New weld filler materials and fabrication processes are capable of eliminating toughness losses associated with fast-neutron irradiation of reactor pressure vessel (RPV) weldments in new nuclear power plants. This article examines these and other techniques that could revolutionize the manufacturing of RPV components.
Reactor pressure vessel (RPV) shells in the existing U.S. fleet of nuclear power plants were typically constructed by forging ring segments from ingots of low-alloy steel offering sufficient fracture toughness to withstand radiation-induced embrittlement across long-term operations. Thick, roll-formed segments were joined, typically by the submerged arc welding (SAW) process, via horizontal and vertical seam welds incorporating low-alloy steel filler metals fed in wire form from a spool into the weld pool. Often, a thin coating of copper had been applied to the spooled wire to prevent rapid oxidation of exposed surfaces, a practice that continues today in the petrochemical and other industries.
During the U.S. boom in nuclear plant construction in the late 1960s and early 1970s, weld metal specifications targeted low-alloy steel fillers that contained copper, along with other residual elements and impurities. The amount of additional copper incorporated in individual RPV seam welds attributable to the use of copper-coated wire was relatively small, with no apparent detrimental effect on their basic strength, ductility, and toughness.
However, any copper addition is ultimately detrimental to toughness properties of irradiated low-alloy steels. Only after construction had been completed on a significant number of U.S. boiling water reactor (BWR) and pressurized water reactor (PWR) vessels did the potential for accelerated neutron-induced embrittlement of welds in the reactor beltline due to elevated copper content and other tramp elements become apparent.
The factors underlying this in-service degradation mechanism have been well understood since the mid to late 1970s. Under neutron fluence, copper is the most active element in the low-alloy steel matrix, highlighting the need to ban the use of copper coatings on filler wire. Controlling copper content during filler metal manufacturing is essential. Initial reference temperature, which defines a filler metal’s transition from high-toughness ductile behavior to low-toughness brittle behavior, represents another key parameter.
The reference temperature for the nil ductility transition (RTNDT) of low-alloy steels, as defined by the American Society of Mechanical Engineers (ASME) Section III, Subsection NB, increases under prolonged exposure in high neutron flux environments, especially for fillers with higher levels of copper. As this parameter increases, RPV integrity analyses must employ more conservative toughness curves to retain the same margin against non-ductile failure as existed in the weld filler’s unirradiated state. Low-alloy steel filler metals with lower initial RTNDT values thus offer more favorable toughness characteristics after long-term neutron exposure.
According to a study recently completed by the Electric Power Research Institute (EPRI), lessons learned regarding irradiation embrittlement of low-alloy weld metals have been successfully applied as the construction of advanced light water reactors (ALWRs) has continued in Asia and Europe across the past two decades. Metal manufacturing techniques in common worldwide use today are capable of meeting tight specifications for low-alloy steel fillers, and advanced welding technologies have proven ability to join RPV shell forgings.
Accordingly, seam welds in new plant construction are expected to be resistant to radiation-induced embrittlement over the lifetime of new RPVs, even when located in the high-fluence beltline region. Alternatives to conventional fabrication methods are emerging that could provide significant benefits. Powder metallurgy, for example, offers the potential to revolutionize the U.S. and international manufacturing and fabrication of RPV shells and, eventually, small modular reactors.
Current Practice
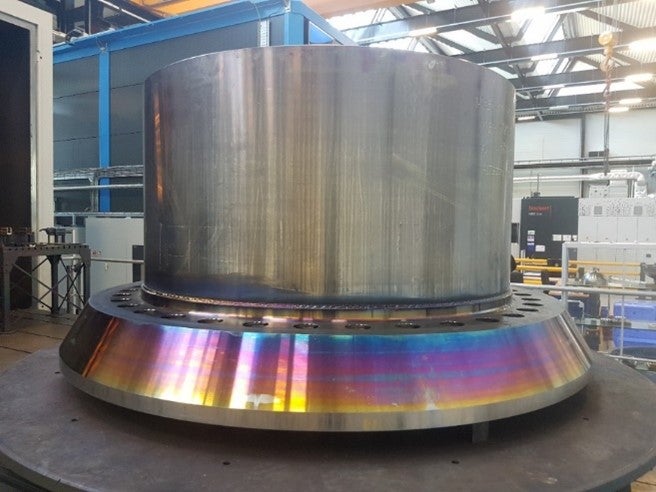
Today, RPV manufacturing and fabrication methods employ single, large, forged ring sections that eliminate the use of vertical seam welds within the beltline region. In all but one of today’s ALWR designs, this single-piece ring forging also is tall enough to span the height of the active fuel. As a result, even the circumferential welds joining ring sections are located above and below the active core, limiting their exposure to neutron fluence.
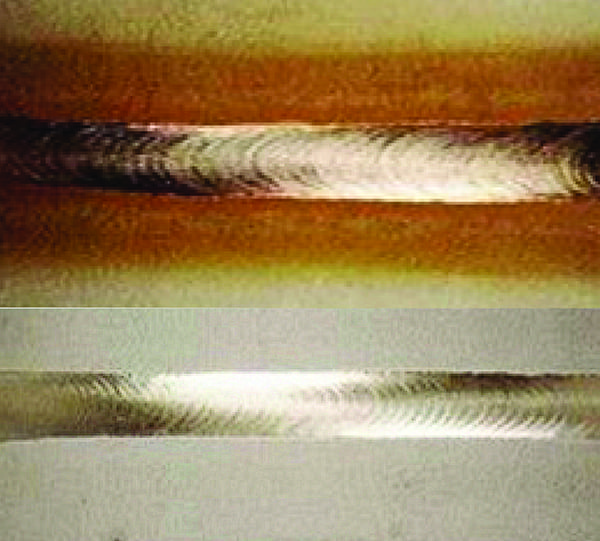
The welding technologies applied to make these full-thickness structural joints are significantly advanced relative to RPV fabrication practices from decades ago. Typically, a narrow-gap or reduced-volume welding process, as opposed to a conventional V-groove weld preparation, is involved. Most service providers employ SAW with the narrow groove reducing the amount of weld wire, the number of welding passes, and the overall weld volume.
Gas metal arc welding (GMAW) also is applied by at least one RPV manufacturer; it requires just a single weld bead per layer, with mechanical oscillation applied to weave the weld wire across the narrow gap to achieve good sidewall fusion.
Generally, both SAW and GMAW narrow-gap processes reduce the time required to complete the weld, the total heat input, the width of the heat-affected zone, and the amount of weld shrinkage and distortion. Use of automation, along with tight process controls and improved filler metals, enables the implementation of high-quality RPV shell seam welds offering exceptional resistance to in-service degradation mechanisms.
Filler metal manufacturing processes have dramatically improved, enabling suppliers to produce low-alloy steel weld metals with extremely low concentrations of copper. These weld materials also have reduced levels of residual elements and of nonmetallic impurities (such as phosphorus and sulfur) that are known to contribute to toughness losses under neutron fluence.
Meeting tight filler metal specifications for new plant construction involves the use of precise manufacturing controls, plus management of the steel melting process to avoid use of copper-bearing scrap and to control the content of copper and other potentially problematic constituents in iron and other input stocks. These tight chemistry controls also contribute significantly to producing material with a low initial RTNDT. Typically, specifications include an initial RTNDT equal to or less than about –4F (–20C) for all low-alloy steels used for RPV fabrication, but actual values can be substantially lower, especially for weld filler metals. This results in seam welds expected to experience only a limited loss of toughness when irradiated with fast neutrons over their service lifetime.
Comparative Assessment
To test this expectation, EPRI assessed the relative impact of radiation-induced embrittlement on low-alloy weld filler metals used for RPV fabrication in the existing U.S. fleet, in ALWRs constructed more recently overseas, and in future plant designs. As shown in Table 1, the study applied estimated end-of-life (EOL) fluence values and materials specifications to calculate the adjusted reference temperature (ART) of horizontal and vertical seam welds after 60 years of operation, defined per the methodology in U.S. Nuclear Regulatory Commission Regulatory Guide 1.99, Rev. 2 as:
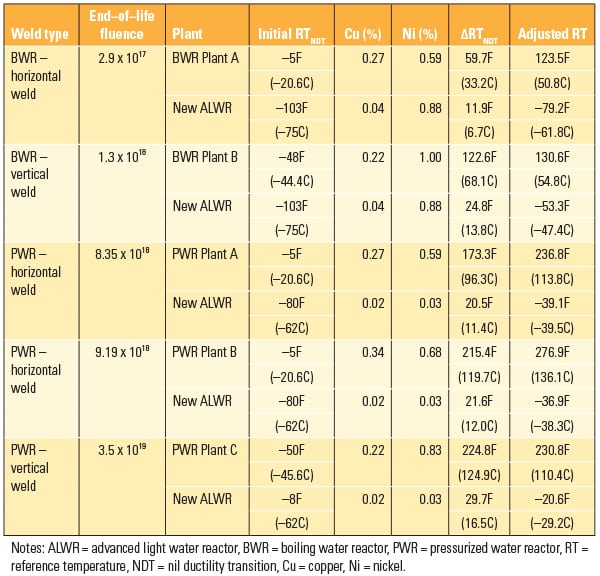 |
| Table 1. Adjusted reference temperature calculations after 60 years of operation. Source: EPRI |
ART = RTNDT + ΔRTNDT + margin
Table 1 shows that the much higher copper content of the low-alloy weld fillers used in two operating U.S. BWRs and three operating U.S. PWRs resulted in significant and sometimes dramatic upward shifts in RTNDT relative to those estimated using the properties of actual ALWR filler metals. The shift in ART and, thus, EOL toughness are substantial: For the operating BWR and PWR cases in this limited data set, the predicted ARTs after 60 years of operation exceed 120F (49C) and 230F (110C), respectively. At temperatures above the ART, brittle fracture is not a concern; lower ART values, therefore, are desired.
Modern weld fillers exposed to the same neutron fluence have predicted ART values that remain well below 0F (–18C), indicating very limited embrittlement-related toughness loss after long-term radiation exposure. These findings demonstrate that uniform application of restrictive specifications in the purchase of low-alloy steel filler metal should eliminate embrittlement concerns, even for cases of vertical seam welds in the beltline region of ALWRs.
Table 2 provides the estimated shift in transition temperature for modern filler metals applied in RPV seam welds for advanced PWR designs, including Westinghouse’s AP1000, Mitsubishi’s APWR, Korea Hydro Nuclear Power’s APR1400, and AREVA’s EPR. These estimates are based on projected fluence levels, as well as worst-case scenarios regarding filler metal quality, with the initial RTNDT being set at the maximum allowable according to plant designers.
 |
| Table 2. Projected worst-case shifts in RTNDT for advanced PWR designs. Source: EPRI |
While ΔRTNDT values are projected to be significant over long-term operation with these assumptions, ARTs remain very manageable based in part on design features: The AP1000, APWR, and APR1400 shells feature a ring forging that spans the height of the beltline region, positioning seam welds in locations facing limited radiation fluence. The EPR employs two beltline shell forgings, but a stainless steel heavy reflector mounted inside the core barrel shields the circumferential weld between them. A similar reflector design is employed by the APWR, and neutron shields are included in the AP1000 design.
Although not illustrated in Table 2, for the advanced BWR designs (General Electric/Hitachi’s ABWR and ESBWR, and Toshiba’s ABWR), the combination of modern filler metals and design features also will result in acceptable ARTs for RPV shell seam welds.
Powder Metallurgy Fabrication
As noted earlier, ALWR and advanced BWR and PWR designs employ large, forged rings that eliminate the use of vertical seam welds. Modular ring construction offers the potential for cost savings and reduced in-service inspection.
However, given the diameter (up to 7 meters for an advanced BWR), height, and wall thickness of these ring forgings, global manufacturing capacity is extremely limited. Requirements include melting capacity sufficient to produce high-quality low-alloy steel in an ingot near 600 metric tons (mt) and a forge press of appropriate configuration rated at a minimum of 10,000 mt. In addition, special tooling and techniques are necessary for the larger ring forgings to continue forging the cylinder outside the legs of the press. Production costs are high, and orders commonly must be made several years ahead of time due to long backlogs. At present, no U.S. forging operation is capable of producing RPV ring sections sized for ALWRs.
Emerging powder metallurgy (PM) methods represent a potentially viable alternative to conventional forging processes for the U.S. and international manufacturing and fabrication of RPV shells. Modern PM, initially developed for aerospace applications, involves the introduction of powder-form materials to a “can” shaped to the desired component’s form, followed by powder consolidation and hot isostatic processing (HIP) within the capsule created by the can. The method allows near-net-shape manufacturing of complex components based on precise material specifications with reduced lead times and life-cycle costs.
Since 2009, EPRI has been collaborating with manufacturers to develop PM/HIP methods for scale-up production of pressure-retaining components sized for power industry applications. Valves produced in near-net-shape form have demonstrated required microstructural and mechanical properties, superior inspectability, improved weldability, and the potential for reduced manufacturing costs and lead times (Figure 1). Pressure-retaining components fabricated from 316L stainless steel powder are now accepted by ASME for use in commercial nuclear power plants (Code Case N-834). Ongoing PM-based research supported by the U.S. Department of Energy focuses on creating a U.S. manufacturing capability for RPV internals and shells designed for ALWRs and small modular units. This in part includes extending ASME acceptance to other PM stainless and low-alloy steels (Figure 2).
 |
| 1. The valve shown here was manufactured using powder metallurgy methods. The body was fabricated to assess microstructural and mechanical properties, and inspectability. Courtesy: EPRI |
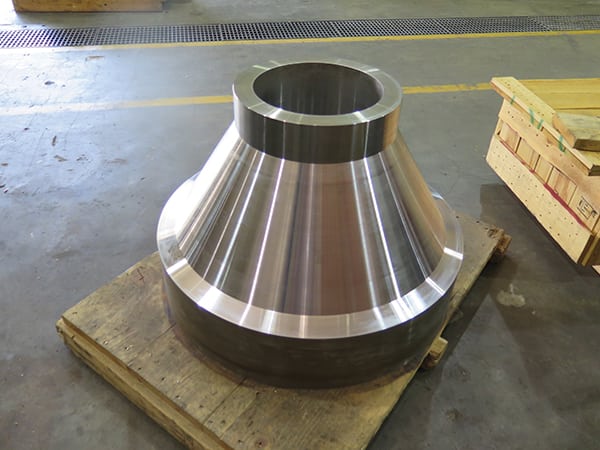 |
| 2. Fabricating with powder metallurgy and hot isostatic processing (PM/HIP). An SA-508 Class 1 Grade 3, 3,700 lb near-net shaped 16-inch diameter boiling water reactor feedwater nozzle produced via PM/HIP. Courtesy: EPRI |
The size of components that could be manufactured using PM/HIP is currently limited by the size of available HIP furnaces. The HIP unit must be constructed not just to reach the necessary temperatures for the material involved, but also to contain the high pressure at that temperature.
Constructing a PM/HIP facility capable of producing advanced PWR shell rings appears feasible—and offers long-term promise for near-net-shape manufacturing of future small modular reactors. PM’s emergence could transform near-term RPV manufacturing and fabrication by leveraging the quality of modern weld fillers to re-introduce the use of partial ring sections in the beltline region. The larger-diameter RPVs of advanced BWRs indicate that PM-based components would be more economical to produce in partial ring segments, probably using HIP furnaces sized for PWR vessel shells. The necessary vertical seam welds would then be exposed to the full neutron fluence at the midplane of the core, but this does not present a significant embrittlement concern.
For ABWRs, the water gap required to accommodate internal pumps between the fuel and the reactor vessel wall results in a low EOL fluence. Vertical welds built using fillers meeting tight copper and initial RTNDT specifications to join PM/HIP shell segments would maintain a low ART. The ESBWR design’s larger core diameter results in peak neutron fluence at the vessel wall similar to that in advanced PWRs. Assuming the practicality of locating a vertical seam weld in a flux valley, its ART at 60 years operation is approximately 126F (52C), a manageable level.
The current state of the art in weld filler metal manufacturing effectively resolves concerns about irradiation-induced embrittlement of seam welds in RPV shells, including in high-fluence beltline regions. This conclusion holds for advanced PWR and BWR designs, for both horizontal and vertical welds. In addition, PM-based manufacturing innovations are expected to allow precision-engineered ring segments to be fabricated from low-alloy steel powders, reducing the barriers to entry facing U.S. manufacturers and potentially reducing lead times and associated costs. ■
— David Sandusky is a consulting engineering with more than 45 years of experience in nuclear power plant materials applications and David Gandy is a technical executive in EPRI’s Nuclear Materials area.