A 2021 Prewin Network unplanned shutdown survey revealed that equipment failures in waste-to-energy (WtE) and biomass plants were responsible for a total of 22.9 days of unplanned shutdowns in 2021. It also found that 43% of equipment failure classifications were boiler related (Figure 1). Furthermore, boilers alone were responsible for an average of 9.9 days of unplanned shutdowns in 2021, with the radiation part accounting for 49% of boiler failures (Figure 2), followed by the economizer (28%), the convective part (20%), and other (3%).


These latest statistics provide insight into asset performance and reliability, highlighting boilers as one of the most problematic pieces of equipment for plant owners to manage. This article discusses one of the most common contributing factors behind boiler failure: corrosion.
The Boiler Problem
Typically designed for medium or large installations, WtE boilers produce steam for power generation or heat, by burning biomass, recycled biomass, or pre-treated industrial or urban waste. Fuel flexibility offers related cost reductions, but results in increased boiler corrosion.
In This Issue
Full issueMixed fuel combustion environments create extreme conditions that can predispose equipment to damage. There is a wide variety of boiler design: horizontal grate, inclined grate, bubbling fluidized bed, circulating fluidized bed, and so on. If the fuel mix contains plastics and other chemicals, then chlorine, sulfur, and other alkali and heavy metals can be generated, dramatically increasing the pressure part thickness loss rates through accelerated corrosion mechanisms. Without proper preventative care, these conditions can lead to leaks, unexpected outages, and high maintenance and operating costs, reducing the availability, efficiency, and emission benefits of these boilers.
Boiler Corrosion Mechanisms in WtE and Biomass Units
Increasing efficiency of WtE boilers means increasing pressure and temperature inside the boiler tubes. The combination of new fuel types containing higher levels of corrosive agents with these higher temperatures and pressures can lead to material softening. Accelerated fireside boiler corrosion starts on the unprotected steel heat exchange surfaces of the superheaters and the base metal erosion resistance declines.
Most corrosion protection mechanisms consist of generating a corrosion barrier on the base metal by forming an oxide layer. The challenge inside WtE boilers is that this layer is quickly eroded, forcing the formation of another layer, and consequently leading to the erosion-corrosion phenomenon (Figure 3). Erosion-corrosion thinning can happen quickly when harsh conditions are combined with soft or poor erosion resistant materials at these elevated temperatures.

WtE Boiler Corrosion and Erosion Protection
Refractory protection is the first defense against corrosive flue gases and can also have excellent erosion properties. However, the heat exchange properties are limited as the thermal efficiency is low. Refractory alloys can be used, but due to the excessive material costs and limited erosion resistance, the utilization of a surface protection layer is often a more cost-effective solution.
The use of thin ceramic coatings seems like an attractive approach, but often the thermal expansion mismatch and the fragility of such coatings make this solution unreliable. The coatings tend to crack, and corrosion can develop underneath the protective layer, which is then likely to peel off. Some possible solutions include the following.
Weld Metal Overlay (WMO). Many boilers are designed and fabricated with weld metal overlay (WMO) protection installed in critical areas at risk from erosion or corrosion. Often, over time and during continued operation, accelerated corrosion is then observed on the unprotected tubes beyond the WMO section, for example, in the second pass. This is commonly referred to as “corrosion creep.” In this case, the scope of tube area protected by a corrosion barrier needs to be extended (Figure 4).

In many instances, the conventional solution is to have the affected sections removed and replaced with new tube panels, which are in turn protected with a WMO corrosion barrier applied in the shop. However, replacing waterwall sections can cause long outages and additional problems, such as distortion and surface geometry irregularities at the panel section joints and butt welds, among others. WMO is particularly challenging in instances where external furniture is involved.
The alternative of field WMO application onsite is difficult to manage from a quality perspective, may not be possible on thinner tube sections, is time-consuming due to the thermal input, and risks thermal distortion, extending plant stoppages. In other cases, in certain parts of the boiler the applied WMO can start to show signs of accelerated wastage due to high-temperature erosion/corrosion after only one or two years in service. This original investment needs to be protected from further rapid degradation, which risks the integrity of the underlying waterwall pressure boundary.
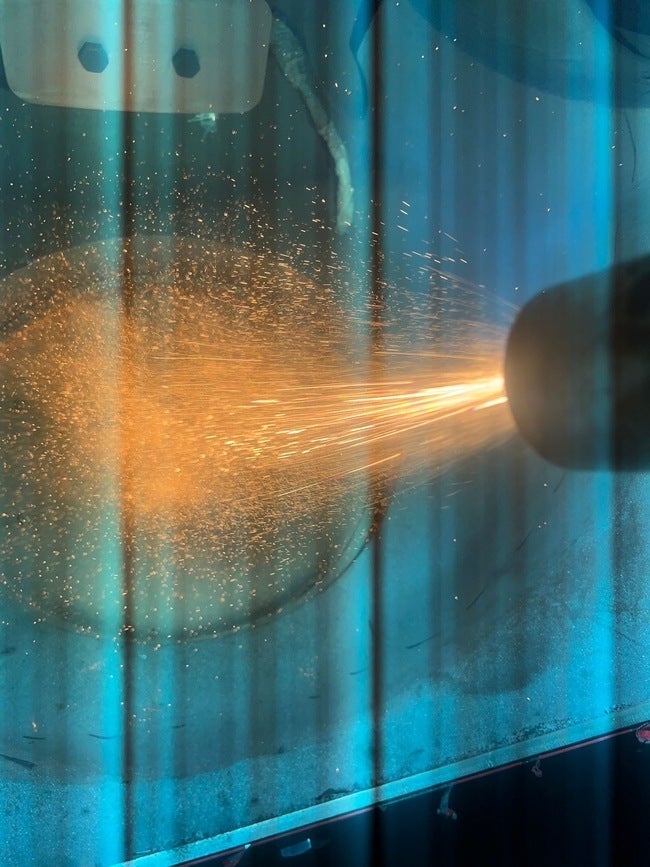
Thermal Spray. Thermal spray technology has been used for the application of corrosion resistant alloys (CRAs) in the power industry since the 1980s (Figure 5), spraying metal alloys widely used in the WMO process. However, it was quickly understood that the thermal spray process itself negatively affects the properties of the alloy being sprayed.
The resulting as-applied cladding, when using off-the-shelf metal alloy wires and conventional thermal spray equipment, was permeable. This permeability due to porosity, high internal stress, encapsulated oxides, and lower bond strengths with the base metal created a perfect pathway for corrosion and premature failure. Quite the opposite of the desired result.
These early failures resulted in a wide distrust of thermal spray technology. At the same time, this provided a huge opportunity: is it possible to improve the bond strength and reduce the permeability, porosity, oxides, and internal stress of the as-applied thermal spray coating?
High-Velocity Thermal Spray (HVTS) Alloy Cladding
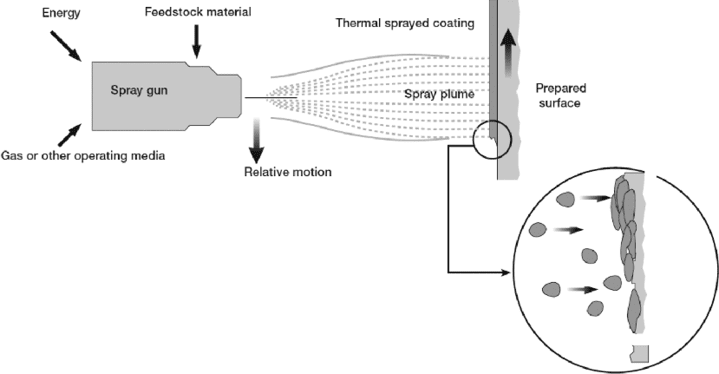
Engineers and material scientists at Integrated Global Services (IGS) successfully developed a solution to this problem by redesigning both the conveyancing equipment used to apply the metal alloy and the metal alloy feedstock material itself.
Bond Strength. The problem of the bond strength between the thermal spray applied metal particles and the substrate was solved by increasing the spray velocity and improving the quality of the substrate surface preparation. When the atomized molten metal particles propelled by the supersonic air flow hit the suitably prepared substrate, they splat like a pancake and are embedded into the substrate, forming very tight bonds.
Creating an Impermeable Barrier. When the atomized metal droplets leave the thermal spray gun, during their flight to the substrate, they are exposed to the atmosphere and 21% oxygen. As a result, these high-temperature molten droplets experience in-flight oxidation. If not controlled, when the metal droplets land on the substrate, they are deposited with a thin accompanying layer of oxide, compromising the permeability of the applied microstructure.
IGS has solved this issue of macro porosity with its High-Velocity Alloy Cladding systems. Off-the-shelf conventional alloys have been replaced with modified alloys, containing unique alloying components to minimize inflight oxidation. By mitigating oxide formation, the corrosion performance and permeability of the protective thermal spray barrier has been transformed.
HVTS Case Study: Weld Overlay Corrosion in a WtE Boiler in Switzerland
The Hitachi Zosen Inova (HZI) furnace installed at Renergia is an inclined moving grate four-pass WtE boiler with an external economizer. The boiler’s thermal capacity is 47 MW with the steam flow of 58 tonnes/hr and steam pressure of 41 Bar at 410C.
Purposely designed with no refractory, Alloy 625 weld overlay was shop-applied on the fireside waterwall panels to protect the WtE boiler tubes from fireside corrosion. After months of operation, an inspection revealed accelerated degradation of the Alloy 625 protective layer, in particular, just above the grate, which in some locations was losing more than 0.5 millimeters of thickness per year. Several solutions were considered to manage the boiler tube metal wastage and improve both the reliability and lifetime of the waterwalls, including replacement, field applied weld overlay, and thermal spray.
However, the decision was made to try IGS’s HVTS solution. The first application took place in 2017 on a 20-square-meter (m2) area located on the left membrane wall down to the level of the moving grate WtE boiler. The plant also had a thermal spray (TS) coating applied by a different vendor on the right-hand side of the membrane.
These areas were then inspected in 2018 to determine if the IGS HVTS and the other vendor’s TS were successful at stopping the weld overlay degradation. The inspection of the HVTS/WMO interface (Figure 6) showed that the area clad with IGS HVTS was no longer affected by erosion/corrosion. Unprotected Alloy 625 WMO and the other vendor’s TS, on the other hand, continued to degrade.

It was decided that the scope would be extended and that IGS HVTS alloy cladding would be applied to a further 20 m2 area in 2019. An inspection later that year, in August 2019, confirmed the following: The areas protected with HVTS alloy cladding were not exhibiting any pitting corrosion or wastage. Adjacent unprotected Alloy 625 weld overlay sections were showing signs of wear and degradation. Ongoing inspections and scope extensions in both lines at Renergia in 2020, 2021, and 2022 have confirmed that the IGS HVTS system is performing in line with expectations and continues to protect Alloy 625 weld overlaid areas from further corrosion since 2017.
Client Confirmed Results
Markus Benz, head of maintenance at Renergia Zentralschweiz AG, commented: “IGS has been selected in November 2017 to apply about 20 m² of their IGS material using their HVTS technology. They mobilized efficiently and performed within the tight requested schedule the expected scope of work.
“After ten months in operation, a short inspection of the waste-to-energy boiler was performed in September 2018 confirming the good performance of the coating. As a result, another area was ordered for application in January 2019. In early January, a deeper inspection confirmed the good overall behavior of the cladding after 14 months in operation.
“The protected area has been doubled so that we expect to operate safely until our next turnaround in 18 months. IGS has successfully applied the contracted scope within the critical path in a highly professional manner, with reliable and transparent communication.”
Impressive Protection
The findings outlined in the 2021 Prewin Network unplanned shutdown survey emphasize the importance of asset maintenance and protecting process equipment from degradation and loss of performance. Unplanned shutdowns can have a significant financial impact both in lost productivity and emergency remedial works.
There are other solutions available on the market, namely WMO, which is a reliable albeit time-consuming and costly method. Thermal spray is another solution, which in theory is a better alternative to WMO but can lead to premature failure.
IGS HVTS is the next evolution of thermal spray coatings (Figure 7), which provides reliable, long-term protection from corrosion. As asset failure, particularly boiler failure, continues to be a costly problem for WtE plant managers, it is crucial that preventative maintenance measures are taken to improve asset life and availability, delivering significant savings and benefits.

—Colin Bateman is a boiler reliability subject matter expert (SME) with Integrated Global Services (IGS).