When a global leader in the design, manufacture, and maintenance of binary Organic Rankine Cycle (ORC) power systems entered the geothermic energy market, company engineers knew its existing turbines would be put to the test.
The working ORC principle is similar to the thermodynamic Clausius-Rankine Cycle (CRC), the most widely used process for power generation. CRC converts heat into work via a closed loop that typically uses water as the working fluid. An ORC system instead vaporizes an organic fluid, which is characterized by a molecular mass higher than that of water.
This organic fluid has a lower boiling point and a higher vapor pressure than water. As a result, it can use low-temperature heat sources to produce electricity without harmful emissions. At the same time, ORC applications have recently become more and more challenging due to turbine mandrel space constraints, corrosive media, and increased shaft speed.
To compete for market share in this increasingly competitive space, a European-based company knew it needed to focus on a cost-effective turbine design for power outputs up to 40 MW per single generator. As part of the new design, the ORC company introduced new silicon-based fluids into the process. Even so, the new fluids not only presented temperature concerns but also corrosive condition challenges to the turbines’ existing double-cartridge mechanical seals.
To accommodate the silicon-based fluids, the company worked with John Crane to provide reliable solutions to the new, demanding operating challenges. John Crane had worked with ORC companies since 2009, supplying engineered products and services including mechanical seals, couplings, hydro-dynamic bearings, and seal support systems.
Reliability and Performance
Working closely with the ORC turbine manufacturer, John Crane engineers determined that the original turbine included traditional heavy-duty cartridge seals that were not suitable for the ORC environment. The engineers then evaluated numerous seal designs to address the increased heat and corrosive conditions. The designs included traditional heavy-duty, double O-ring pusher seals, with primary rings made of plain face abradable inserts in metal carriers, incorporating different elastomers, including polytetrafluoroethylene (PTFE), hydrogenated acrylonitrile butadiene rubber (HNBR), and silicone rubber.
Based on experience with double O-ring pusher seals, John Crane engineers tried a number of solutions that would stand up to the high heat, or 230F to 644F (110C to 340C). Different seal primary ring designs were tested as well. However, none met John Crane’s heat transfer, leakage, and other performance criteria. In addition, concerns were raised about maintaining proper levels of fluid film needed to lubricate the seal faces and the amount of leaking of the process fluid.
A Recessed Solution
As a result of the testing, the metal carrier press-fitted carbon inserts were discarded in favor of graphite-loaded silicon carbide (SiC) primary rings, providing deformation resistance with a significantly better heat exchange coefficient.
The requirements for fluid film formation were addressed by incorporating hydropads into the seal design. As the name suggests, hydropads are slots on the sealing surface that generate hydrodynamic separation force between sealing rings. This technology has been successfully used for years in the presence of fluids which tend to evaporate, including propylene, butane, and others.
Because oil has low vapor pressure, leakage does not vaporize and disappear. Users often request the oil leakage rate to be much lower than the typically acceptable leakage rate. As a result, traditional hydropads technology, while effective in many high-pressure applications, did not meet John Crane’s criteria for the new ORC turbine conditions.
 |
|
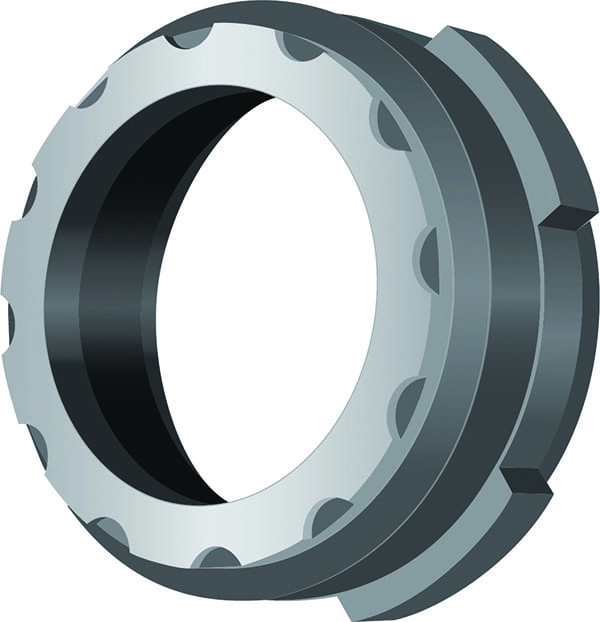
1. Recessed hydropads technology, designed for double-pressurized O-ring pusher seals, reduces the risk of uneven contact across the seal interface, and provides better and stiffer lubrication. It offers the advantage of a non-contacting seal, but with less leakage. Courtesy: John Crane |
John Crane called upon the experience of company engineers based in Germany for a new and effective recessed hydropads technology (Figure 1) that had proven itself in other turbine applications. To accommodate the leakage, an innovative recessed hydropads technology—designed for the double-pressurized O-ring pusher seal—was introduced.
Typically working with low vapor barrier fluid like mineral oil, the recessed hydropads technology optimizes the liquid film thickness formation. Fluid film thickness impacts every aspect of seal performance. Too low thickness causes contact between seal rings, resulting in high wear and absorbed power. On the other side, leakage is correlated to film thickness with a cubic factor. Traditional hydropads technology operates with a full, non-contacting working mode, but with an unacceptable amount of oil leakage.
The recessed variant reduces the risk of uneven contact across the seal interface while providing better and stiffer lubrication, making the seal interface less sensitive to seal ring distortion. It offers the advantage of a non-contacting seal but with much less leakage.
The ORC turbine manufacturer was impressed that the suggested upgrade to double O-ring pusher seals with recessed hydropads would provide all the benefits of the conventional seals. Nonetheless, before implementing the recommendation, verification was required.
At constant intervals of 1,500 hours, the seals were dismantled and examined at a John Crane service facility. At each inspection, the sealing rings were found in perfect condition without signs of wear or damage. The testing confirmed the capability of the recessed hydropads technology to prevent the risk of uneven contact, even with low film thickness. The absence of thermal damage (heat checking) was also the clear result of effective heat removal.
Results
In part due to the seal upgrade, the ORC turbine manufacturer can confidently offer its turbine technology as a reliable income generator to the geothermal energy market. Seal leakage and over-heating issues have been resolved, and reliability is now a reality.
In direct comparison with the previous design, leakage was reduced by 65%, and power requirement decreased by 32% (the average calculated at three different pressure values). Finally, the turbines consistently meet performance goals, including boasting a five-year, seal meantime between maintenance (MTBM) track record. ■
—Mario Severino is a drawings and application team coordinator with John Crane.