Last year in this department, we ran a three-part series on “Competitive Maintenance Strategies” (March, April, and May 2010, available in our archives at https://www.powermag.com). We began that series with a description of the three typical approaches to equipment maintenance (corrective, preventive, and predictive) and then progressed into the essential requirements for a robust reliability-centered maintenance program. The series concluded with a series of equipment-specific suggestions used by many plants to cut their operation and maintenance (O&M) costs while achieving high plant reliabilities.
This year’s series will focus on predictive maintenance (PdM), also known as condition-based maintenance. PdM requires maintenance on equipment only when the condition of the equipment warrants it, rather than at a predetermined maintenance interval—the type that a car manufacturer uses to specify the timing of oil changes. PdM requires an investment in equipment and training to routinely monitor operating equipment, but a well-defined and -executed PdM program saves time and money by reducing unneeded time-based maintenance tasks and by identifying and fixing problems before they occur.
Perhaps the most significant example of the benefits of a robust PdM program that I am aware of was described in “Entergy’s ‘Big Catch’” (October 2008). In that instance, a vibration anomaly in the Waterford Unit 2 steam turbine bearing, below alarm limits, was intercepted. The turbine was quickly shut down, and an examination of the generator rotor shaft found a crack that extended 180 degrees around the shaft and at least 1.5 inches deep (Figure 1). By catching the problem early, a potential catastrophic failure was averted that would have caused an extended outage, cost between $20 million and $40 million to repair, and perhaps injured or killed plant staff.
 |
| 1. The “Big Catch.” A dollar bill is inserted into a 180-degree, 1.5-inch-deep crack in Entergy’s Waterford 2 generator shaft. The utility’s Performance Monitoring and Diagnostic Center first identified an early vibration transient, which was confirmed by the plant’s PdM staff. That discovery allowed the unit to be safely shut down before a catastrophic failure occurred. The photo speaks volumes about the value of a healthy PdM program. Courtesy: Entergy |
Developing Goals and Objectives
Many plants have, or are implementing or expanding, a PdM system. Others are considering upgrading, in whole or piecemeal, an old preventive maintenance system to a conditioned-based maintenance program. Regardless, we want to begin this PdM system discussion at the beginning, the implementation phase, rather than jumping directly into PdM techniques and practices. We want the discussion to be inclusive, especially for those considering adopting a PdM approach to equipment maintenance.
The first step in developing an effective PdM program is to define your goals or objectives in realistic terms. That requires you to have a good idea of what can be accomplished within your organization, and how fast. If managers expect too much, the program will be a disappointment; expecting too little may mean that the program does not receive serious consideration.
Whatever the goal, it is critical that it be measurable. All data must be easily and accurately collected, and any assumptions made in data analysis must be agreed upon. For example, it is often best to select a value that is already being measured and is important to plant management, such as equipment availability, hours of machine downtime, steam-turbine maintenance cost, and the like. It is also important to define all of the critical terms and assumptions used in the analysis. A goal could be something like “Reduce maintenance expenses over the next 12 months by 15%.”
Next, you should determine specific actions that must be taken to achieve the defined goals and objectives. To do so, you must know where you are today. Collect historical data on maintenance costs, labor, overtime, spare parts inventory levels, frequency of machine repairs, or whatever other information is pertinent to the specific goals and objectives. This data can be obtained from purchasing, engineering, maintenance management, personnel, accounting, and operations.
A key requirement is to identify machines that have either an excessive failure rate or a high historical cost of repair. These machines should be the focus of attention at the start because they are the most likely to contribute early and dramatic successes as well as highly visible cost savings. Machines should also be included that have patterns of common problems that can be easily fixed, such as misalignment and unbalance.
After determining which problems will be the easiest to solve, you should next identify the technologies that offer the greatest promise of solving those problems. There are more than a dozen PdM technologies, and eventually you should become familiar with all of them, but the core of most power plant PdM programs is vibration analysis, thermographic analysis, ultrasonic analysis, oil analysis and lubrication, and root cause analysis, each of which will be discussed in detail in future articles (Figure 2).
 |
| 2. Five PdM tools. These five tools must be the focus of every predictive maintenance program. Source: POWER |
At this point, it’s time to develop monitoring hardware and software specifications; determine training requirements; and select the monitoring points, data-collection routes, sample frequencies, and alarm limits. This is an excellent time to get the rest of the maintenance staff and operations involved, as well as those on the condition-monitoring team. Schedule individual and group sessions to explain the goals and objectives of the program, and listen to the comments and concerns of each group. Enlisting their support at this early stage will often ensure their support later on, and it will allow you to take advantage of their practical experience with the machines that are going to be monitored.
For example, ask what the most common problems are and how they would solve them. Ask if there are any concerns about job responsibilities or the threat of discipline if a lot of problems are found. Ask if there is any machine condition information that would make their jobs simpler or more effective.
This is also a critical time for the continued development of plant management support. After management’s agreement on the goals and objectives, you have to convince them that your implementation plans are economically sound and realistic. An effective machine condition-monitoring program is a long-term commitment, and often it may take six to 12 months for start-up and initial data collection/trending plus 12 to 18 months to achieve a significant return on investment (ROI).
In addition to providing hardware and software, management must also provide the people and training resources to make the capital investment worthwhile. A common mistake is to assign people to machine condition monitoring on a part-time basis during program start-up, feeling that as the program grows, they will spend more time on it. Often, the result is that these people aren’t available when they are needed, making it difficult, if not impossible, to take consistent, timely data readings. There should also be an understanding that initial data collection and entry can be a very time-consuming task, and temporary clerical support or overtime may be required to get the job done properly. Perhaps the greatest mistake is not providing enough training in data-collection and data-analysis techniques.
Determine the Benefits
Once there is general agreement on the broad goals and objectives of a machine condition-monitoring program, and there is an understanding of which technologies are the most likely to be effective in achieving those goals, the next step is to outline a more detailed plan that includes a financial analysis, resource analysis, and implementation plan. This step is important because it provides the opportunity to further define plant management goals and objectives within the practical considerations that the monitoring team will be faced with, and it provides a detailed overview of the program that can be used to encourage participation and support from all levels of personnel. Most important, it provides a document with measurable performance expectations that can be used to judge the success or failure of the PdM program over time.
A number of years ago a study concluded that breakdown maintenance costs an industrial plant an average of $17 to $19 per installed machine horsepower per year (hp/yr); preventive maintenance costs $11 to $13/hp/yr; and PdM costs just $7 to $9/hp/yr. If you conservatively estimate that a plant can achieve 20% of the $5 to $10 /hp/yr potential savings by going from maintenance to PdM, the value for even a small plant can be measured in hundreds of thousands of dollars. Undoubtedly, the numbers are much larger in a typical power plant, but these averages provide a sense of scale.
Here’s a better example of the potential savings possible from a PdM program. A PdM analyst at a Midwestern power station once told POWER, “We track equipment problems that are identified and fixed during normal shutdowns and compare them to the historical costs of running the same equipment to failure. We use a conservative estimate of the costs involved to repair only the immediate problems and do not include costs related to the more extensive damage that sometimes occurs. We’ve just completed a semi-annual performance report and found that the PdM program saved more than $500,000 during that time. This includes only the more significant problems that were identified and an estimate of the number of hours of downtime that were saved.”
Trending repair-cost information over time can provide a striking perspective of the value of machine condition-monitoring programs on less-critical, balance-of-plant equipment. A few years ago, staff at a major California utility reported to POWER that the equivalent availability of its generating units had averaged 87.1% over the past five years. They attributed that excellent result to the cooperative efforts of the plant managers and personnel, the vibration analysts and engineer, and ease in operating the vibration instrumentation (the national average for that same period in the power industry was 77.9%). The same utility calculated that by starting the PdM program two years earlier, it had saved $750,000 in maintenance costs, much of that by extending maintenance intervals. At the same time, the labor force was reduced 30% without sacrificing equipment availability.
These anecdotal reports are inspiring, but without knowing the savings assumptions, it’s hard to compare figures across plants or companies. As part of the PdM system start-up, the methodology for preparing cost estimates must be agreed upon by all concerned parties for consistency within a plant and company and over future years. If there is a formula for determining the cost of machine downtime, that formula and all of its factors should be agreed on in advance by management, maintenance, and production. If labor or overtime costs are to be manually assigned to different groups, there should be an agreement on how the assignment will be made, and by whom. Because the primary goal of machine condition monitoring is to identify problems and create opportunities for improvements, you must be sure that management, maintenance, and production are interested in hearing about problems in their areas.
In addition, it is important for management to recognize that maintenance costs will probably go up during the first six months of a machine condition-monitoring program before they start on a significant downward path. The primary reason for the increase is that the program will be identifying developing problems that have not become severe enough to be noticed. These less-serious problems may not require immediate attention; however, they should be scheduled during normal maintenance shutdowns.
There is one final consideration that makes agreeing on cost estimates and formulas of vital importance. The financial impact of machine condition monitoring is often so significant that many people will have a hard time believing the numbers. It is not unusual for a program to save tens of thousands of dollars in the first few months and hundreds of thousands of dollars in the first year. One company that included an estimate of the financial impact of lost production and sales in its financial statistics was asked to remove estimates of savings due to machine condition monitoring because the savings were several million dollars a year. Plant management was simply uncomfortable providing estimates of that magnitude to corporate management.
Financial results must also be put into terms that management can understand. Corporate management must review hundreds of pages of documents and reports each day; so to be effective, the reports must be simple, yet informative. Most financial reports should be in summary form and one page long. If additional information is required, management will ask for it. The format of the report should be familiar to management so that it can be quickly reviewed. Two important parameters to cover are ROI and payback period.
Periodic documentation of financial performance must be an integral part of the program. This documentation does not have to be complicated, but it does require a commitment of time and energy. Economic data should be collected immediately after a problem has been identified and resolved, when facts, figures, and estimates are still fresh in peoples’ minds.
Many successful programs have developed a simple report format to periodically highlight the financial savings that a program has provided. In addition to keeping management informed about successes, they are a convenient source of information for quarterly or annual reports. They can also be used to highlight significant findings such as the need to improve worker skill levels, consistently poor-quality repairs coming from a specific contractor or repair shop, or concern about operating equipment beyond design capacity. The reports can also be used to educate maintenance and production people on the very real benefits that the program has provided. Finally, they provide valuable documentation to support expanding the program to incorporate new technologies, to include new areas of the plant, or to include new types of equipment.
Include All the Costs
In these financial reports, be sure to include all the appropriate costs related to the PdM system (Figure 3). The typical cost categories of a machine condition-monitoring program include:
- Direct labor and management
- Hardware, software, and installation
- Technical service
- Training
- Overhead
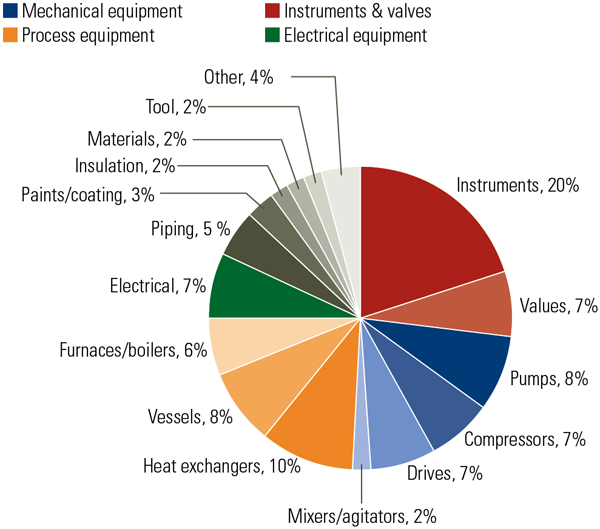 |
| 3. Distribution of costs. One survey identified these categories of plant maintenance spending. At this plant, a successful PdM plan implementation reduced maintenance costs and machine breakdown rates by at least 50% each. Source: Rosemount Analytical, Emerson Process Management |
You can estimate the man-hours required by determining the number of points to be monitored, the time required to take a reading or grab an oil sample, and the time required to analyze, interpret, and act on the data. Relatively simple machinery—small motors, pumps, or fans—should have two to three vibration-measurement points per bearing to detect developing problems. In some cases, one overall reading per bearing can be made; however, subtle problems may be difficult to detect. More complex systems may require hundreds of measurement points for critical bearings, gears, and auxiliary equipment. Separate oil systems require separate samples, and electrical systems may require a reading at each contact point.
One company estimates that a vibration technician can monitor 40 to 50 points/hour. Also, you can estimate two to three oil samples/hour, 12 to 20 thermographic readings/hour, and 60 to 90 performance readings/hour. An equivalent amount of time usually is required to review the data, generate reports, and manage the program. For example, if there are 500 measurement points, and the measurement frequency is once per month, approximately two man-days per month will be required for data collection and two man-days per month for data analysis and management. It may take a few months to achieve these levels of efficiency; therefore, additional manpower may be required at the start of the program.
More critical equipment may require more frequent monitoring, which will increase manpower requirements, and some equipment may have sample points that are difficult to reach and will require more time for readings (Figure 4).
 |
| 4. Health monitoring. A technician is using a handheld vibration monitor to take readings. He is also able to immediately compare the pump’s vibration history and repair records on the screen. Courtesy: Rockwell Automation |
To estimate the cost of hardware, software, and installation, you need to define your requirements. A small vibration-monitoring program consisting of a portable data collector, PC, and analysis software may cost $20,000, depending on its features. Oil samples can cost as little as $8 to $10 each, depending on the list of tests performed or $30 to $40/year/point for quarterly analysis of basic properties and wear metals. Sophisticated particle analysis and other ASTM testing can be three times that amount.
Another way to estimate costs is to ask several vendors and service companies to bid on your requirements and then average the results. You may find that some companies have more aggressive pricing policies than others and that volume discounts can be substantial. You may also find that advances in technology have resulted in steadily reducing the measurement cost per point. For most of the microprocessor-based monitoring devices, you should expect that trend to continue, so you may want to consider leasing equipment or contracting services. Currently, more plants are interested in contracting PdM services than in purchasing the equipment, according to suppliers. Even large facilities have found it more economical—and more expeditious—to contract their PdM program rather than to develop one in-house.
Critical Resources Are Human Resources
Most of the “how-to” articles and conference papers written about PdM focus too much on its sophisticated tools and technologies—such as Bode plots, vibration curves, and wear-particle analyzers—and not enough on human resources.
If a PdM program is going to succeed, it must have the support of supervisors, operators, craftsmen, and all other workers in maintenance and production. One of the most common reactions to a new program is concern about how it will affect each individual. Is it worth the effort of learning something new? Will it mean more work or less? Will it lead to praise or criticism? In the extreme case, will I lose my job?
The PdM start-up team should address these concerns, pointing out that the objective of condition monitoring is to improve workers’ efficiency, to do more work with the same number of people rather than to reduce staffing levels. If workforce reductions are being considered, they should be outlined in as much detail as possible so that the more talented, effective workers realize that their jobs are not at stake. Another consideration is to involve craftsmen and hourly workers in the early design stages of the program. Ask them what machines are the most critical or seem to have the most frequent or serious problems.
Avoid stereotyping workers. Some supervisors find older, experienced workers more resistant to change; however, that is not always the case. One plant reported that senior workers were the most enthusiastic about a new machine condition-monitoring program. They liked the fact that they didn’t have to do heavy lifting or run throughout the plant on emergency assignments. Their schedules were pretty much the same each day, and they enjoyed the fixed routine. Many were excited to be working in a “high tech” environment. Some of the senior workers were so involved that they became instructors for new employees in the program.
Once a program is under way, continue to build worker support by being vocal about successes. But do it in a manner that promotes the program, not the personal careers of the PdM staff. Where office politics are perceived, attempts to sell the program can become counterproductive and PdM specialists will no longer be viewed as team players.
No doubt the most important decision in the development of a PdM program is the selection of its manager or supervisor. One consultant advises, “in a program just starting or undergoing major expansion, the manager or supervisor needs to be more of a developer than an expert analyst or engineer. It is a fact of start-up life that mistakes made in a program’s infancy loom larger than those made later. And, while mistakes cannot be eliminated, they can be minimized by the manager stressing work quality rather than quantity. Too often plants will invest in state-of-the-art equipment and then assign the whole program to an overworked young engineer.”
Sell, Sell, Sell
Here are some ways that PdM groups communicate and sell their value:
- Equip the oil laboratory with video cameras to instantly send data and consult with engineers throughout the company.
- Publish the lubrication manual—an extensive listing of every bearing, grease fitting, and oil sump throughout the station—in electronic form on the sitewide computer network. Most power plants develop such a manual, but in hard copy it often sits on a shelf collecting dust.
- Select a customizable, robust software program to manage the massive PdM database. Some commercially available software, many PdM experts believe, lacks the sorting and retrieving capability needed by large power plants.
- Temporarily assign junior mechanics to the PdM group to familiarize them with the technologies and the program’s capabilities. The mechanics can conduct oil sampling, assist with vibration surveys, and so on, before rotating back into the maintenance department with a better appreciation for PdM.
More Coming
In the next segment of “Predictive Maintenance That Works,” we’ll discuss specific condition-monitoring techniques used at power plants and why each should be a part of your PdM program.
— Dr. Robert Peltier, PE is POWER’s editor-in-chief.