The drivers may be different, but the destination—higher efficiency—is the same worldwide. As a primary component of current efforts to reduce the environmental impact of burning low-cost coal, new and more-efficient steam plant designs are once again being considered by the U.S. generation industry.
Even though current market conditions in the U.S. tend to favor diversification of technologies and operating capabilities, the lowest-cost generating units will still be first in line for dispatching. The present and expected makeup of regional generating fleets in the U.S. generally indicate that any modern supercritical, coal-fired unit will have a significant fuel cost advantage and could be dispatched at costs approaching those of current nuclear plants.
Although seasonal and daily load reductions could be plausible in the long term, much of any new supercritical coal-fired capacity will not be frequently shut down or continually load-cycled. This is one major difference between the market conditions and practices of the U.S. and Europe, and a main reason why it should not be assumed that the pressure-control mode and technology prevalent in Europe should be embodied in the bulk of new unit construction in the U.S.
To advance plant efficiencies to 40% (HHV) and beyond, supercritical steam conditions (higher than 3,208 psia) are employed. Operation at these pressures, where there is no phase distinction between liquid and vapor, requires unique steam generator design features, most notably in furnace circuitry and components. Within this category of steam generators, the design is also very much influenced by the intended operating mode: constant pressure or sliding pressure (see box).
Beyond the apparent differences in component and construction design features, the choice of mode has broader implications, for example, on overall furnace sizing differences and materials options. These less-discussed differences can have a noticeable impact on cost and can become even more significant as steam conditions are gradually advanced toward ultra-supercritical conditions in pursuit of greater efficiency and reduced emissions. Plant designers should factor these steam generator design implications into their strategic planning and their development of specifications for new plants to arrive at the most cost-effective generation portfolio for particular U.S. and regional market environments.
Steam pressure vs. load
Constant pressure implies stable pressure of the steam generator and main steam line over the unit’s load range. Meanwhile, the basic nature of a simple, rotating turbine is to require less pressure as load and flow rate are reduced, and if the main steam pressure is limited to only that required for each load, this mode is referred to as pure sliding pressure.
However, when we speak generally of "sliding pressure," we often mean modified sliding pressure, as shown in Figure 1. This mode has a limited amount of pressure throttling to provide a modest amount of fast-response load reserve. A unit under constant pressure will have significant load reserve at any reduced load, due to its significant pressure throttling or the availability of admission valve(s). By opening the throttle valve or an admission valve, the pressure in the turbine and steam generator move toward equalization. The sudden reduction of pressure in the steam generator prompts an instantaneous expulsion of steam mass due to the increase in a specific volume of steam within the confines of the system, and it provides a temporary load increase even before the fuel-handling and -firing system can be loaded to support any sustained higher load.
graph
1. Steam generator operating modes
Pure sliding-pressure operation does not offer this kind of load or frequency response and is therefore generally not practiced. Note that for a typical 3,800-psia steam pressure rating, a (modified) sliding-pressure steam generator operates at subcritical pressures at all loads below about 73% maximum continuous rating (MCR).
Design for sliding pressure
Market conditions in Europe and Japan—including shutdowns and rapid and continual load ramping of supercritical coal-fired plants—foster priorities and operating practices different from those in the U.S. In part, these conditions have justified the development and expense of sliding-pressure designs overseas. For instance, to handle rapid and continual load ramping (which is of particular value due to high local fuel costs), turbine temperature transients are minimized by operating in sliding-pressure mode. This requires certain drastic adaptations of the steam generator design, which—for current steam conditions—are apparently worth the investment given European and Japanese market realities (except that the implied low capacity factor means a longer payback period for the higher capital investment).
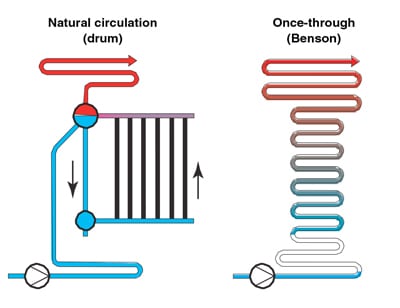
In sliding-pressure operation, because the steam generator operates under both supercritical and subcritical conditions as load is varied, the furnace must be designed to accommodate both single- and two-phase fluid flow. Because the two pressure regimes and the wide variation in fluid specific volume make continual forced recirculation rather impractical, it is appropriate to use a once-through design, in which flow rate through the furnace is directly proportional to load. Steam flow rate and velocity through the furnace tubes are critical for cooling the tubes, and with flow proportional to load, low-load operation presents a challenge to proper furnace tube cooling.
Further, in sliding-pressure mode at low load, the fluid is subcritical, posing specific challenges to heat transfer and tube cooling. Both departure from nucleate boiling and steam dry-out carry the potential for elevated tube metal temperatures. These conditions are mitigated or avoided, in part, by providing sufficient steam mass flow density at subcritical, once-through, low loads. Designing for proper steam cooling effect at low loads produces very high steam mass flow density and pressure drop at full load in a once-through design. Therefore, specifying minimum once-through load should be done with careful consideration of its consequences at full load. Below the minimum design once-through flow rate, recirculation pumps are usually used to protect the furnace.
Sufficiently high steam mass flow density at once-through loads is provided by use of a small flow area. Because the furnace perimeter has certain minimum limitations due to conventional firing configurations and slag control, the challenge of providing a small flow area to envelop a relatively large furnace enclosure requires special plumbing arrangements. But because sliding pressure operation involves two-phase fluid over most of the load range, multiple furnace passes with up-down-up flow direction become difficult to manage, making a single upward flow progression preferable.
The upward flow progression in a single pass is achieved with fewer tubes by laying the wall tubes down at a low inclination angle rather than hanging the tubes vertically. A given transverse dimension of a furnace wall normally covered by nine vertical tubes and membrane fins can be spanned by only three inclined tubes of the same tube and membrane size (Figure 2). Although the furnace cross-section remains rectangular, this inclined tube arrangement is often called a "spiral" design due to the overall progression of each tube upward and around the furnace. The tube inclination angle is typically 10 to 20 degrees from horizontal, so the tube length is three to five times greater than the vertical distance gained.

Source: Riley Power Inc.
2. Spiral arrangement. The furnace circuit flow area and the tube count can be reduced by inclining the wall tubing at a low angle.
Special internally rifled tubing could allow a lower steam mass flow density and the use of vertical tubes, but the range of operating conditions under sliding-pressure operation would make such a system design quite challenging.
Figure 3 is an example of a sliding-pressure unit designed for Powder River Basin (PRB) coal, with a spiral arrangement in the high heat-flux zone of the lower furnace. Although much experience has been gained and many lessons learned from such a furnace wall design, it remains a complicated structure to design, fabricate, erect, and maintain. Once the tubes rise into a sufficiently low heat-flux zone, the expensive arrangement is terminated and a transition is made to vertical tubes in the upper furnace. The transition is commonly accomplished by a ring of forgings around the perimeter of the furnace and an external ring mixing header. The walls composed of inclined tubes are not self-supporting, so an "exoskeleton" support system is used, consisting of vertical support straps and load transfer by many welded lugs over the wall surfaces.

Source: Riley Power Inc.
3. Sliding-pressure, once-through furnace construction. The lower walls with inclined tubing are supported by external support straps.
Constant pressure
Two-phase heat transfer crises are not encountered in furnaces maintained at supercritical pressure, so constant-pressure operation allows greater flexibility and the use of a conventional design. By employing furnace recirculation smoothly over the entire operating range, low load does not dictate furnace design. As a result, a furnace can be designed with:
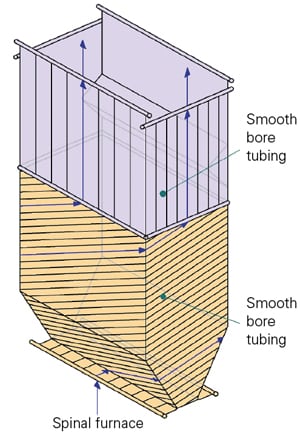
- Vertical, self-supporting, smooth-bore tubes.
- A single upward pass with the same simple construction as a conventional drum unit.
- No intermediate mixing or external piping.
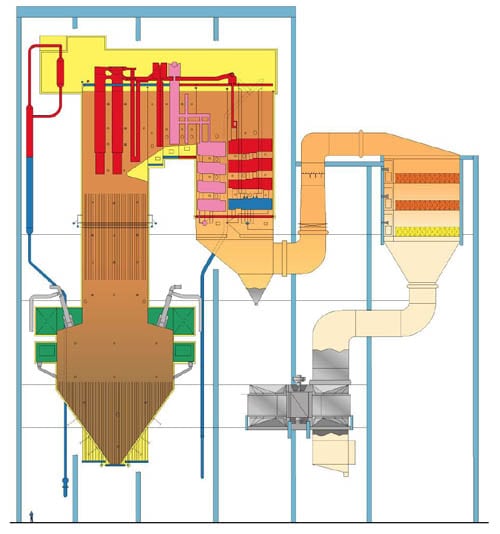
Figure 4 shows a 400-MW Riley Power recirculating supercritical unit with these features. It has powered South Carolina Electric & Gas Co.’s Wateree Station Units 1 and 2 since 1970.

Source: Riley Power Inc.
4. Constant-pressure, recirculating unit. This design features vertical, self-supporting, smooth-bore furnace tubing in a single upward pass.
Beyond plumbing
In addition to incorporating these constructional differences, a sliding-pressure furnace (evaporator system) must be sized to yield a greater outlet enthalpy (energy content of steam), so it requires a greater heat duty and furnace size.
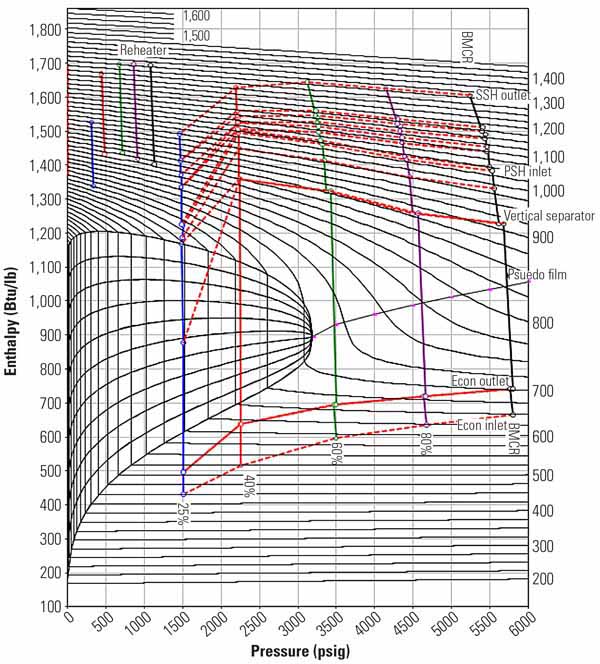
To illustrate this, Figure 5 compares the steam generator operating conditions and trends on an enthalpy-pressure steam diagram. This steam property diagram is used to trace the rising heat content (enthalpy) of the steam as it flows and loses pressure through the boiler (the series of circled data markers and dashed lines at right).
Source: Riley Power Inc.
5. Enthalpy-pressure steam diagram. In sliding-pressure operation, the furnace must absorb proportionately as much energy as a typical, 1,500-psia industrial boiler.
Sliding-pressure operation during load reductions moves the furnace operation into the subcritical, two-phase region at loads below 70% to 75% MCR. The nearly horizontal dashed lines in Figure 5 indicate the trend of furnace inlet and outlet conditions over the load range. To accommodate the two-phase boiling condition of steam, there are specific steamside conditions that must be fulfilled at the minimum once-through load, and so it is sometimes low load—rather than full load—that determines the heat duty and size of the furnace or evaporator system. Those conditions are:
- The economizer size is limited to prevent steaming within it.
- The furnace size must be sufficient to produce dry steam in once-through mode to prevent introduction of liquid water into superheaters.
These requirements are indicated in Figure 5 at the 35% of MCR load condition. A furnace sized for a certain minimum once-through load produces the indicated conditions at full load, including the total heating duty (the arrow on the far right) and the furnace outlet enthalpy and temperature. Accordingly, the selection of minimum once-through load has consequences not only on the steam flow area and the full-load pressure drop; it also drives the overall furnace size and operating steam and metal temperatures. It is interesting to note that the sliding-pressure furnace is essentially sized as one would size the evaporator system for a 1,500-psia industrial unit. Often, these medium-pressure industrial units employ a boiler bank or convective evaporator section to supplement the boiling heat duty while limiting the furnace size.
In contrast, constant-pressure units stay in the supercritical, single-phase region and therefore have no such waterside sizing criterion. Figure 6 shows in blue the operating conditions of the constant-pressure, Riley Power recirculating unit over the same load range. The usual gas-side furnace sizing criteria that apply to any operating pressure unit—such as firing arrangement requirements, residence time and burnout, emissions considerations, and exit gas temperature limits for slagging and fouling control—will dictate. Depending on the particular fuel and fireside conditions, the constant-pressure furnace could be sized as indicated (the large blue arrow). Note that, although the sliding-pressure furnace must be sized like an industrial boiler, the constant-pressure furnace can be sized as one would a high-pressure subcritical, natural-circulation unit (Figure 7).

Source: Riley Power Inc.
6. Constant- and sliding-pressure operating trends. The constant-pressure furnace size is not driven by the significant heat of vaporization at lower pressures.
graph

Source: Riley Power Inc.
7. Relative furnace heating duty. Although the sliding-pressure furnace must be sized like an industrial boiler, the constant-pressure furnace can be sized as one would expect for a high-pressure subcritical, natural-circulation unit.
But unlike natural-circulation units, the supercritical unit remains flexible in its performance, because it does not have a fixed evaporator (furnace) end point. Evaporative and superheat duty can be shifted between furnace and convective surfaces in response to changes in fuel, slagging, or other conditions. This feature is not limited to Benson, Sulzer, or other once-through designs, and the constant-pressure design retains this flexibility at all loads. By comparison, a sliding-pressure unit has less flexibility as pressure is reduced and the margin above saturation (two-phase boiling) decreases.
Nearly as important as this size difference, the furnace outlet temperature of the constant-pressure unit can be significantly less than that from the sliding-pressure unit (due to this enthalpy difference). Furthermore, the thermodynamics of steam are such that, at the greater outlet enthalpy level required for the sliding-pressure unit, temperature is much more sensitive to differences in enthalpy between furnace tubes. This increased sensitivity is partly mitigated by the heat absorption equalizing effect of the spiral tube arrangement around the sliding-pressure furnace.
These are especially important points for extension to ultra-supercritical conditions, where it is found that sliding-pressure designs will have very high furnace outlet temperatures (approaching 1,000F to 1,100F) and may require advanced alloys for the furnace walls. The various materials research efforts being conducted worldwide for ultra-supercritical plants are struggling with this issue, partly due to the exclusive assumption of sliding pressure. Though the furnace outlet temperature with constant pressure also continues to rise, the potential reduction compared to sliding pressure becomes greater—and furnace materials ooptions are comparatively broader—as the final steam conditions are advanced.
A visible difference
A constant-pressure furnace designed according to the universal gas-side criteria results in a furnace outlet steam enthalpy of about 1,050 Btu/lb (at 760F). The equivalent sliding-pressure furnace is about 20% larger in order to yield the required outlet enthalpy of 1,150 Btu/lb (at 790 to 800F). Because the larger furnace is effectively accomplishing some of the superheat duty at higher loads, the radiant superheater can be reduced accordingly, but the net cost increase is positive. Additionally, a particular advantage of the Riley Power recirculating supercritical design is that it does not require intermediate furnace mixing. That not only reduces associated piping costs but also permits the use of a close-coupled backpass and eliminates the tunnel section that would otherwise be required.
The primary differences in furnace construction and size are estimated to result in 4% to 5% greater overall boiler cost for sliding-pressure designs. For a 650-MW unit, this differential amounts to about $6 million to $7 million, including materials and erection. This cost differential is due to only the tube circuitry, intimate support, erection, and overall furnace size differences. It does not include further potential differences in tube materials; tunnel pass elimination; cycling design requirements; and steel, building, or foundation differences—all of which lead to even greater costs for a typical sliding-pressure design.
Is it worth it?
Can the additional capital investment in a sliding-pressure plant be recovered by operating cost advantages in the U.S. market? With uncertainty about long-range load dispatching, the efficiency of new plants at low loads becomes important for considering a plant’s payback of capital and, indeed, for dispatch competition. Many people have been under the impression that sliding-pressure units offer better efficiency (lower heat rate) than constant-pressure units at reduced loads. The extent to which this is true depends greatly on the turbine control mode, and so a closer review of heat rate differentials is in order.
Though old, throttle-control turbines at constant pressure indeed suffer in efficiency at part loads, comparative data from turbine manufacturers indicate that modern, nozzle-control turbines at constant pressure have nearly the same efficiency as at sliding pressure across the load range. This is mainly due to the sequential use of the turbine admission valves, and at several loads (the "valve best points") the remaining valves are fully open and there is negligible throttling loss before the first turbine stage.
Using differential heat rate data from turbine manufacturers, heat rates were evaluated for both constant- and sliding-pressure systems, with both throttle and nozzle control. Plant operating costs were evaluated at all loads for each turbine control mode using a detailed economic model including fuel, reagent, and emissions costs according to typical U.S. conditions.
Even assuming a nightly load reduction to 35% to 80% every night over an entire 20-year evaluation period, the present value of the difference in operating costs is calculated to be only $0.5 million for PRB coal firing and less than $1 million for high-sulfur bituminous coal firing of a modern 650-MW unit with nozzle control. As Figure 8 makes clear, the present value of 20 years of operating cost savings is not nearly enough to justify the additional $6 million to $7 million capital investment required for the sliding-pressure steam generator. Meanwhile, the sliding-pressure turbine cost savings are reportedly estimated to be on the order of $0.5 million and would be partly offset by any additional feedwater heater and steam generator costs to handle sliding pressure and any associated load and pressure cycling.

Source: Riley Power Inc.
8. Investment payback. The chart shows simple 20-year present value of operating cost savings with sliding pressure on a 650-MW unit. Additional cost for a sliding-pressure steam generator is estimated as $6 million to $7 million.
For cycling service?
For completeness, it should be recognized that continual load cycling and fast start-up abilities may be of particular value for a limited number of units in each region of the U.S., though the value is relatively difficult to quantify. Sliding pressure may be justified and viable where such features are especially valued, but development of these abilities with constant-pressure systems should not be overlooked. Nevertheless, it is widely believed that any continual load cycling of new coal units, beyond controlled nightly reductions, will be for a relatively small proportion, to be strategically determined for each grid region. The significant operating cost advantage of new supercritical units will give these units preference for load dispatch.
In addition, America’s installed natural gas–fired capacity—now almost 200 GW—represents a sizeable sunk investment in generation that is well suited for peaking duty. Though it is expensive to operate, this capacity is available to meet peak loads and is relatively easy to start up and shut down. This creates a different environment from that of the 1970s, when such peaking capacity was not available and utilities were caught not being able to easily cycle their baseloaded units when a recession hit. Independent power producers considering new coal-fired units should recognize that—armed with economically efficient generation fired by coal rather than by natural gas—their role in contributing to the regional grid load and their priority on the dispatch curve will be entirely different, moving from the peaking role into the baseload and average-load roles.
Regarding start-up, it should be noted that not all of the start-up systems and features employed on modern generating units around the world are inherently or exclusively applicable to sliding-pressure operation, and the expense of once-through sliding-pressure steam generators need not be assumed to gain such features. The Riley Power recirculating units in operation since 1970 already prove the successful application of recirculation to facilitate start-up of a constant-pressure supercritical unit. For the future generation of coal-fired plants in the U.S., other modern start-up features can be developed and integrated with appropriate plant designs for the range of expected domestic needs, for both constant- and sliding-pressure applications.