Can you remember the first car or motorbike you owned? The irresistible look and feel of its solid steel construction, and your proud feeling during the first drive through your brightly lit city.
What about your last hard day at work? Pouring cup after cup of coffee from a glass pot into your ceramic mug, trying to stay awake at your office, working to build a solid foundation for a successful career.
All of that begins with a gas pressure regulator, whose applications are widely spread, but may not be visible at first sight.

That first drive, or cup of coffee, starts with the regulation of a sufficient gas supply for burners within the furnace of a steel, or glass, or ceramic plant. A safe gas feed to a spinning turbine at a power plant produces the electricity to run that coffee pot, and light up the city at night.
Many groups are served by the appropriate, application-based selection of gas pressure regulators. Plant operators need to ensure a working process. Engineering, Procurement and Construction (EPC) companies rely on them. So do those service companies that provide necessary maintenance work. And homes and businesses all are dependent on the power plants and manufacturing companies that depend on gas for their electricity.
The main task of a gas pressure regulator is to keep the output pressure at a constant level, regardless of variations in input pressure and flow. Furthermore, it is possible to carry out an input, output and differential pressure control.
As a rule of thumb, it can be said gas pressure regulators serve at the following pressure levels:
- High pressure (HP) ~ 100bar
- Intermediate pressure (IP) ~ 40bar
- Low pressure (LP): below 16bar
- Household pressure: ~ 22mbar depending on the country
Users may have a different application based on their understanding of pressure levels. For instance, if companies are mainly into the pressure of 16bar down to 22mbar, a high-pressure level could be understood as 6bar compared with 22mbar. Therefore, it’s always important to question the meaning of high pressure.
Proper functionality of a gas pressure regulator enables:
- Gas to be a useable energy source: As described before, a gas pressure regulator can be used for a sufficient gas supply to burners. In case there is a high-pressure gas supply of about 70bar available, gas cannot be fed directly into the burners, as the supplied amount of gas would exceed burner demand. Gas burners usually operate at much lower pressures of about 100mbar.
- Protection of equipment and installation: Integrated safety shut-off valves secure downstream piping against cracks due to overpressure.
Risk of icing /hydrate formation:
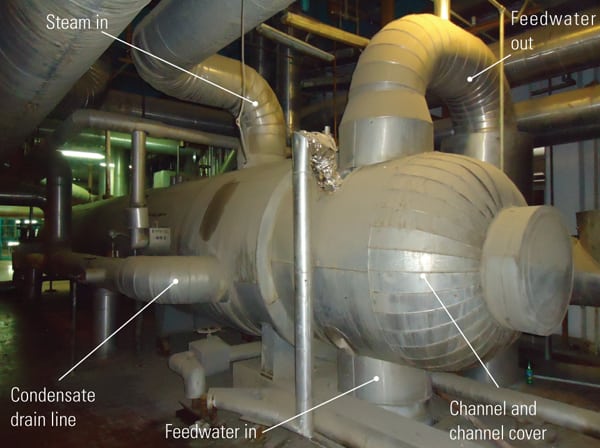
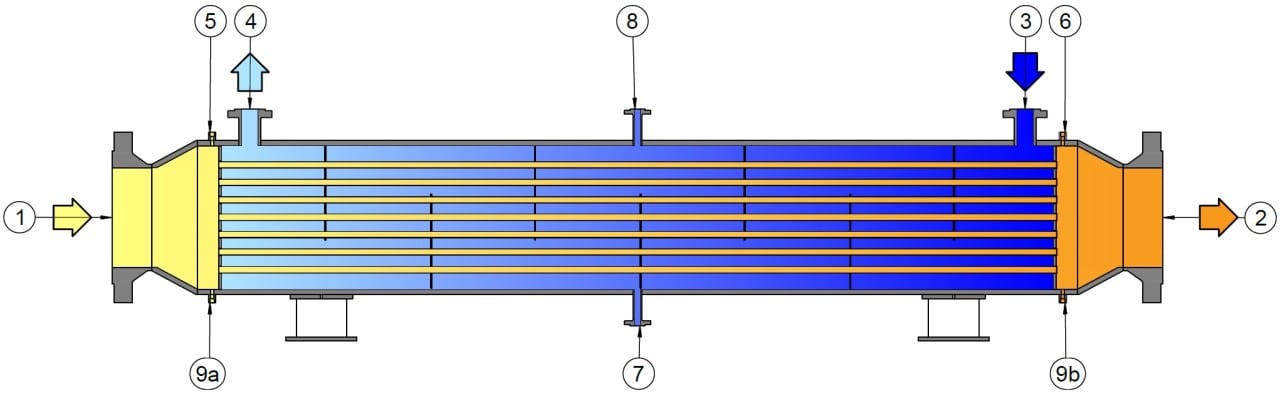
A common risk for gas pressure regulators is the formation of icing/hydrates due to insufficient preheating. Water is an integral part of ambient air, as well as part of the natural gas content (Figure 1, showing the inlets and outlets for gas and water).
In the event of pressure reduction, the gas temperature will decrease and a risk of icing/hydrate formation may appear (Joule-Thompson effect). During operation this water content could lead to different phases, and erosion/corrosion damage to downstream devices and diaphragms due to droplets and the failure of controllers.
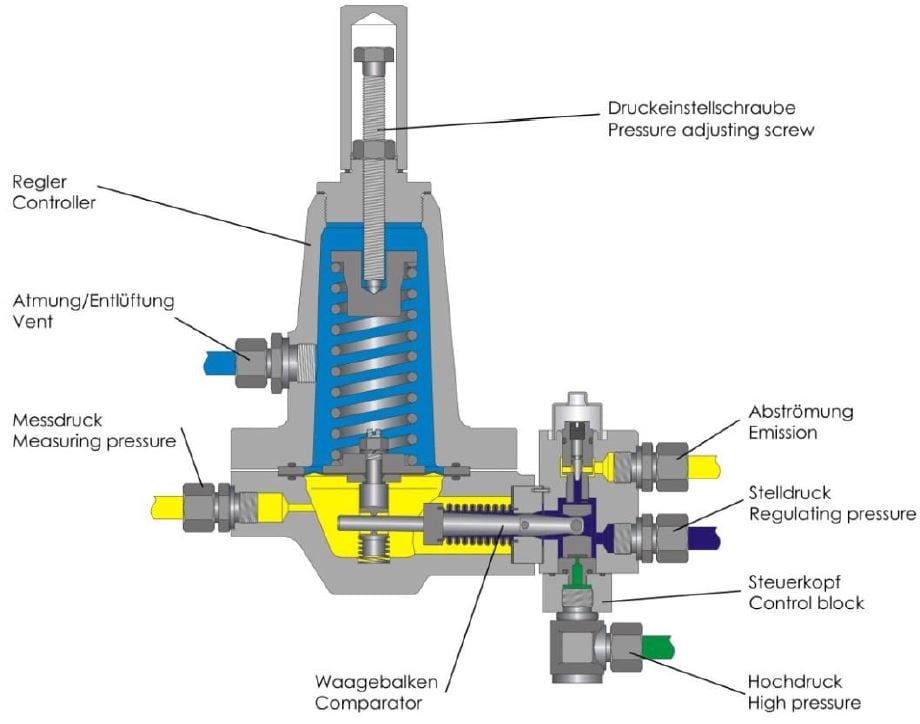
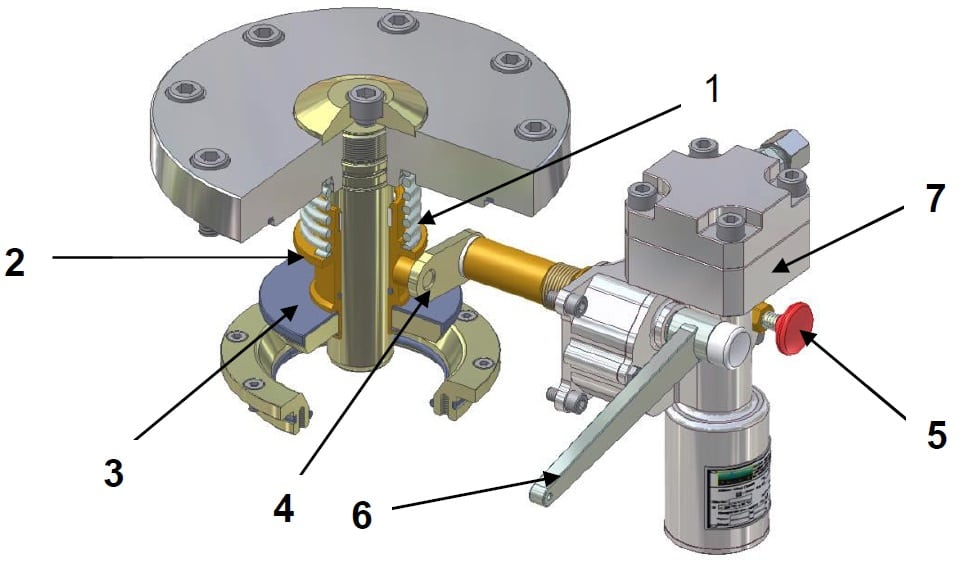
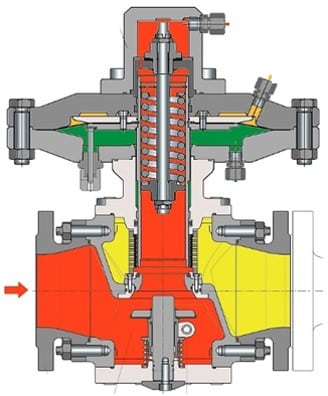
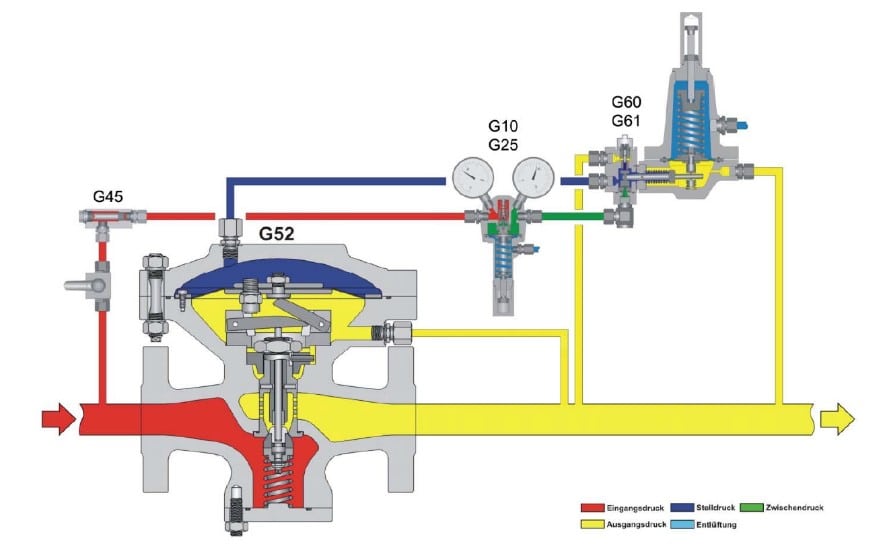
Explanation of process-controlled pilot regulating system pilot control system:
Independent of the downstream pressure, the pilot controls the working pressure on the right side (Figure 2, green marked) of the diaphragm and the position of the control element (Figure 3) and the amount of flow through the regulator.

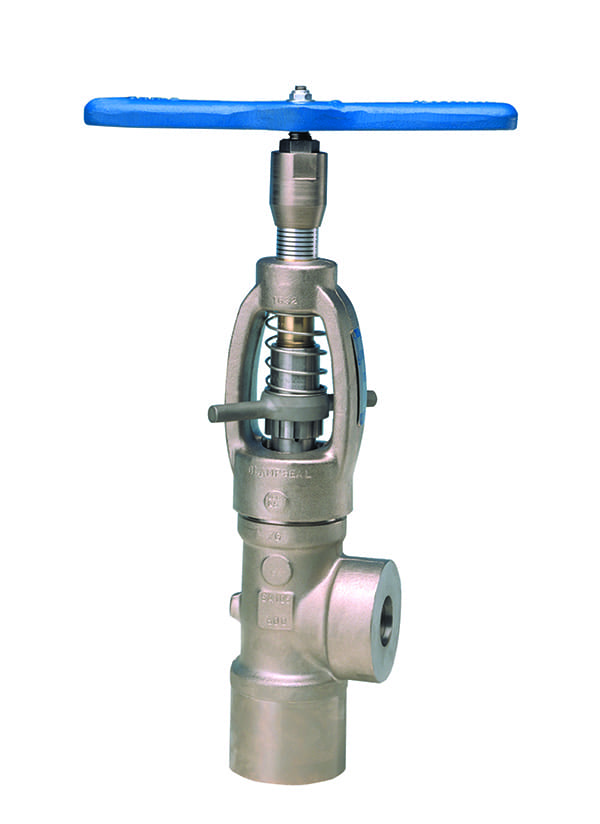
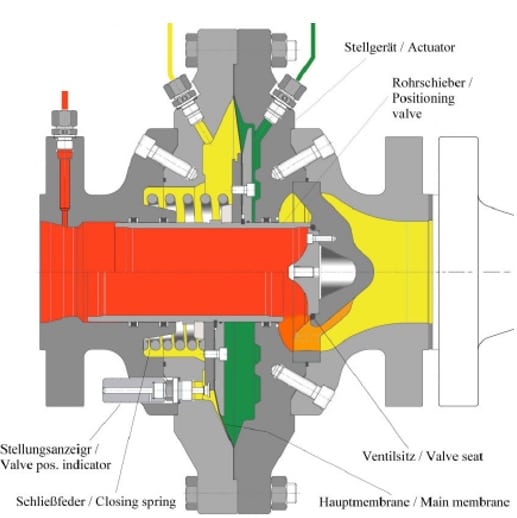
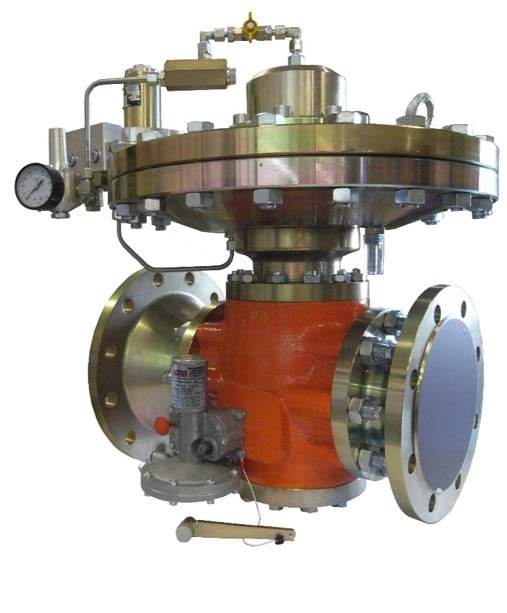
Explanation of the safety shut-off valve:
The safety shut-off valve (Figure 4) monitors the downstream pressure and secures downstream piping from upstream flow in the event of over- and/or under-pressure. In case of further operation, the shut-off valve needs to be reset manually.
Two main types of gas pressure regulators: Axial (Figures 5 and 6) and Radial (Figures 7 and 8):

Axial gas pressure regulator:
Advantages:
- High capacity, may have small space requirements.
- More cost-efficient opposed to radial regulators.
Disadvantage (opposed to radial gas pressure regulator):
- Maintenance—it’s necessary to disassemble the regulator from piping.
- No safety shut-off valve can be mounted directly onto the regulator.
Applications:
- High-pressure gas stations.
- Long-distance distribution through gas grids.
Radial gas pressure regulator:
Advantages:
- Safety shut-off valve can be mounted directly onto the regulator.
- High accuracy (even at low gas flow).
- Easy maintenance (Top opening possible).
Disadvantages (opposed to axial gas pressure regulator):
- Lower flow coefficient at the same piping dimension.
- Cost efficiency reduces with increased size.
Applications:
- High-pressure fuel gas supply for power plants.
- Low-pressure applications, such as industrial processes like gas supply for furnace burners.
- Urban gas distribution stations.
Comparison of flow coefficient (KG) between axial and radial gas pressure regulators:
(Table 1: Comparison between axial and radial regulator capacity)
| Technical/commercial key points (different regulator types and sizes) | ||||
| Dimensions: | DN25 | DN80 | DN100 | DN150 |
| KG radial | 450 | 3400 | 4100 | 10100 |
| KG axial: | 540 (+20%) | 5310 (+56%) | 8220 (+100%) | 19100 (+89%) |
(Table 2: Savings in case of considering axial opposed to radial regulators, taking application specific requirements away)
| Technical/commercial summary (DN80 axial regulator compared to DN100 radial) | |
| Face to Face Dimensions | – 10% |
| Capacity (KG) | + 30% |
| Cost of investment | – 50% |
Two practical examples:
- Gas supply to burners of a furnace in a steel-/glass-/ceramic working environment, with various loads during the year.
Main requirements of this application:
- A regulating stage with high up-/ downstream pressure ratio.
- Flow rates are at times very low.
- Low volume of downstream pipelines making it difficult to allow proper regulation.
- High accuracy of gas pressure regulation.
A fully autonomous regulator solution (Figure 9) is designed to improve control properties, especially in situations of high up-/downstream pressure ratio combined with low flow rates. This gas pressure regulator provides a unique two-lever system which, in contrast to the usual rigid design, is inserted between the valve and diaphragm and provides an infinitely variable change-speed gear. This design has been found to be highly useful whenever a high upstream pressure needs to be reliably and accurately controlled at the minimum downstream pressure and lowest possible flow rates.
The special effect is achieved by a design that allows minimal valve movement when opening and closing the regulator.
This movement is greatly geared down by the two-lever system, so that it will be less distinctive at the valve seat in contrast.
Common regulators have a rigid connection between diaphragm and valve, so the start of a diaphragm movement will cause the valve to gape open. As a result, a large volume of gas flows rapidly into the back-pressure area, and the pressure will immediately rise to an unacceptable level. This is effectively prevented by the two-lever system.
During the opening movement the touching point between the two levers moves to the center, and so the gear ratio becomes more direct. When the valve is completely open, the two levers meet exactly in the middle and the regulator operates as if the diaphragm/valve link were rigid.
- Sufficient gas supply during various loads with the selection of independent gas sources
Main requirements of this application:
- Varying gas prices during the day and amount supplied.
- Various gas sources available.
- Reduction of cost due to selectable gas supply provider.
- Secure gas supply during peak demands.
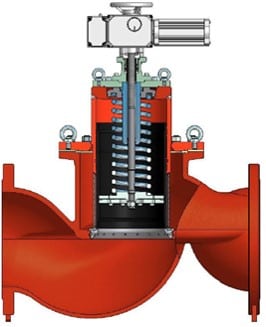
An electrical signal submitted from a Distributed Control System can easily change the control element position of the electrical regulator (Figure 10) and lead to the independent selection of gas suppliers.
(Table 3: Assumed savings achieved by the usage of application specific electrical gas pressure regulators)
| Commercial calculation | |
| Assumption: 0.001€ each 1 Nm³ price difference between two gas suppliers | |
| 2,000,000 Nm³/day | 2,000€ / day |
| 50,000,000 Nm³/month | 50,000€ / month |
| 200,000,000 Nm³/4months (season) | 200,000€ / 4 months |
Conclusion
Special attention needs to be paid to the holistic view of application-based gas pressure regulator circumstances, as it’s probably one of the most underestimated pieces of equipment in this respect. Their proper functionality is often taken for granted, but the secure and independent selection of gas suppliers to ensure stable operation at various loads indicates the opposite and can be the decisive factor to competitiveness.
—Markus Lang is a gas systems sales manager for Heat Group in Austria.