The impact of recently released air emissions regulations has stirred heated debate about forced coal plant closures and the possibility of reduced grid reliability in some regions. Biomass power may be an unexpected beneficiary of the new rules.
On Dec. 23, 2011, the U.S. Environmental Protection Agency (EPA) released proposed changes to the Promulgated Rule of the National Emission Standards for Hazardous Air Pollutants, also referred to as Boiler MACT, for both “Major Source” and “Area Source” facilities. When Boiler MACT was promulgated on Mar. 21, 2011, the EPA recognized some provisions might be too stringent for facilities covered by the regulation. Therefore, the very same day, the agency issued a notice of its intent to reconsider certain provisions of the just-released rule. A formal extension of the effective date of Boiler MACT was announced on May 18, 2011, with a request to the public to supply data to assist the EPA in its reconsideration efforts. Affected industries still have until 2015 to comply with the rule.
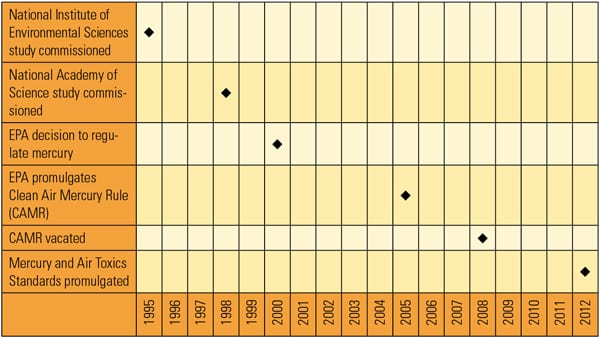
The EPA next released the final Mercury and Air Toxics Standards (MATS) on Dec. 21, 2011. Proposed changes to the Cross-State Air Pollution Rule (CSAPR) were released Dec. 23, 2011, and immediately stayed by the U.S. Court of Appeals for the District of Columbia Circuit on Dec. 30, two days before the rule’s effective date.
Unfortunately, the sometimes-heated discussions of MATS and CSAPR and their impact on the reliability of the nation’s power supply have obscured the possibly positive impact of Boiler MACT on biomass plants.
Rules Benefit Biomass
It may surprise you to learn that this increased pressure from the EPA on coal-fired generators (expected to cause 40 GW to 50 GW worth of coal plant closures), coupled with the demand for renewable energy sources, is having an unexpected side effect: It’s making biomass a more attractive power generation alternative. Furthermore, the changes the EPA is expected to make to the Boiler MACT rule will favor biomass power much more than in the earlier version. Those expected improvements are discussed in greater detail later in this article.
The revised Boiler MACT regulation appears to favor biomass power in the impact it has on required emission reduction technologies. As it stands, the promulgated rule will require the addition of multiple emission reduction systems in order to meet pollutant limitations. The proposed regulation removes and reduces many of the limitations, thus the positive impact on the economics of biomass plants.
There are three categories of hazardous air pollutants (HAPs) in the promulgated Boiler MACT rule, under Major Sources, that place new limitations on pollutant emissions from both existing and new biomass facilities: hydrogen chloride, mercury, and dioxins/furans (Table 1).
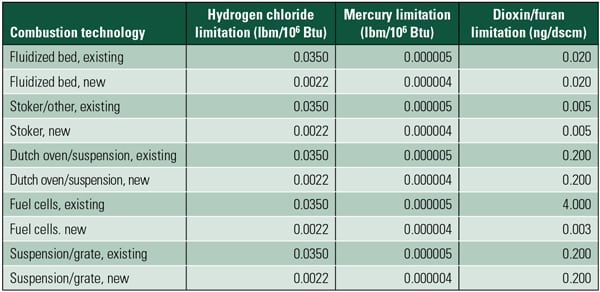 |
| Table 1. Summary of hazardous air pollutants and their limits in the promulgated Boiler MACT rule. Source: EPA |
Determining an uncontrolled emission rate for each of the three HAPs is a major concern with meeting these limitations. Biomass typically does not have consistent characteristics because it is not always procured from the same source. Due to sourcing inconsistencies, environmentally regulated constituents in the fuel may vary greatly. For new biomass plants, there is some consistent data for woody biomass that could be used to produce baseline emissions to estimate reduction percentages. However, for many other biofuels (including switchgrass, corn stover, and miscanthus) there is sparse, if any, information pertaining to the regulated HAPs. Even with the lack of data, control technologies will be required to meet the Boiler MACT requirements.
HAPs Ripe for Removal
For biomass combustion, the control of mercury and dioxin/furan emissions is most effective when using a powdered activated carbon (PAC) injection system. Mercury can be a particularly difficult pollutant to control and is generally found in low concentrations in biomass fuel. After completing the combustion process, mercury exists in three forms: an elemental state (Hg0), a divalent state (Hg++), or as particulate.
Mercury in a particulate form is the easiest to control, as it will be captured in particulate control devices. Oxidized mercury is water-soluble and will readily be adsorbed using activated carbon technologies. Elemental mercury is a very stable molecule and difficult to remove from flue gas. Typically, elemental mercury must be forcibly oxidized in order to promote its capture; otherwise, it most likely will pass through the boiler and air quality control systems and be released into the environment.
Sparse testing for dioxin/furan emissions of biomass sources has been conducted; however, the results of available data show that emissions for all species of dioxins and furans are generally insignificant. Because of the low emission rates, it is impractical to destroy dioxin/furan emissions by means of thermal oxidation. The more realistic removal technique is sorbent capture and removal by a particulate control device. This is another reason why dioxin/furan emissions for biomass facilities are best controlled by using PAC systems. A PAC system will absorb the dioxins and furans, which will then be collected in the particulate control device.
The capital cost of a PAC system is estimated to be in the $21 to $42/kW range. Additionally, the average cost for activated carbon is in the range of $1,000 to $1,500/ton of sorbent. For industrial-size plants, this adds a significant capital cost plus a high operational cost.
Hydrogen chloride (HCl) emissions will vary greatly, depending on the source of the biomass fuel. Recent data suggests that clean woody biomass can achieve uncontrolled HCl emissions in the 0.004 to 0.006 lbm/million Btu range. Although these emissions rates are low, the promulgated regulation requires additional reduction to maintain compliance. If a facility requires control of sulfur dioxide (SO2) emissions, then control of HCl should not be an issue. This is because sorbents used to control SO2 have a greater affinity to react with HCl over SO2. Therefore, reduced HCl emissions will be a byproduct of SO2 control. Biomass fuels, however, are naturally low in sulfur and do not always require control of SO2 emissions.
In the absence of SO2 controls, a dry sorbent injection (DSI) system using limestone, hydrated lime, or sodium-based sorbents is most economical and can achieve the required HCl control. Limestone (calcium carbonate) requires a substantial amount of heat to reduce hydrogen chloride into calcium chloride. For this reason, milled limestone is typically injected into the furnace for maximum removal efficiency. Hydrated lime (calcium hydroxide) requires less heat for the removal of HCl and is typically injected into the flue gas downstream of the furnace. Figure 1 shows the complete reaction for hydrogen chloride mitigation using limestone and hydrated lime.
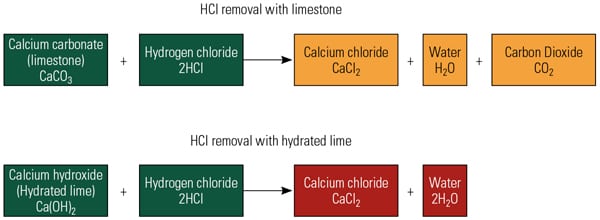 |
| 1. Reducing HCl with lime. Limestone or hydrated lime can be injected into the furnace to reduce HCl emissions from the burning of biomass. Source: KBR Power & Industrial |
Sodium sorbent injection (trona and sodium bicarbonate) has also proven effective for reducing hydrogen chloride emissions. This class of sorbents requires a moderate amount of heat (650F to 900F at the injection point) to effectively remove hydrogen chloride. Injection points will vary from upstream of the economizer to downstream of the air heater. Figure 2 shows the full reaction, including the calcination of the sodium sorbents.
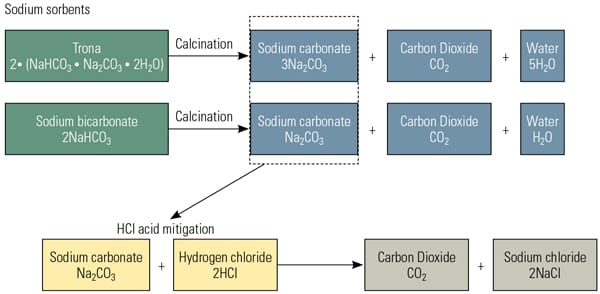 |
| 2. Reducing HCl with sodium sorbents. HCl can also be removed from stack emissions of a biomass-fired furnace by injecting the sorbents trona and sodium bicarbonate. Source: KBR Power & Industrial |
Unfortunately, some wood fuels and other biomass fuels contain levels of chlorine that can be an order of magnitude higher than in clean, woody biomass. In these cases, sodium-based sorbents may be the only solution for controlling HCl emissions to regulatory limits. A DSI system for control of HCl will add an additional $28 to $63/kW of capital cost to a project. Sorbent prices will also vary greatly, depending on sorbent type and location of the facility, but will contribute to a significant increase in operating cost.
Fortunately, with release of the new proposed Boiler MACT for Major Sources, all of these limitations have been removed. If the new proposed regulation is finalized as written, it will impact the economics of biomass power plants in a very positive way.
However, when analyzing the emissions issues associated with a given plant concept, there are also two criteria pollutants regulated under Boiler MACT that must be examined to determine the overall effect of the proposed regulation.
CO and PM Limits Revised
The promulgated Boiler MACT regulation put in place new limitations on particulate matter (PM) and carbon monoxide (CO) emissions. In a similar fashion to HAPs emissions, the regulations were placed on combustion technology rather than biomass units as a whole. The proposed revision issued Dec. 23, 2011, did not remove these restrictions. However, it did modify the original limitations in a manner more favorable to biomass units. Table 2 provides a summary of the values from the rule promulgated on March 21, 2011, and Table 3 is a summary of the revised limitations.
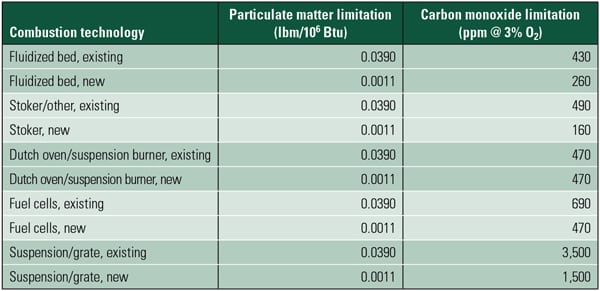 |
| Table 2. Summary of PM and CO Biomass Emission Limitations (March 21, 2011 rule). Source: EPA |
Comparing the emission limits found in the March 21 promulgated rule (Table 2) and those in the Dec. 23 proposed rule (Table 3) illustrate that, in almost all categories of emissions, the limits were increased, additional combustion technology categories were added, and more testing options were provided.
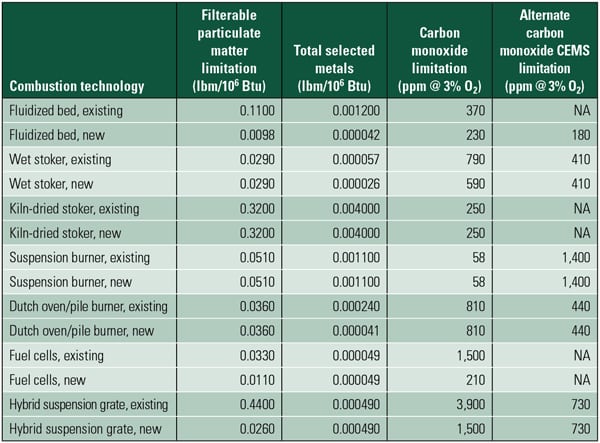 |
| Table 3. Summary of PM and CO Biomass Emission Limitations (Dec. 23, 2011 revision). Source: EPA |
In the category of PM emissions, the owner/operator will now have the option to choose a limit on either filterable PM emissions or on total selected metals. The list of “total selected metals” will include arsenic, beryllium, cadmium, chromium, lead, manganese, nickel, and selenium. Both options will be required to show compliance based on a three-run average.
Carbon monoxide limitations for new fluidized bed boilers decreased slightly, but CO limitations for stoker units increased significantly. In addition to changing emission limitations, the facilities will have the option of showing compliance with a three-run average or by using a 10-day rolling average monitored by a continuous emission monitoring system. Changes to the PM and CO limitations result in added flexibility and reduced cost.
Area Source Limits Unchanged
Another revision to Boiler MACT for facilities categorized as Area Sources was also released on Dec. 23, 2011. For biomass facilities, though, the regulations already put in place in March remained unchanged. The only regulated emission for Area Sources is filterable particulate matter. All combustion technologies with a heat input rated between 10 million Btu/hr and 30 million Btu/hr will be required to meet a 0.07 lbm/million Btu limitation. Those units with a heat input rated at 30 million Btu/hr and greater will be required to meet a filterable PM emission limitation of 0.03 lbm/million Btu. Note that these limitations will only apply to new biomass facilities; existing facilities will not be affected by this regulation.
The biomass industry is hopeful that the new limitations proposed in the December draft regulation will replace the current limitations released in March last year. Regardless, if the proposed draft regulations are an indication of the direction the EPA is taking toward regulating emissions from biomass facilities, then this is a very positive development. With the removal of stringent HAP regulations and the changes proposed for PM and CO limitations, the economics of biomass facilities would change drastically.
If adopted as final, the updated regulations—coupled with the recent release of MATS and, eventually, CSAPR—should continue to make new biomass facilities an economic power generation option for many years to come. â–
—Brandon Bell, PE (brandon.bell@kbr.com) is a principal mechanical engineer with KBR Power and Industrial, Chicago.