For more than a decade, EPRI has been collaborating across the global supply chain to mature a technology that has the potential to fundamentally change how large nuclear components are manufactured. With the release of EPRI’s Quick Insights: Electron Beam Welding for Heavy Section Components, we now have a clear picture of how far electron beam welding (EBW) technology has advanced—and why it matters for the future of nuclear deployment.
Heavy‑section EBW has long been viewed as a promising but technically challenging process for the nuclear industry. While EBW has been widely used in aerospace, defense, and other precision industries, applying it to components such as reactor pressure vessels, thick-section shells, and large forged rings presented challenges that conventional welding could not easily overcome. When EPRI embarked on EBW research in 2017 alongside the University of Sheffield’s Advanced Manufacturing Research Centre (AMRC), the nuclear community saw EBW as a potential breakthrough—yet one that required substantial technical validation.
Since that time, much progress has been made.
From Week‑Long Welds to One‑Shift Fabrication
Perhaps the most notable development in recent years is the dramatic reduction in welding times for thick-section components. Using EBW, welding durations that traditionally required hundreds of hours can now be completed in a matter of minutes to hours, depending on component size. This shift represents significant improvement, not only reducing manufacturing cost and schedule, but also lowering energy use, machining needs, weld distortion, and eliminating the need for filler wire.
A pivotal innovation enabling these gains is slope‑out welding, a technique EPRI and AMRC have proven through U.S. Department of Energy (DOE)–funded research. Historically, EBW of heavy-section materials was limited by the so‑called “keyhole” that forms at the end of the weld and traditionally penetrated the full thickness of the component. By gradually reducing beam parameters while applying controlled beam oscillation, slope‑out welding eliminates this keyhole—allowing for complete, defect-free circumferential welds.
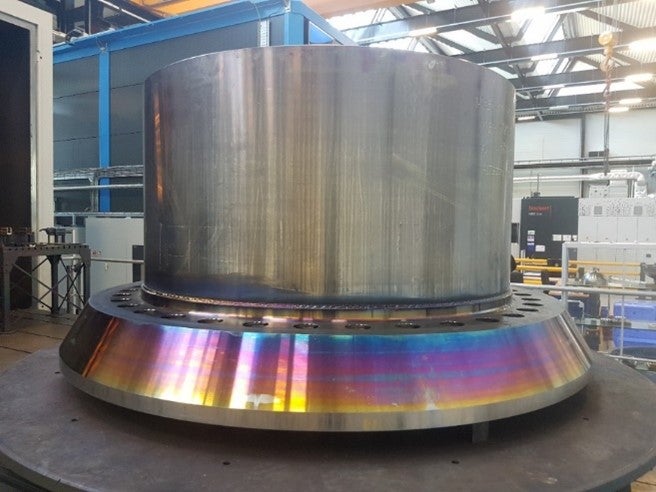
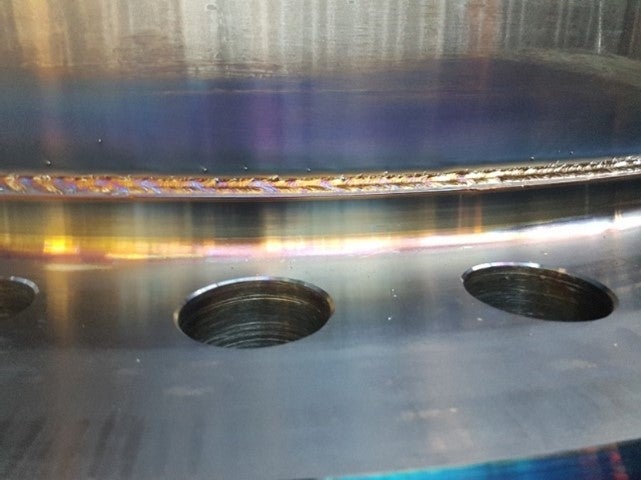
In recent demonstrations, full girth welds on about 1.8‑meter‑diameter components were completed in under an hour of welding time (Figure 1 and 2). What once took seven to eight days using conventional narrow‑gap arc welding can now be completed in less than a day, including setup.
New Vacuum Approaches Broaden Deployment
Another historic barrier to EBW has been the need for large, fixed vacuum chambers. Recent advances have overridden this constraint. Through collaborations with AMRC, Cambridge Vacuum Engineering, and others, the industry now has access to:
- Large reduced-pressure chambers capable of handling major components.
- Modular vacuum chambers that can be stacked or adjusted for component height.
- Local vacuum systems that bring EBW directly to the fabrication site.
These new approaches expand EBW from a niche technology into a practical, flexible tool for commercial nuclear manufacturing—whether in a fabrication shop, a module assembly facility, or even in field environments.
First-of-a-Kind EBW Capability in the U.S. Will Soon Be Operational
In partnership with the DOE, EPRI has supported the design, fabrication, and installation of the U.S.’s first heavy‑section modular EBW system, now being commissioned at BWXT in Ohio. This system is built specifically for thick-wall nuclear components and represents a major domestic capability milestone.
Starting in 2026, this new platform will be used to weld multiple reactor pressure vessel shell rings—an important step toward establishing EBW as a repeatable, production-ready process to support the U.S. nuclear supply chain.
Moving Toward Industry Adoption
As research continues, utilities and reactor developers are starting to incorporate EBW into their fabrication strategies. In 2025, Kairos Power used EBW to assemble its non‑nuclear Engineering Test Unit 3.0 reactor vessel—one of the first practical demonstrations of EBW for an advanced reactor pressure boundary. This milestone signals broader readiness within the industry to embrace manufacturing innovations that reduce cost and accelerate deployment.
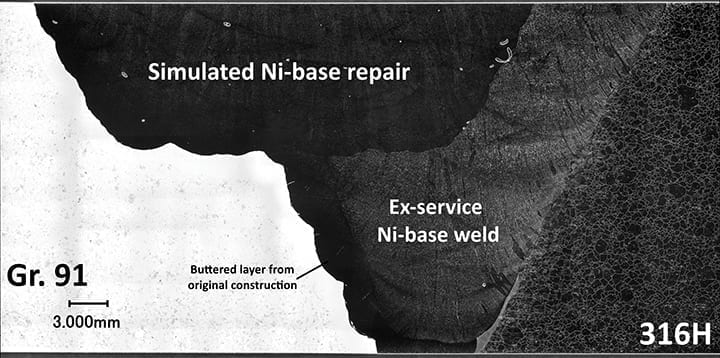
At the same time, EPRI is coordinating a joint industry project with global EBW leaders to address next‑generation challenges including repair welds, inspection methods, preheat elimination, magnetization effects, and fit‑up practices. These efforts will help facilitate EBW’s commercial adoption while ensuring it is supported by robust technical bases and best practices.
A Catalyst for the Next Nuclear Deployment Wave—and Factory-Style Manufacturing
Globally, the nuclear sector is facing pressure to build faster, more affordably, and at scales compatible with decarbonization timelines. EBW directly supports these priorities through:
- Rapid, highly automated welding that improves schedule confidence.
- Minimal distortion and no filler material, improving quality and reducing machining.
- Compatibility with advanced alloys used in high-temperature reactor designs.
- Potential for future reductions in in‑service inspections when integrated with tailored heat treatments.
Among its most important benefits: EBW enables a shift toward factory-style manufacturing of large nuclear components—a requirement for scaling up small modular reactors, advanced reactors, and next-generation light water reactors.
After years of research and development efforts worldwide, EBW for heavy-section nuclear components is no longer a possibility in the distant future. It is becoming a present reality—one that will help shape the next era of nuclear energy construction.
Read the Quick Insights report: https://www.epri.com/research/products/000000003002034589
For more information or opportunities to engage in EPRI’s EBW programs, please contact Marc Albert at mailto:malbert@epri.com.
—David Gandy (retired) was a principal technical executive with EPRI, and Marc Albert is senior principal team lead with EPRI.