Long-time POWER readers may remember Marmaduke Surfaceblow, a fictional character whose engineering escapades were brilliantly portrayed in hundreds of stories published within POWER magazine’s pages over more than 30 years beginning in 1948. Today, the fictional series continues through Marmy’s granddaughter, Marnie, who is an engineering wiz in her own right.
Steadily increasing demands leading to excessive cycling and starts/stops can cause heat rate loss, poor unit performance, and increased plant outages. See as Marnie and Maya demonstrate that even relatively flexible combined cycle plants are impacted by this.
 |
|
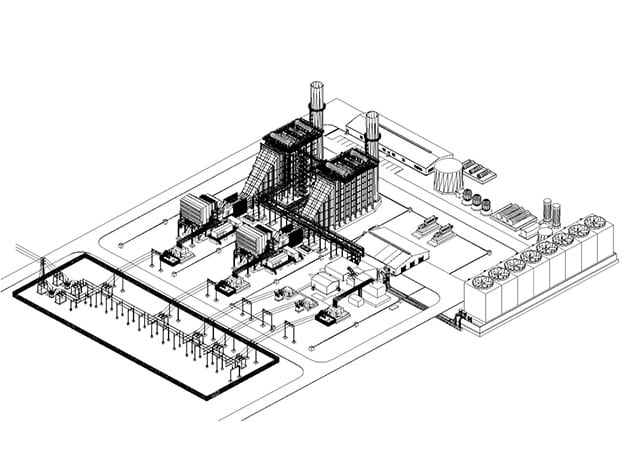
1. Marnie and Maya arrive at the multi-unit combined cycle power plant to help the station’s performance engineer improve operations. Source: POWER |
Maya signed her name on the entry form in the guard shack at the plant gate, while her boss gazed at the row of combustion turbines and heat recovery steam generators (HRSGs, Figure 1). “There’s just something simply romantic about a combined cycle power plant! Rankine cycle and Brayton cycle in a dance of electrons! It’s like a marriage between people of totally different faiths! It’s like cats and dogs living together peacefully! It’s …”
Maya interrupted. “It is like that breakfast you ate at the hotel ma’am. Chicken and, um, waffles?”
“You’re right! Like chicken and waffles!” exclaimed Marnie Surfaceblow, vice president of Surfaceblow & Associates International. As the security guard handed her a visitor badge and gave a raised eyebrow, Maya Sharma, Marnie’s lead field engineer, shrugged her shoulders and said simply, “Forgive her. She has consumed several liters of coffee this morning.”
In This Issue
Full issue“Don’t exaggerate, Maya, my able assistant, surely it wasn’t more than two liters. Now, my good man,” said Marnie to the guard, “would you please inform your plant manager that Surfaceblow & Associates have arrived to save the day?!”
“I’ll alert the media,” the guard muttered quietly, as Maya smirked at the apt comment.
Awkward Introductions
After the requisite plant kickoff meeting, safety video viewing, and personal protective gear checks, Marnie and Maya were escorted to the control room and introduced to K. Adamina Katz, the performance engineer in charge of four “sister” combined cycle units. Keeping more than 2 GW of power efficiently online was her responsibility, and it was clear it weighed heavily upon her.
“So, Adamina, I hear the plant owners have a goal of reducing forced outage rates and improving your average annual net plant heat rate by at least 2%, and that you already have some good ideas? By the way, what is the ‘K’ short for?” Marnie asked.
Adamina, a hard-nosed engineer with more than a quarter century of experience, looked at the two women and sighed, “Katherine.” Marnie’s eyes lit up. “Katherine Katz. Wait … Kitty Katz …”
“Ma’am!” interjected Maya, seeing storm clouds gathering in their client’s eyes. Marnie halted, pouted briefly, and picked up a stack of plant outage reports to break the tension. “Please excuse my employer, Ms. Katz; she is suffering from coffee overdose,” Maya said.
“Just call me Ada,” the plant engineer replied warmly to Maya, then cast a side-eye toward Marnie. “But, yeah, of course I have ideas. I spend 10 hours a day, five days a week with these units, monitoring and inspecting and trying to optimize performance every single day. But instead of listening to me, they call for high-priced consultants and ignore me. No offense, but I already know what needs to be done. And speaking of names, just what does ‘Marnie’ mean?”
Marnie and Maya shared a glance; they had been in this situation many times before, and they understood exactly how Ada felt. Marnie spoke first: “I see your point. One way to look at this is if we agree with your ideas for improving operations and maintenance at the plant, then you’re going to get high-priced support for all of your project goals. And ‘Marnie’ means ‘joy,’ as does Maya’s family name ‘Sharma.’ ”
“So, both of you think you can bring some joy to my power plant?”
“We hope to, Ms. Katz. I do know how you are feeling. I was a plant operator for several years, and despite my knowledge and experience, I was often ignored.” Maya pulled up a chair and started her tablet. “Tell me the story of your power station, the tale of your problems, and your ideas to solve them.”
Understanding the Operation
Suspicion yielding to the hope that maybe things could get better, Ada told her story. “Demand has surged since we bounced back from the COVID-19 slump. We were shut down for much of 2020, but since early 2021 we’ve been in load-following mode. Sure, we were designed to cycle, but not this much! Our number of major cycles—defined as a load change of greater than +/- 25% in five minutes—has increased by 10 times. And instead of maybe 25 starts per year per unit, now, we’re up to more than 150!”
“That’s true across the industry,” mused Marnie as she read through plant outage notes. “In 2019, the average number of starts for combined cycle plants was 39 per year. Just three years later, it’s likely to hit 70, and the average could break 100 by 2023.”
Ada nodded. “We spend a lot more time in startup, part-load, and even parked at minimum load. We’ve made lots of upgrades to reduce off-peak power consumption. We installed variable frequency drives—VFDs—on several large pumps, use rapid air-bag heat bottling systems on our HRSGs, tried hard to optimize spray flows during transient conditions …”
“Good for you!” interrupted Marnie. “A lot of folks don’t realize that spraying to correct heat imbalances can cause subtle but cumulative heat rate loss. How did you find it?”
“We have a fantastic monitoring and diagnostics engineer—me. I’ve spent ages looking through our data for heat rate trends showing anomalies, and noticed large efficiency drops as soon as we started to bring a second HRSG online. Part of it was a side effect of trying to bring the second HRSG up too quickly. While we were more responsive to load changes and gained some efficiency, we also suffered from a transient heat imbalance, meaning we had to spray the reheat while we were sandbagged on the main steam. We ended up with a net efficiency loss.” Ada shook her head. “I guess you could say I caused the problem, then solved it.”
“Making mistakes is common. Accepting mistakes is sacrament. And learning from mistakes is progress,” ruminated Maya, as both Marnie and Ada turned to look at her. “It is an old Marathi saying of my Auntie Komal.”
“And one we live by,” added Marnie. “My able apprentice and I just worked at a plant with leaking feedwater heater drain valves due to having too many trips and deep cycles. Now, we know you don’t have feedwater heaters on these units, but how has your condenser and cooling water system handled the increased cycling?”
“We went through some low-load optimization to reduce station service. We changed vacuum pump operation so we aren’t running more pumps than HRSGs online. We rebuilt the boiler feed pump internals and put VFDs on half of them. It gave us a small benefit, but I don’t think it’ll pay for itself. We resisted putting VFDs on the circulating water pumps because I thought we should keep the water flow as high as possible to reduce condenser pressure.” Ada stopped and thought for a moment. “All the same, we’re struggling with higher condenser pressures and reduced cleanliness, and we suspect it could be a cooling tower issue.”
Marnie thought briefly. “It could be. Cooling towers have gained much more importance now that so many plants have to transition to or be built with closed-loop cooling systems. I assume you’ve back-flushed and inspected the system to make sure you don’t have loose fill stuck on your condenser tubes?”
“Our condenser seems fine overall,” Ada responded. “We can easily inspect it since we have extra access hatches. We’re always doing visual inspections to keep the condenser as clean as possible. The tubes are clean, but stained a bit.”
Ada sat at her computer, and within a few minutes pulled up an electronic inspection report, complete with color photos of clean, albeit red-tinted tube sheets and tubes. Marnie raised an eyebrow and looked at Maya, who nodded and mouthed silently, “I see.”
“OK, Ms. Kit … Ada. I’m sorry, I can’t get that out of my head. I think that’s the coolest name ever! And …” Maya cleared her throat loudly and glared at her boss. “… and I think there’s a couple of problems here. And it’s unsurprising—many plant engineers have seen increased efficiency, performance, and operations problems at combined cycle plants that are forced to cycle more. Even rarer issues are occurring more frequently, like increased switchyard transformer failures, decreased hydrogen purity in generators, superheater header cracking, and even lined pipe spalling.”
 |
|
2. A frustrated Ada is encouraged by the always-optimistic team of Marnie and Maya. Source: POWER |
Ada sat down with a sigh on her desk surface (Figure 2). “That sounds demoralizing. How are plant engineers supposed to deal with all these new problems?”
Grabbing her hard hat, Marnie replied, “The same way we always have—one at a time, with investigation, analysis, and creative solutions. Let’s do a little investigation right now and see what we can find.”
Field Investigation
As they approached the first condenser of four at the plant, Marnie asked Ada, “So, easier maintenance is why you have those extra inspection hatches?”
“That’s right,” replied Ada. “One of our engineering managers had a strong maintenance background, and hated trying to get access to the tubes during outages.”
“And according to your inspection reports, you open these hatches more than once a month just to do inspections?” Marnie asked. Ada nodded affirmatively. “So, how often do you replace the door seals?”
Ada thought, then replied, “Pretty much the normal interval, once every two years, I think.”
“I … see. You know your oxygen level has been creeping up over the last couple of years, and what that means, right?” asked Marnie.
“Of course, I do,” Ada snapped. “That’s power plant 101. But it’s hard to tell what our new normal should be when we’re always coming on and off line, and ramping up and down on load. Our maintenance budget is so tight I can’t just implement every possible fix to see what works. We’re trying though—like adding a hydrazine system to help remove oxygen, except, it doesn’t work very well.”
“Oh, it’s doing something,” replied Marnie, as Maya nodded in agreement, “just not really what you want it to. Right. Let’s conduct some air leakage testing and inspections, and then Maya is going to use her young eyes and giant chess-club brain to look over your DCS data.”
“Carrom, ma’am, chess is too quiet,” countered Maya.
Connecting the Dots
After a long morning and afternoon testing leaks and analyzing data, Marnie and Maya sat in an unearthly-clean conference room enjoying a working break while they waited for Ada to rejoin them. Marnie dumped her eighth artificial sweetener packet into her coffee, and mused, “When grandpa learned his trade, a brilliant engineer like him could tell how a power plant was running by the sound of it, by the vibration through the plant floor. There were less moving parts, plant systems were simpler and less inter-tied, and the margins were wider. A combined cycle power plant is a strict machine, needing information just as much as it needs fuel to operate. And as operating margins get even tighter, that information will mean the difference between operating or shutting down. Ah, here’s our client.”
Ada greeted the two engineers, sat down, and without any formalities asked for the verdict. Marnie quickly obliged. “You’re on the right track with your low-load optimization effort, but you made a critical mistake. You should have kept at least two, sometimes all three, condenser vacuum pumps in service at all times.”
Marnie rotated her laptop to show her calculations. “It’s true you’re saving auxiliary power by running on just one pump, since each of these pumps takes 175 hp to pull 30 standard cubic feet per minute of air. Unfortunately, at low loads your air leakage is much higher than at full load—in some cases as much as four times higher. Most combined cycle plants were never designed for extended low-load operation, so while your pumps look oversized at full load, at low load they just barely make the grade. Plus, your condenser has extra access doors and you use them as much as possible. That’s good for inspections, but remember, every time you open a door those seals have a chance of not setting right. Using my portable leak sensor, I found small leaks at half of the hatches.”
Maya nodded agreement with her boss, then added, “Your hydrazine system helped scavenge oxygen, but sadly, not enough. And since some hydrazine breaks down to form ammonia, if you do not have sufficient dissolved gas extraction, then any ammonia will remain in your system longer. It then will remove copper from your tubing. Recall, we saw copper stains on your condenser tube sheets?”
“I see,” replied Ada. “So, the solution is to run all the vacuum pumps while operating, even with just one HRSG in service?”
“Start with small changes. Try running two vacuum pumps first and watch your data trends to see if that helps. Then, try it with three and see if the difference is worth it. Note that running all three pumps means you don’t have a spare.” Marnie paused, then added, “You could consider upsizing your first pump, then running with it and one of the others, keeping the third as a spare.”
As Ada took notes, Maya continued, “By my calculations operating with two pumps will provide an average reduction in condenser pressure of one inch of mercury at minimum load. That should provide you with a 2% heat rate improvement.”
Marnie nodded her head in agreement. “See if you can install some top-quality inspection windows in your condenser and improve your cleanliness instrumentation, rather than opening it up all the time. And replace those door seals at least every year. Remember, the best way to get air out of your condenser is by not letting it in to begin with. And just like that time I let the mountain lion into my sun porch by accident, once it gets inside, it’s going to cause nothing but trouble.” Ada and Maya shared a look and simultaneously whispered “mountain lion?”
Marnie continued. “You’ve done a great job by thinking through the problem, all you needed was a little backup. Plant engineers like yourself know their plant better than anyone else, but in this day and age it’s critical to keep in touch with others at similar plants or facing the same challenges that you are. Since many more challenges will continue to be faced by power plants like yours, our engineering evolution must be continuous in order to survive.”
“This is truth,” added Maya. “I evolved to survive traveling the world working with a boss who makes pets of venomous snakes and lets wild lions roam her house.”
As Ada and Maya shared laughter, Marnie smiled good-humoredly and simply said, “Please don’t exaggerate, Maya. It was only one snake and one mountain lion, for goodness’ sake.”
—Una Nowling, PE is an adjunct professor of mechanical engineering at the University of Missouri-Kansas City.