As barriers to new coal-fired generation expand and enthusiasm for nuclear plants wanes, the commissioning of natural gas–fired plants promises to increase. However, gas plants pose hazards, too. An explosion last year that was caused by unsafe use of natural gas to blow residue from a gas pipeline during commissioning of a gas-fired power plant has focused regulator and industry attention on finding safer alternatives for this task. Fluor shares its gas pipeline cleaning best practices.
In February 2010, six workers were killed and at least 50 others were injured in a natural gas explosion at the Kleen Energy power plant, which was under construction in Middletown, Conn. (Figure 1). This incident was preceded by a natural gas explosion in North Carolina just eight months earlier at a ConAgra Food Plant. As a result of these and other, similar incidents, the U.S. Chemical Safety and Hazard Investigation Board (CSB) published key lessons learned, provided recommendations for changes/directives in industry codes/standards, and indicated recommendations for major equipment suppliers and the Electric Power Research Institute (EPRI).
 |
| 1. Tragedy in Connecticut. Workers at the Kleen Energy Systems plant in Middletown, Conn., attempted to clean debris in the plant’s fuel gas line with 650 psi natural gas. The gas purge, vented inside the plant building, found an ignition source and exploded. Six workers were fatally injured and more than 50 workers were injured. The price tag of the explosion has been estimated at up to a billion dollars. Courtesy: Chemical Safety Board |
News of the Kleen Energy explosion prompted Fluor to conduct a comprehensive review of our practices and procedures regarding gas pipeline cleaning as part of our commitment to continuous improvement of our construction processes, even though we consider our gas blow planning tools and execution strategies to be the best in the industry.
The internal review of Fluor’s gas pipeline cleaning processes—experience gleaned from the startup of more than 40 combined cycle plants—included representatives from Fluor Project Management, Engineering, Health Safety and Environmental, Construction, and Commissioning groups. The findings and recommendations from the CSB and the subsequent codes and standards revisions and proposed revisions were reviewed by the Fluor team to ensure that potential hazards have been addressed and our execution practices remain the best in the business. In the meantime, some industry clients (and the state of Connecticut) banned natural gas blows, while others heightened their oversight of the process to ensure that adequate safety methods are used.
The CSB has published its complete findings and recommendations at http://www.csb.gov (search for “Kleen Energy”). They include more than 60 incident findings and numerous recommendations to the National Fire Protection Association (NFPA), the American Society of Mechanical Engineers, the Occupational Safety and Health Administration, EPRI, gas turbine suppliers, and the governor and legislators of the state of Connecticut. Although this article isn’t meant to be an exhaustive review of every safety aspect associated with natural gas used for line cleaning, a review of these online documents and the Fluor best practices is a good start.
It remains the duty of the responsible engineers and commissioning professionals to determine the specific codes, standards, and regulatory requirements that apply to their specific project.
Developing the Plan
As an engineering, procurement, construction, and commissioning (EPCC) contractor, our planning for commissioning of a plant begins at the start of the project, with assignment of a commissioning manager who will lead the startup. The engineering part of the EPCC team remains fully involved in facility commissioning to provide technical support. One key site startup activity is the gas supply line cleaning process. Fluor’s practice is to develop a project- and site-specific solution that ensures appropriate line cleaning while minimizing gas consumption and release. If natural gas cleaning is not an option in your locale, several alternatives are discussed later in this article.
Fluor follows the cleaning requirements provided by the original equipment manufacturer. As a general guideline, Fluor’s recommendation for gas blows is for a minimum cleaning force ratio (CFR) of 1.0 (based on normal maximum flow) throughout the entire length of the pipe, unless the manufacturer has different or more stringent recommendations. The CFR represents the momentum of the gas used to clean the piping with respect to the normal natural gas flow design conditions.
Also, the CFR will change throughout the piping system due to changes in design flow rates, gas temperature and pressure changes, and pipe diameter variations. Pipe segments of the blow path must be analyzed to ensure adequate CFR at the beginning of each segment. For the two combined cycle projects scheduled to be completed by Fluor in 2011, the combustion turbine vendor is General Electric (GE). GE’s GEK 110483b, Cleanliness Requirements for Power Plant Installation, Commissioning, and Maintenance, states that the minimum CFR along the entire length of pipe that is to be cleaned should be 1.03.
Selecting the Point of Release
In the case of the Kleen Energy explosion, the CSB final report found that “natural gas was blown outside the power generation building into a congested outdoor area in an almost horizontal orientation limiting gas dispersion.” Methane has an NFPA flammability rating of 4, the highest degree of hazard; has a lower explosive limit (LEL) of 4.4 volume percent; and an upper explosive limit (UEL) of 16.5 volume percent. This means that any mixture of air and methane (the principal component of natural gas) that falls within this range forms an explosive mixture that is easily ignited.
If natural gas is to be used to purge gas piping, the point of release of the gas must be carefully determined “to minimize the extent of the flammable atmosphere,” according to the CSB report. The report also notes that to make this analysis, “a complex technical evaluation of various factors is necessary, including height, location, orientation of the vent pipe, velocity and density of the natural gas being discharged, potential sources of ignition, personnel location, wind speed, and a dispersion analysis to verify that the natural gas will rapidly dissipate.”
During the plant design, the gas vent point of discharge is jointly determined by the engineering and commissioning teams in the 3-D plant model. We then develop isometric piping drawings defining the physical routing and materials of construction of all temporary and permanent systems involved in the gas blow. Pipe supports are designed for both the permanent and temporary piping for the conditions experienced during the blow process. This approach also ensures that the plan for gas release location is adequately investigated and not just a field judgment.
In past years, the vent point of discharge was located away from existing structures and at a height sufficient to provide good dispersion. Sufficient dispersion was determined by good engineering judgment and prior field experience. Today, Fluor requires a site-specific gas dispersion analysis to predict the extent of the flammable atmosphere when the gas is vented. Fluor uses DNV Software’s Phast Version 6.6, a comprehensive hazard analysis software and modeling tool.
Several scenarios are modeled in Phast using user-defined parameters such as discharge velocity, discharge rate, temperature, LEL, and UEL, based on the natural gas used. For choked flows (as is normally the case for gas vents), Phast requires the isentropic temperature and isentropic velocity as inputs to the dispersion model as well as the assumed wind speed and meteorological conditions (Pasquill stability class). Phast caps the gas exit velocity at 500 m/s as a conservative estimate; higher velocities promote elevated dispersions.
Phast produces a prediction of the maximum dispersion contour that usually remains steady until the pressure inside the gas vent system drops. Interestingly, the maximum horizontal dispersion, near the exit point, occurs only at the end of the gas release, at low exit velocities. The plume dispersion is calculated until the released gas is dispersed to nonhazardous concentrations.
During the design of one plant, designers considered five separate blow paths with different vent discharge locations to determine that the maximum horizontal extent of hazardous concentrations of natural gas was 4 to 8 meters and the maximum vertical extent was 5 to 38 meters. In one option, the predicted flammability cloud overlapped an existing structure within the 3-D model, so the discharge vent location was relocated to ensure that no overlap occurred (Figure 2).
 |
| 2. Dispersion models guide vent location. Multiple cloud maps were conservatively modeled as simplified cylinders at the exhaust vent locations in a plant 3-D design model so that objects within the flammability cloud can be identified. In one of the five scenarios for the specific site layout analyzed, the cloud cylinder overlapped an existing structure within the model for the planned vent locations (left). The discharge vent location for this gas blow scenario was relocated to ensure no overlap (right). Source: Karl Welsch, Fluor Corp. |
In addition to indicating potential “impingement” areas that could create a spark on impact, the dispersion modeling also provides good guidance on where it might be best to locate the combustible gas detection monitors. This additional protection can be utilized to ensure that the modeling appropriately represented the discharge conditions.
Avoid Outside Influences
Even with proper placement of the vent to ensure that no explosive mixtures of air and methane are possible, past experience has shown that there may be unexpected ignition sources that should be considered during plant design and commissioning.
Eliminate Static Electricity. In 2003, a combustion turbine plant located in California experienced an explosion during natural gas blows. The cause of the explosion was believed to be static electricity igniting an explosive mixture of natural gas flowing at high velocity through an ungrounded vent pipe. The design of any natural gas venting system must include proper grounding of the pipe used to vent the gas blows. Don’t overlook the possibility that gas line flanges may be electrically isolated by gaskets between gas line and equipment flanges.
Remove Spark Sources. At the Kleen Energy plant, several ignition sources remained inside and outside of the power generation building during the pipe blows. According to the CSB, it remains “unclear whether the gas blows were self-igniting due to expelled debris creating a spark or through static accumulation from the flow of the gas, ignition sources such as electrical power, welders working, and operating diesel-fueled heaters were in operation.”
In another incident that occurred during a gas blow at a power station several years ago, “the gas unexpectedly ignited, causing a flame to shoot approximately 30 to 40 feet into the air from the stack outlet. The gas supply was immediately isolated and extinguished the fire. Investigators concluded the gas was most likely ignited by a metal particle exiting the piping during the blow which impacted a nearby metal surface, causing a spark,” according to the CSB report.
Two considerations must be addressed when considering a metal particle causing a spark. First, to prevent a potential spark created inside the gas line, Fluor purges and places an inert gas in the line prior to introducing natural gas so that insufficient oxygen is available to support ignition inside the pipe. Second, for a spark caused by a particle leaving the vent and impacting another object, careful placement of the vent pipe will ensure that any impingement/spark creation is beyond the critical gas dispersion zone. For added safety, a person is placed at the gas isolation manual valve in the metering/regulation yard to ensure that the gas is properly isolated in the unlikely event that a spark is created and ignition occurs.
Deenergize the Site. Eliminating ignition sources such as welders and operating diesel-fueled heaters is critical. However, spark ignition potential remains with energized switchgear.
Fluor’s practice is to conduct the natural gas blows on a weekend or at a time when site construction and all nonessential people are not on site. Electrical equipment in the area of the gas blows is deenergized.
On-site staff should have portable radios to ensure proper communication of events. All radios should be confirmed as intrinsically safe.
Isolate the Site. There were seven people at the California combustion turbine plant when the explosion occurred, and they were 80 to 140 feet from the gas vent. The explosion sent debris over the heads of all of those workers. When the gas blow is under way, all workers on site who are not involved with the gas blow should be physically located in a sheltered environment to prevent possible airborne debris injuries. Commissioning staff should be stationed in an area where they can clearly view the vent discharge, but out of the path of the gas exhaust. Areas around the blow vents should be confirmed to be cleared prior to the blows.
Gas Blow Processes
The CSB report noted that there was no planning or safety meeting of the staff involved in the gas blows to discuss either the gas blow procedure or the hazards of gas blows the morning of the Kleen Energy explosion. In fact, there were 150 workers on site that day, with nonessential workers restricted from the immediate area of the gas blows; however, more than 50 people were working inside the building, although “only 15 of the 50 were involved in the gas blow activities,” according to the CSB report.
Fluor’s commissioning processes begin well before the day the gas blow is to occur. The commissioning team’s objectives are aligned with engineering, construction, the client, and the local community to ensure a clear understanding of what a gas blow involves. Local emergency response teams are notified of the planned blows several weeks prior to execution. Those teams are provided information on the site plan layout, vent locations, and on-site fire protection systems/storage should it be necessary for them to assist in an incident response.
Detailed field execution procedures are developed to ensure proper alignment of roles and responsibilities for a safe activity. The team details what systems may be necessary for use (such as fire protection distribution and storage and gas line controls). They also outline what systems are deenergized prior to initiation of the blows. Finally, placement of combustible gas monitors around the perimeter of the gas exhaust points provides an additional measure of safety.
Prior to the event, the required pretask planning activities are conducted. Cleaning of the natural gas systems presents several unique hazards that must be considered during the planning phase due to the explosive nature of the cleaning media involved. The experience gained from years of execution at multiple sites is captured in Fluor’s extensive pretask planning tools such as its job safety analysis, job risk analysis, safety task analysis, and functional procedure review. Appropriate management approval requirements have served to ensure that safety and risk aspects of the gas blow process are considered, evaluated, and, if required, mitigated.
Fluor’s typical gas blow strategy is to perform the activity on the weekend to minimize the impact to construction progress and ensure worker safety. Site personnel are limited to those who are essential to conducting the gas blow. Commissioning personnel are stationed at the metering/regulation yard to ensure supply isolation, if needed.
Alternative Cleaning Processes
Several other alternatives for cleaning fuel gas piping are available. On one combined cycle project that Fluor recently commissioned, the owner required an alternative cleaning method. A Fluor review team investigated the possible consequences of the alternate supply line cleaning strategies, including the safety aspects, possible schedule impacts, and cost impacts (see table).
 |
| A comparison of gas line cleaning alternatives. Source: Fluor Corp. |
In addition to evaluating the effectiveness of the cleaning method, the team also made assessments of the approximate cost and schedule for each alternative. The cost and schedule impacts of designing and installing exhaust points, pre-task safety discussions, performance of the work, and post-task restoration were considered.
Gas Line Pigging. Pigging in the maintenance of pipelines refers to the practice of using pipeline inspection gauges or “pigs” to perform various operations, such as cleaning and inspection, inside a pipeline without stopping the flow of the product in the pipeline. The pig is inserted into a “pig launcher,” a funnel-shaped “Y” section in the pipeline. The launcher is then closed and the pressure of the product in the pipeline is used to push the pig along down the pipe until it reaches the receiving trap, the “pig catcher.” Pigging has been used for many years to clean larger-diameter pipelines in the oil industry.
If the pipeline contains butterfly valves or other line obstructions, the pipeline cannot be pigged. Full-port ball valves typically cause no problems because the inside diameter of the ball can be specified to be the same as that of the pipe.
The pipe cleanliness resulting from pigging is less than that achieved by the gas blow method. Typically, the gas supply line leading up to the power plant gas metering station is cleaned via natural gas blows. It is becoming more common that the line up to the yard is pigged in lieu of gas blows. If a gas blow is not conducted for the gas supply line up to the gas yard, the cleanliness of the overall system is expected to be equal because particles left after pigging the main line could be transferred to the pipe downstream of the metering yard.
The cost of pigging is estimated to be roughly of the same magnitude as gas blowing. However, this cleaning process requires additional gas line strainer cleaning during initial commissioning compared with gas blows. Overall, we estimate that relying on pigging to achieve the same pipeline cleanliness as gas blows will require about three to five additional days. The cost of this longer cleaning period should also consider the additional combustion turbine operations at reduced or restricted load because of the increased strainer cleaning frequency.
Water Blasting. Water blasting (hydrolazing) can also clean the piping system using high-pressure water between 10,000 and 20,000 psig. This process uses a machine that controls the cleaning hose feed rate through the pipe system while the cleaning nozzle remains forced against the pipe wall. Fluor has historically utilized this process on process piping systems such as main steam, turbine extraction lines (heater bleed system), feedwater, and condensate systems.
We estimate that the pipe cleanliness produced by hydrolazing is equal to the cleanliness achieved by the gas blow method. Assuming that the pigging process is used to clean the gas supply line leading up to the gas yard, the internal cleanliness of the plant-side piping is expected to exceed that of the supply line. Hydrolazing requires additional pigging to remove excess water from the piping system prior to line purge and layup.
The cost to hydrolaze gas piping is roughly two to three times that of natural gas blows and is not expected to have any substantial schedule impact, if planned well.
Air Blows. The air blow pipe cleaning process uses oil-free high-pressure compressed air to clean the process piping systems. This process uses temporary high-pressure air compressors to pressurize the system and high-speed relief valves to rapidly vent the piping systems. The pressurization and depressurization cycles are repeated until the piping systems are determined to be clean.
Fluor has previously used the air blow process in lieu of steam blows to clean main steam, cold reheat, hot reheat, and auxiliary steam systems. A similar technique is often used to clean the instrument and service air piping systems, but permanent plant air compressors are used as the supply source.
For gas pipeline cleaning, the effectiveness of air blows is not expected to be high due to the lack of sufficient storage space (for the compressed air) upstream of the piping system to be cleaned. The air blows performed in lieu of steam blows for steam line cleaning used the boiler as a storage device prior to the steam piping systems. Unfortunately, when blowing the natural gas supply line, the storage volume in the pipeline is much less. The duration of any air blow is expected to be less than two seconds. Clearly, air blowing will require an extended time to clean the gas piping compared with gas blows.
Fluor estimates that the cost of air blows is approximately twice that of natural gas blows. Also, additional costs will be incurred for the supply of diesel fuel to operate the air compressors, labor cost to operate the compressors, and renting the compressors. With a sufficient number of compressors, the startup duration will increase perhaps one or two days.
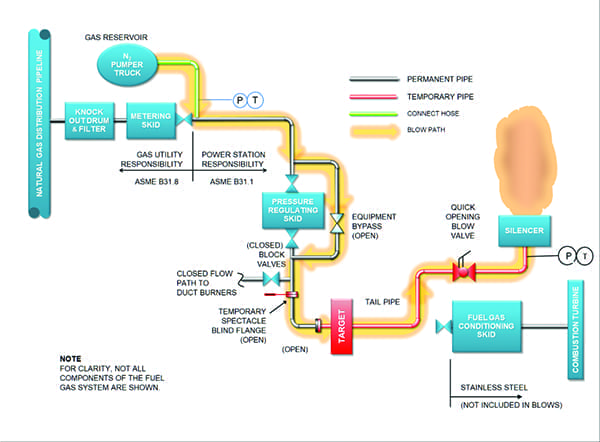
Nitrogen Blows. Similar to the air blow process, the nitrogen blow pipe cleaning process uses compressed nitrogen stored in pressure vessels mounted on trailers to clean the piping system. High-speed relief valves are used to rapidly vent the piping systems (Figure 3). The pressurization and depressurization cycles are repeated until the piping systems are determined to be clean. Fluor has previously used the nitrogen blow process in lieu of gas blows to clean gas supply piping systems. The duration of a nitrogen blow will be greater than that of an air blow due to the larger storage capacity of the nitrogen trailer.
 |
| 3. Trucked nitrogen. Compressed nitrogen, delivered on trailers, can be used as an alternative to natural gas for cleaning gas piping. Courtesy: Fluor Corp. |
In our experience, three nitrogen trailer assemblies would be required to complete the gas line cleaning process. The total cost is estimated to be approximately the same as for natural gas blows, possibly less. The time required for nitrogen blows will be approximately the same as for gas blows, if they are planned appropriately (Figure 4).
 |
| 4. There she blows. The Fluor commissioning staff prepares the valve used to control the compressed nitrogen used for cleaning gas piping at a combined cycle plant. Courtesy: Shane Jackson, Fluor Corp. |
Although Fluor Power has successfully performed natural gas blow procedures on numerous power plants, the success achieved using a nonflammable medium (nitrogen) and the minimal cost and schedule impacts associated with this method make it an attractive alternative. Further analysis and study is warranted; however, nitrogen gas blows have proven to be acceptable and an inherently safer alternative to natural gas blows due to the use of a nonflammable gas.
— James H. Brown, PE, PMP (james.brown@fluor.com) is senior director of engineering and Charles D. Lyda is senior director of commissioning for Fluor Corp.’s Power Group.