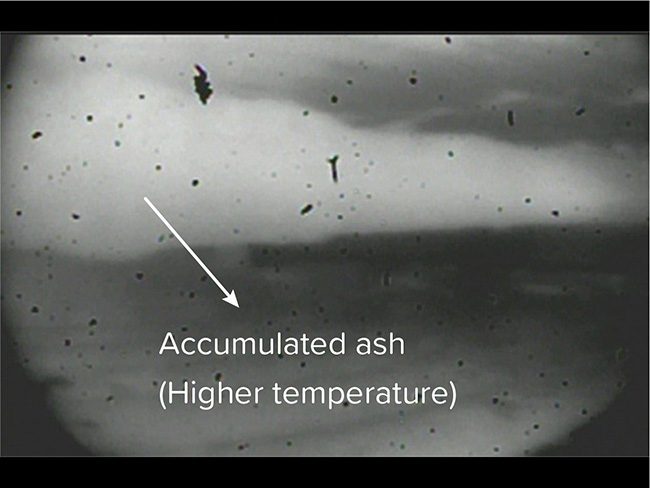
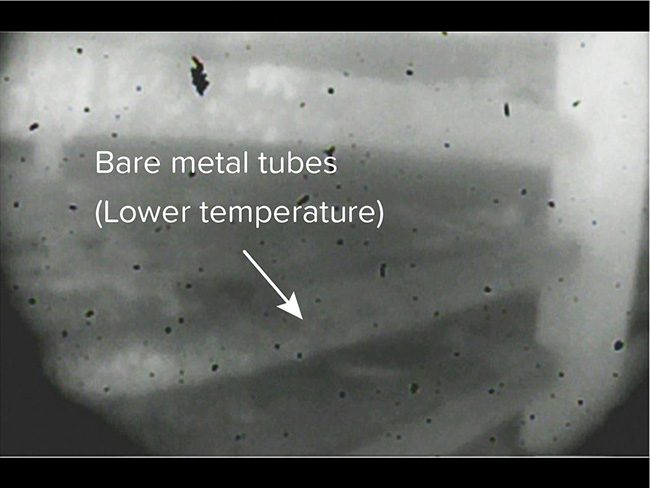
Figure 1 shows a diagram of ash accumulation in the superheater bundles in the EfW plant before the installation of the SSACD. The ash accumulation in the superheater bundles after introducing the SSACD is shown in Figure 2. From the thermal images captured by a thermal camera inside the operating boiler, it is evident that the extent of ash accumulation on the bundles are significantly different. This clearly demonstrates the effectiveness of hourly regular shockwave ash cleaning in removing the accumulated fouling and clinkers.
 |
|
1. This thermal image shows the ash accumulation before the installation of a stationary shockwave ash cleaning device (SSACD) in the incinerator. (Note: The light white part of the thermal image is the hotter accumulated ash in the boiler tubes. The dark gray part is the bare metal tubes. The irregular black spots in the image are dirt on the lens.) Courtesy: ECOVE Environment Services Corp. |
 |
|
2. This thermal image shows the ash accumulation after the installation of the SSACD in the incinerator. (See note in Figure 1.) Courtesy: ECOVE Environment Services Corp. |
The Pneumatic Booster System for Process Automation
To ensure the uninterrupted regular operation of the SSACD, we have designed a process that can stably provide flammable gas at a pressure of 60 bar to the equipment. In the past, we used gas cylinders with the full pressure of 120 bar, which were replaced manually whenever the pressure became insufficient. Now, a pressurization device has been installed as the core pressurization system to ensure stable operations of the SSACD.
Given that there are various designs of gas pressurization equipment on the market, including pneumatic, reciprocating, and rotary compressors, we evaluated them according to their safety and operational performance. In the end, the pneumatic booster was selected as the most appropriate for incinerator use, as shown in Figure 3.
 |
|
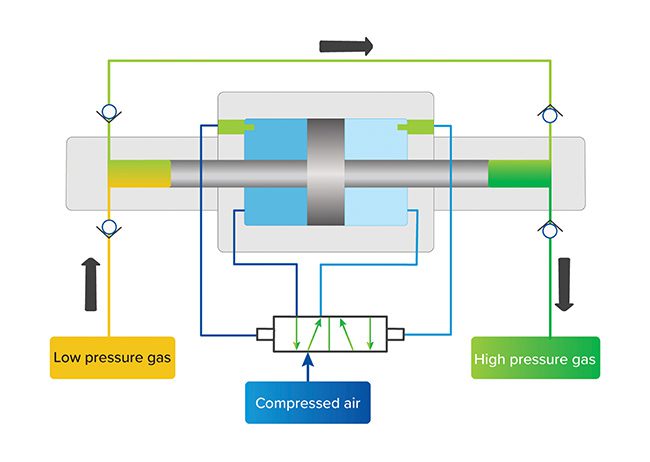
3. Operating principle of the pneumatic booster. Courtesy: ECOVE Environment Services Corp. |
The operation of the pneumatic booster involves using compressed air to drive a piston back and forth. The ratio between the area of the drive piston and the driven piston determines the maximum pressure that the booster can generate. When the outlet pressure reaches the pressure limit of the booster, the piston will reach static equilibrium and the booster will cease operations. Operations will resume when the output gases are used by the processes, decreasing the outlet pressure.
With this principle as a basis, a system has been designed to pressurize low-pressure gas to use. The piped gas with a pressure below 2 bar, based on Taiwan’s practical situation, can be boosted to 60 bars by the SSACD. The pneumatic booster is driven by compressed air and can automatically stop operations through a mechanical design. In addition, to prevent sparks caused by an electrical interface, the equipment will cease operations when the target pressure is reached, eliminating the need for explosion-proof sensors and control units. The routine inspection of outlet pressure related to gas cylinder replacement is no longer required, effectively saving man-hours while maintaining efficiency and safety.
Conclusion
Based on the spirit of improving and integrating technologies to optimize the resource cycling efficiency, the SSACD was introduced to the EfW plant in 2018. Following that, plant suspension for ash cleaning has been reduced to three times maximum per year, proving the benefits of this ash cleaning method for EfW plants.
By combining piped flammable gas and a pneumatic booster system to maintain a steady source of compressed gas to the SSACD, the ash cleaning process can become automated. Compared with the method of using high-pressure gas cylinders, which requires pressure monitoring, cylinder transportation, and replacement, this automated process can save manpower and enhance the reliability of the EfW plant’s operation and maintenance.
—Ling-Yu Kung is an engineer in the Technology Development Department of ECOVE Environment Services Corp., a CTCI company.